基于排水法的自动化弹性模量测量实验
2022-12-25陈汉忠李忠遇王哲涛
陈汉忠,李忠遇,王哲涛,程 琳
(浙江理工大学a.启新学院;b.理学院,浙江 杭州 310018)

(1)
因此,对弹性模量的测量,主要集中于对微小变化量ΔL的测量.大学物理实验课程中主要采用光杠杆法对ΔL进行放大测量,但光杠杆法所需仪器空间占用较大,放大效果有限,测量易受干扰.除此之外,也有许多其他方法测量金属丝的弹性模量,如位移光栅尺法[2]、激光三角法[3]、悬臂梁法[4]、激光准直法[5]、基于迈克耳孙干涉仪测量金属丝的弹性模量、光纤传感器测量金属丝的弹性模量[6]等,但这些方法原理复杂,操作难度高,测量仪器较昂贵.对此,本文设计了利用排水法来测量金属丝微小变化量的装置,实现对金属丝拉升长度变化量的间接测量.排水法实验装置结构如图1所示.在托盘上添加砝码,金属丝会因所加砝码重力的作用向下拉伸,圆柱棒也会向下移动从而导致水面上升,通过测量水面上升的距离,可间接得到金属丝拉伸的长度,实现对微小变化量的测量.
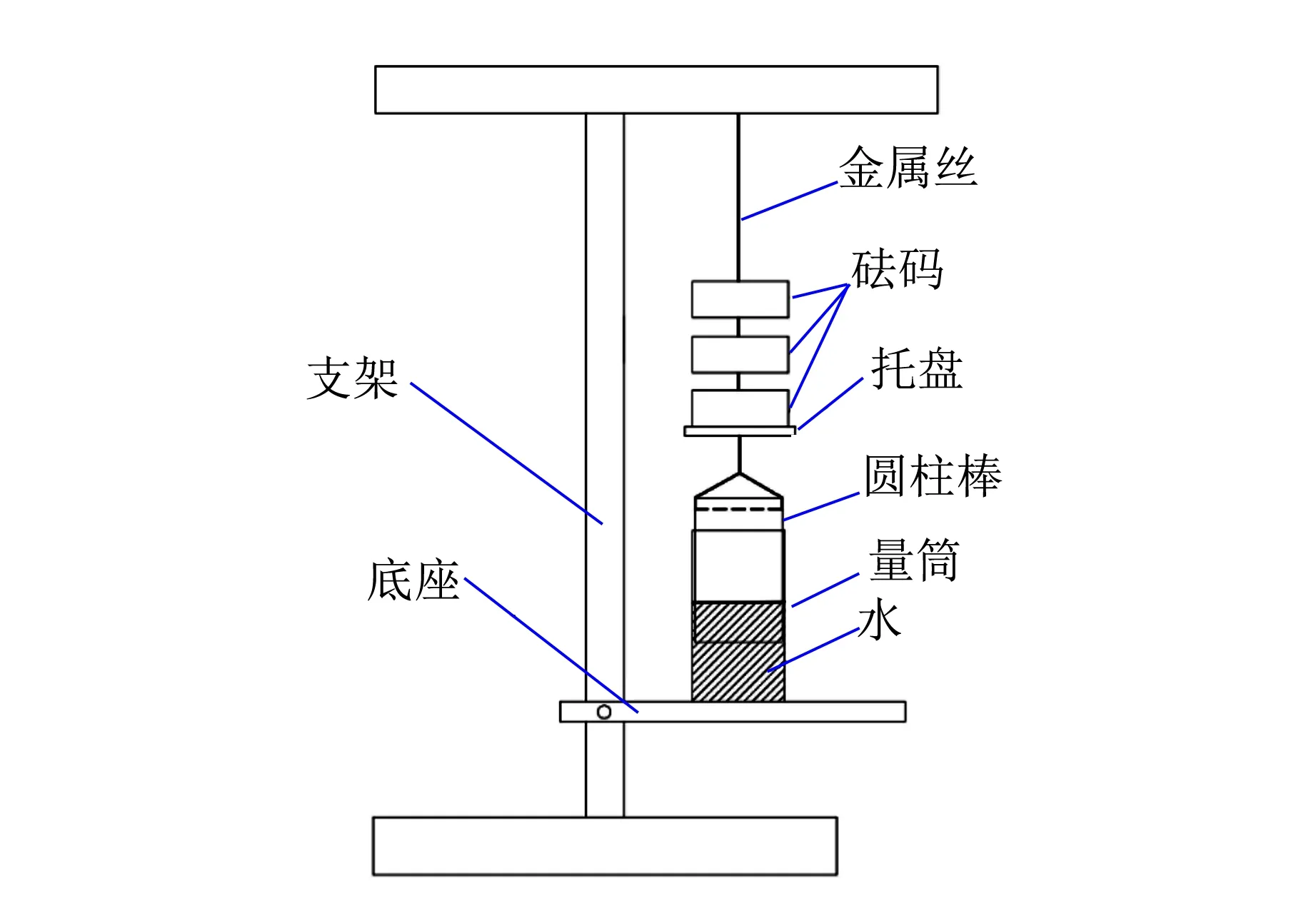
图1 排水法测量原理图
利用排水法测量弹性模量会出现各处位置的水面不等高的情况,这是由于圆柱棒与量筒的中心轴线位置发生偏离,两壁空隙较窄的一侧出现水的浸润现象所导致,大量的实验研究表明液面较难控制水平,上下液面高度差有时可达1 cm,液面读数有一定的偏差,如图2所示.

图2 排水法测量弹性模量方法液面读数误差
综上所述,无论是排水法还是光杠杆法,都不能精确读数,而且实验数据还需人工进行后续处理. 当前也有一些自动化测量弹性模量的仪器,如高精度全自动弹性模量测量仪[7]、基于光电传感器的金属弹性模量系统[8]、弹性体碰撞时间测定弹性模量[9]等,但是这些测量仪器原理和设计复杂,不利于在大学物理实验课程上推广.
基于上述分析,本文设计了基于排水法的自动化弹性模量测量装置,将原排水法测量装置中液面高度变化转化为压力传感器的示数变化,回避了液面不平的问题,运用单片机进行自动化读数,不仅避免了人工处理数据造成的误差,同时还大大降低了实验成本. 本装置原理简单,得到的数据结果既快又准,适合学生走进大学物理实验课堂.
1 自动化弹性模量测量装置
1.1 实验装置
基于排水法的自动化弹性模量测量装置结构图如图3(a)所示,在原实验装置增加自动测量装置,实物图如图3(b)所示.
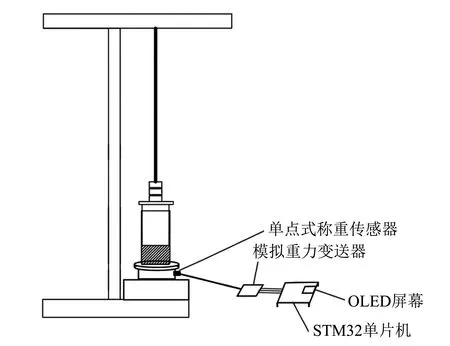
(a)结构图
1.2 测量原理
量筒盛有密度为ρ的水,圆柱体的直径为D,水和量筒总质量为m1,圆柱体的质量为m2.将圆柱体固定或悬挂在与金属丝相连的托盘底部,插入量筒,使量筒里的水完全没过圆柱体底面,固定好量筒的位置;在托盘上添加砝码,金属丝在砝码的重力作用下向下拉伸的距离为x,圆柱体向下移动距离x,排开水的体积为V,压力传感器数值为F压.浮力的计算公式为
ΔF浮=ρgV,
其中排开水的体积
(2)
对圆柱进行受力分析,有
m2g=F拉+F浮,
(3)
再对烧杯和圆柱进行整体的受力分析,有
(m1+m2)g=F拉+F压,
(4)
式(3)和式(4)两式相减可得
F浮=F压-m1g,
(5)
由式(5)可推出
ΔF浮=ΔF压
代入式(2)可得
(6)
另一方面,如果采用传统添加槽码产生正压力(F=mg)的方法,则还应考虑烧杯里的水对圆柱产生F浮的影响,式(1)就变成
(7)
将钢丝横截面积S=πd2/4,式(5)和式(6)代入式(7)可得弹性模量为
(8)
采用单片机记录压力变化的数值,根据预输入的装置的参量,即可计算得到弹性模量的数值,并且在OLED屏幕上显示.
1.3 单片机自动化处理弹性模量数据
单片机自动测量和处理数据流程图如图4所示,主要模块电路图如图5所示,其中LM2596S 降压模块将电池电压(12 V)降低成5 V给芯片供电;晶振电路为中央控制部分提供12 MHz的振荡频率,让STM32芯片能够以12 MHz频率运作;HX711根据当前压力值发送模拟信号给单片机;STM32采集HX711信号,并将其转化为HX711实际受到的压力值. 然后单片机根据公式处理完数据后,通过I2C通讯将最终数值发送给OLED,在OLED模块显示最终得到的弹性模量.
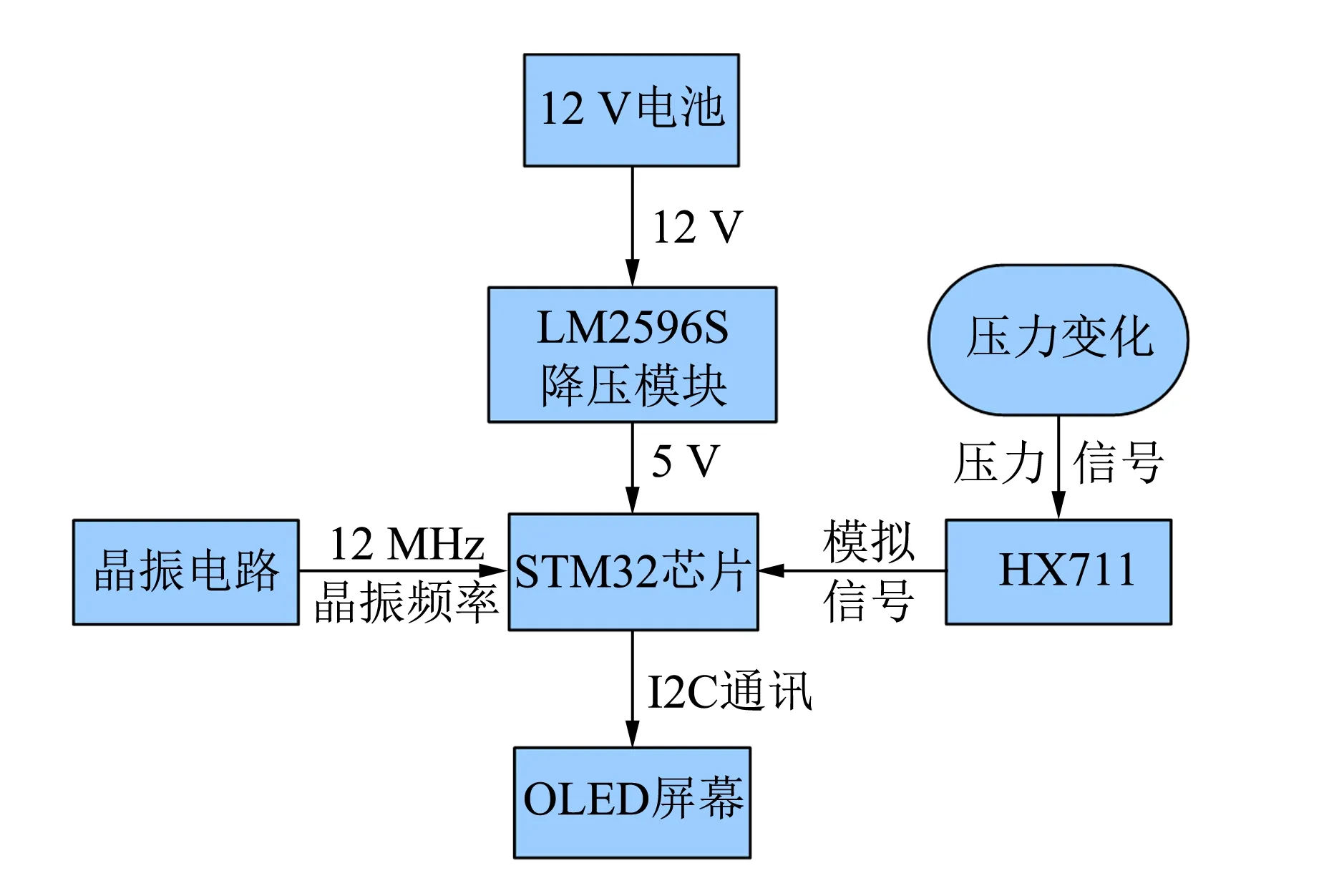
图4 单片机自动测量和处理数据流程图
(a)STM32F103C8T6
部分代码如下:
while(1)
{if(x<=0)
{flag=-x;LCD_ShowString(140,100,120,24,24,"+");}else{flag=x;LCD_ShowString(140,100,120,24,24,"-");}
//显示正负符号
Get_Weight();//测量压力
LCD_ShowNum(130,60,Weight_Shiwu,5,24);
//显示当前压力数值
LCD_ShowNum(50,260,FY[1],5,24);
//显示上一次弹性模量数值
if(KEY0==0){delay_ms(10);//去抖动
if(t==1)I[1]= Weight_Shiwu;
if(t==2)I[2]= Weight_Shiwu;
t++;
if(t==3)t=1;
I[3]=I[2]-I[1];//计算△F
Y[i]=0.695*1000*9.8*0.09248^2(i*10-I[2]+13.88)/(0.000543^2*I[i]);//计算每次弹性模量
}
…
}
其中KEY==0时,代表第i次按下按钮KEY0后,将当前压力数值记录到I[2],并且把上一次记录数值记录到I[1],ΔFi=I[2]-I[1]. 然后根据上述公式得到对应的Y[i],当按键次数达到9时,计算并显示最终取平均的Y[10].
2 实验验证及结果分析
2.1 实验演绎及数据计算
1)用游标卡尺多次测量量筒内壁直径和圆柱棒的直径,取平均值后得D=92.48 mm;用千分尺测量金属丝平均直径d=0.543 mm,用米尺测量金属丝长L=695.3 mm. 将L,ρ,g,D,d输入单片机程序.
2)在量筒内装入密度为ρ=103kg/m3的水,用压力传感器测出m1g=13.88 N输入单片机;将圆柱体悬挂在托盘下方,置入量筒内,适当调节量筒位置,使圆柱棒底部没入水面;调整底座,固定好量筒位置,保证量筒和圆柱体的轴线大致重合;水面的位置平稳后,记录压力传感器Fi.
3)依次在托盘上添加砝码,待水面平稳后,按下记录按钮记录压力,增加到第5块砝码后逐一减少砝码,并记录数据.

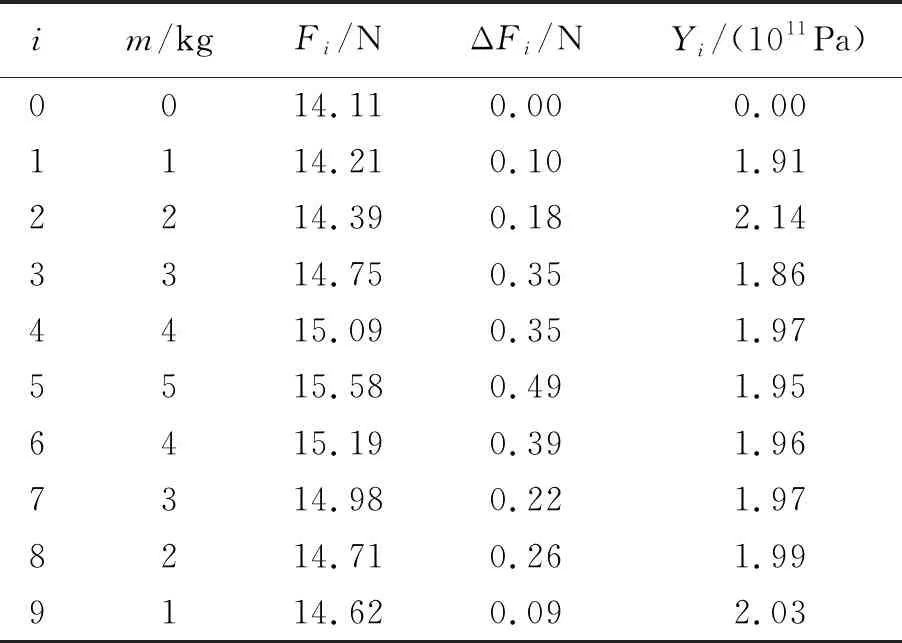
表1 单片机内部实验数据处理
2.2 不确定度的计算

2.3 实验结果分析
综上所述,基于排水法的自动化弹性模量测量装置得到的金属丝弹性模量为(1.97±0.03)×1011N/m2,与标准值2.00×1011N/m2相比,相对偏差为1.5%. 实验结果较为准确,测量偏差均在要求范围内,说明基于排水法的自动化弹性模量测量装置稳定性好.
分析产生误差的主要原因,压力传感器的测量精度对实验结果至关重要,因此在不改变实验装置的前提下,提高压力传感器精度可以减少实验误差. 此外,因为传感器的特性,每次测量前均需使用标准件物块进行压力传感器的校准,为了实验操作方便,使用自带校准的压力传感器可以很好地解决这个问题.
3 结束语
本文设计了基于排水法的自动化弹性模量测量装置,排水法测量金属丝弹性模量装置占地面积小,装置易搭建,成本低;采用自动化读数,读数准确,误差小,出结果迅速. 相较于其他弹性模量测量方法和测量仪器,本装置在成本与可操作性上更具优势,且通过实验验证,该装置测量金属丝的弹性模量数据和理论值相差不大,获得了较为理想的实验结果,适用于学生进行金属丝弹性模量测量的实验探究.