形状记忆复合编织圆管的制备及其热致回复性能
2022-12-23孙宝忠
张 威, 蒋 喆, 徐 琪, 孙宝忠
(东华大学 纺织学院, 上海 201620)
形状记忆材料[1]是一种典型的智能材料,集结构材料和功能材料特点于一体,具有自感知和自驱动特点,在外界载荷作用下可发生形状改变,施加激励条件(如热[2]、电[3]、磁[4]、光[5])后,材料能够回复原始形状[6]。与形状记忆合金(SMAs)[7]和形状记忆陶瓷(SMCs)相比[6],形状记忆聚合物(SMPs)[8]具有质量轻、变形能力强、价格低廉、生物相容性优异和可降解等优点,在生物医疗、航空航天等领域具有广泛应用[9-11]。
将颗粒或纤维填充物与SMPs复合可得到具有增强力学性能的形状记忆复合材料(SMPC)。采用炭黑(CB)、短碳纤维(SCF)、碳纳米管(CNT)等[12-13]作为增强材料的研究比较广泛,但其增强能力有限,并可能由于颗粒分布不均匀而导致缺陷。采用连续碳纤维作为增强材料可极大提高形状记忆复合材料结构的强度,并可以作为导电材料。
目前,针对连续纤维增强形状记忆聚合物复合材料的研究主要有4D打印、模压成型、真空辅助注射工艺、隔膜成型等方法[14-16],但通过编织工艺制备复合管状结构的研究较少[17]。二维编织圆管结构作为一种富有潜力的结构材料,具有编织技术设计灵活、操作简便、近净尺寸成型、成品轴向弹性好等优点[18-20]。为此,本文采用一种形状记忆聚氨酯包覆连续碳纤维(CCF/SMPU)复合长丝经二维编织技术编织成圆管。采用CCF/SMPU复合长丝作为编织材料,利用碳纤维对聚氨酯进行增强提高其力学性能,且可使编织圆管具有良好的柔韧性。探究了不同编织角对编织圆管径向力、形状记忆回复性能的影响,为该复合结构更广泛的应用提供研究参考。
1 实验部分
1.1 实验原料与仪器
实验材料:MM4520形状记忆聚氨酯颗粒(密度为1.2 g/cm3, 玻璃化转变温度为45 ℃),日本形状记忆聚合物科技公司;T300-1K连续碳纤维纱线(密度为1.76 g/cm3),日本东丽公司。
实验仪器:SJZS-10B微型锥形双螺杆挤出机,武汉瑞鸣试验仪器有限公司;TM3000扫描电子显微镜,日本Hitachi公司;TGA4000热重分析仪,美国TA公司;YG026 MB多功能电子织物强力机,南通宏大试验仪器有限公司;QX90-32型卧式编织机,徐州七星机械有限公司;DHG-9076A热风烘箱,上海精宏实验设备有限公司;Nikon D750数码相机,尼康仪器(上海)有限公司;LLY-06D人体内生物管道压缩弹性测试仪,莱州市电子仪器有限公司。
1.2 实验方法
1.2.1 CCF/SMPU复合长丝制备
称取50 g 形状记忆聚氨酯(SMPU)颗粒,放置于80 ℃恒温防潮烘箱中干燥24 h,然后将干燥后的SMPU颗粒倒入微型锥形双螺杆挤出机加料口,经螺杆挤压受热熔融挤出;将连续碳纤维(CCF)引入改进的挤出头浸渍聚合物,通过共挤出制备CCF/SMPU复合长丝;然后,复合长丝经水浴冷却后由牵引装置引出。按照挤出机挤出速度为10.45 r/min,牵引速度为20.00 mm/s恒定不变,制备得到直径为(0.7±0.05) mm的 CCF/SMPU复合长丝,通过卷绕装置卷绕收集。制备流程和制得的复合长丝如图1所示。

图1 CCF/SMPU复合长丝制备流程Fig.1 Experimental setup for preparation of CCF/SMPU composite filament
1.2.2 CCF/SMPU二维编织圆管制备
编织机容量为16组纱锭,每组包括1个顺时针运行和1个逆时针运行的2个锭子。按照一隔一的顺序选择8组锭子,将制备的CCF/SMPU复合长丝依次卷绕在16个纱锭上,长丝头端集聚在编织机直径为15 mm的芯轴上。机器运行后,2个系列的复合长丝分别按照顺、逆时针运动相互交织形成具有一定编织角度的菱形(类机织平纹结构)编织结构圆管,经牵拉装置随芯轴引出。编织完成后连同芯轴取下放置于80 ℃烘箱内,对编织圆管热定形24 h以消除内应力,定形后将圆管切割为长度35 mm,直径约为16.4 mm的样品。图2示出1/1菱形编织结构及样品截面图。
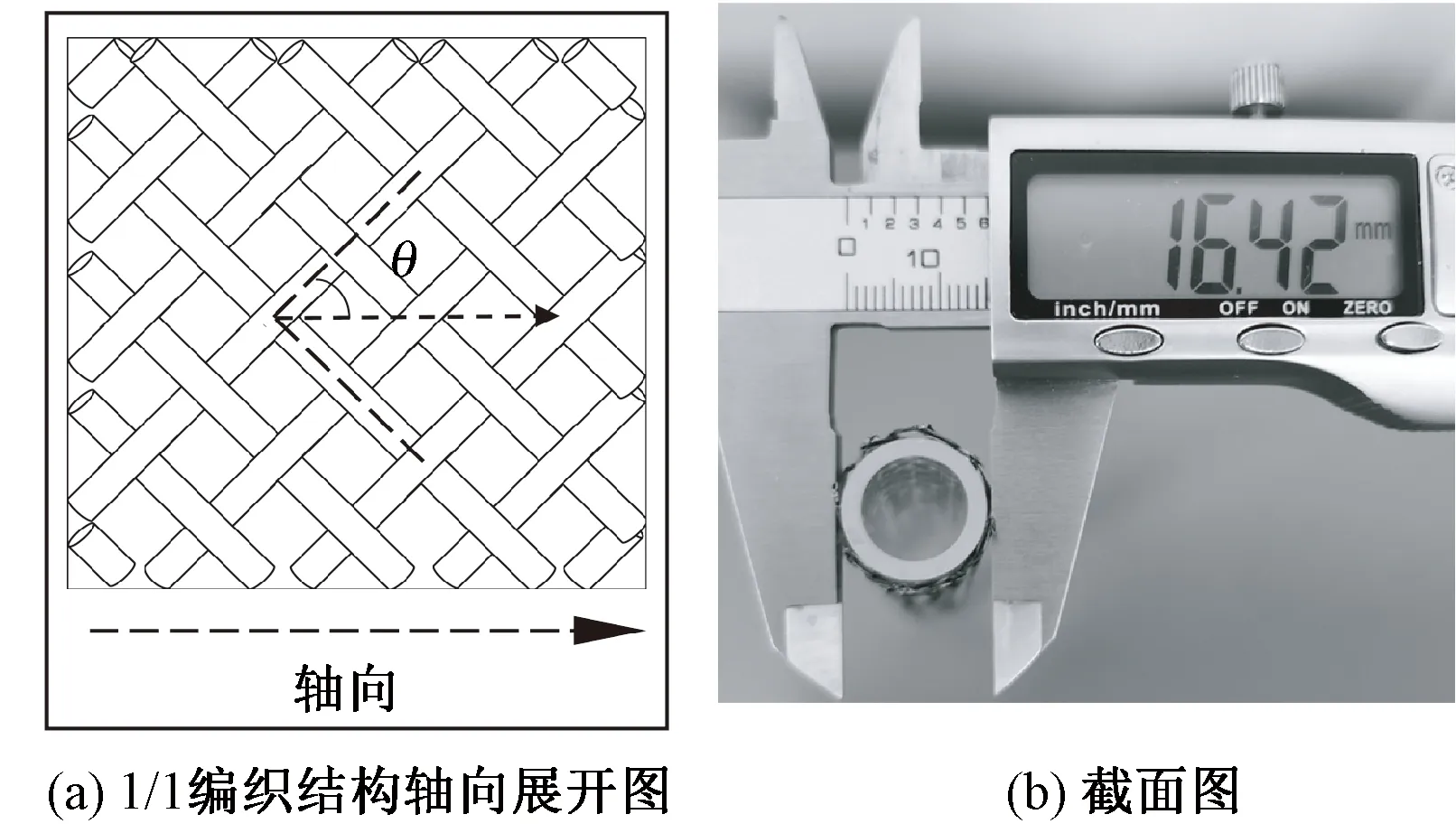
图2 菱形编织结构及样品截面图Fig.2 diamond braiding structure (a) and cross-sectional view (b)
编织角(θ)为芯轴的母线与正向编织长丝或者反向编织长丝的夹角。调整编织机参数得到编织角为15°、30°、45°、60°以及75°的编织圆管试样。编织参数如表1所示,图3为编织圆管试样图。

图3 不同角度的编织圆管试样Fig.3 Braided circular tube specimens with different braiding angles
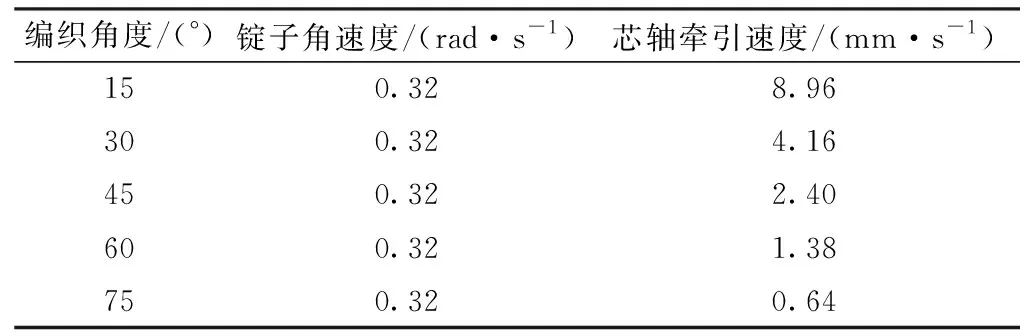
表1 编织参数Tab.1 Braiding parameters
式中:ω为锭子转动的角速度,rad/s;r为芯轴半径,mm;v为牵引机构的牵引速度,mm/s。
1.3 结构与性能测试
1.3.1 形貌观察
用导电胶将CCF/SMPU复合长丝试样黏附在样品台上,喷金处理后,利用扫描电子显微镜对CCF/SMPU复合长丝横截面形貌进行观察。
1.3.2 热性能测试
称取3.5 mg CCF/SMPU复合长丝,采用热重分析仪在氮气环境下以5 ℃/min从30 ℃升温至900 ℃,测量连续碳纤维的质量分数。
1.3.3 力学性能测试
裁取长度为200 mm的SMPU长丝和CCF/SMPU复合长丝,将多功能电子强力机设置为等速伸长模式,负载量程为300 N,隔距为100 mm,拉伸速度为50 mm/min,将试样安装在上下夹头之间,启动机器对试样进行拉伸直至试样完全断裂,导出数据并重复测试5次取平均值,得到拉伸应力-应变曲线和拉伸载荷-位移曲线。
1.3.4 CCF/SMPU编织圆管径向压缩测试
由于编织角为15°的圆管纱线稀疏,径向支撑力过小,而编织角为75°的圆管过于致密,其径向支撑力大小在仪器量程之外,故选取编织角度30°、45°、60°的CCF/SMPU编织圆管各3个,设置压缩弹性测试仪上、下行速度皆为40 mm/min,定距离压缩长度为8 mm,停留时间3 s,接触压力0.5 cN。将试样放置于压缩头正下方测试平台上进行测试,得到压缩载荷-位移曲线。
1.3.5 CCF/SMPU圆管径向热驱动形状回复测试
用电烙铁将长度为35 mm、直径约为16.4 mm的圆管试样两端节点黏结固定,设置热风烘箱温度为80 ℃,放入试样预热15 min;然后将受热试样放入3D打印模具中预变形,使样品径向高度压缩至5 mm,径向截面为椭圆状,取出在室温中冷却得到预变形试样。该SMPU玻璃化转变温度为45 ℃,故实验温度设定为60、70、80 ℃。设置烘箱温度为60 ℃,依次放入15°、30°、45°、60°、75° 5种角度预变形样品,用数码相机记录样品热致形状回复过程。形状记忆测试模型如图4所示。
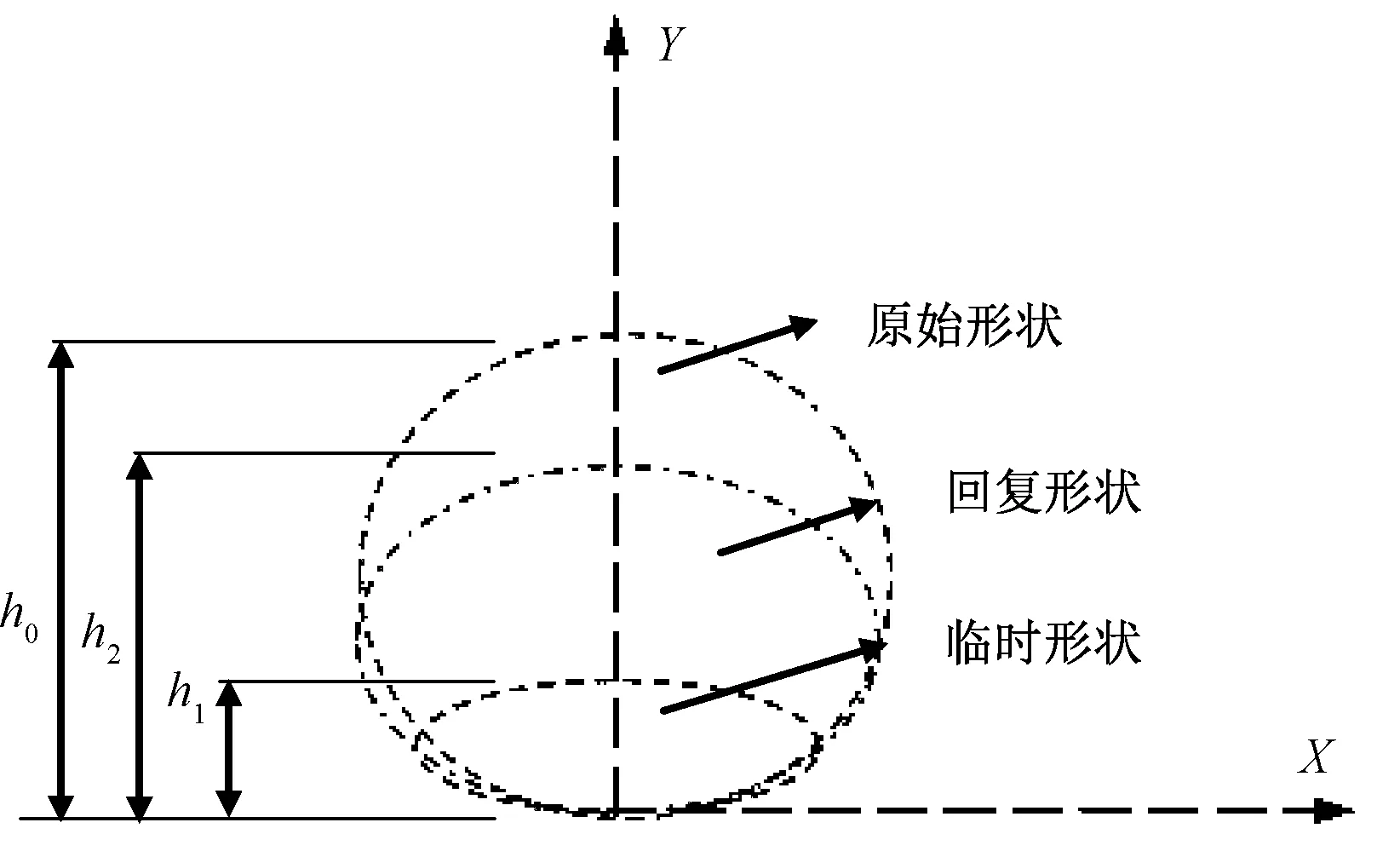
图4 形状记忆性能测试模型Fig.4 Model diagram of shape memory properties testing
用于表征圆管记忆性能的形状回复率计算公式为
式中:h0表示圆管直径,为 16.4 mm;h1表示圆管预变形高度,为5 mm;h2表示圆管回复高度,mm。
2 结果与讨论
2.1 复合长丝形貌分析
图5示出CCF/SMPU复合长丝横截面SEM照片。可以看出,CCF被SMPU均匀包覆,且基本位于复合长丝中心位置。可以观察到CCF与SMPU在界面处黏结较好,没有出现明显分层现象,且有少量SMPU浸入到CCF内部。这是因为SMPU的软段由大分子二醇组成[21],碳纤维与醇之间具有良好的亲和性,SMPU基体可以浸润碳纤维,形成较强界面结合力。
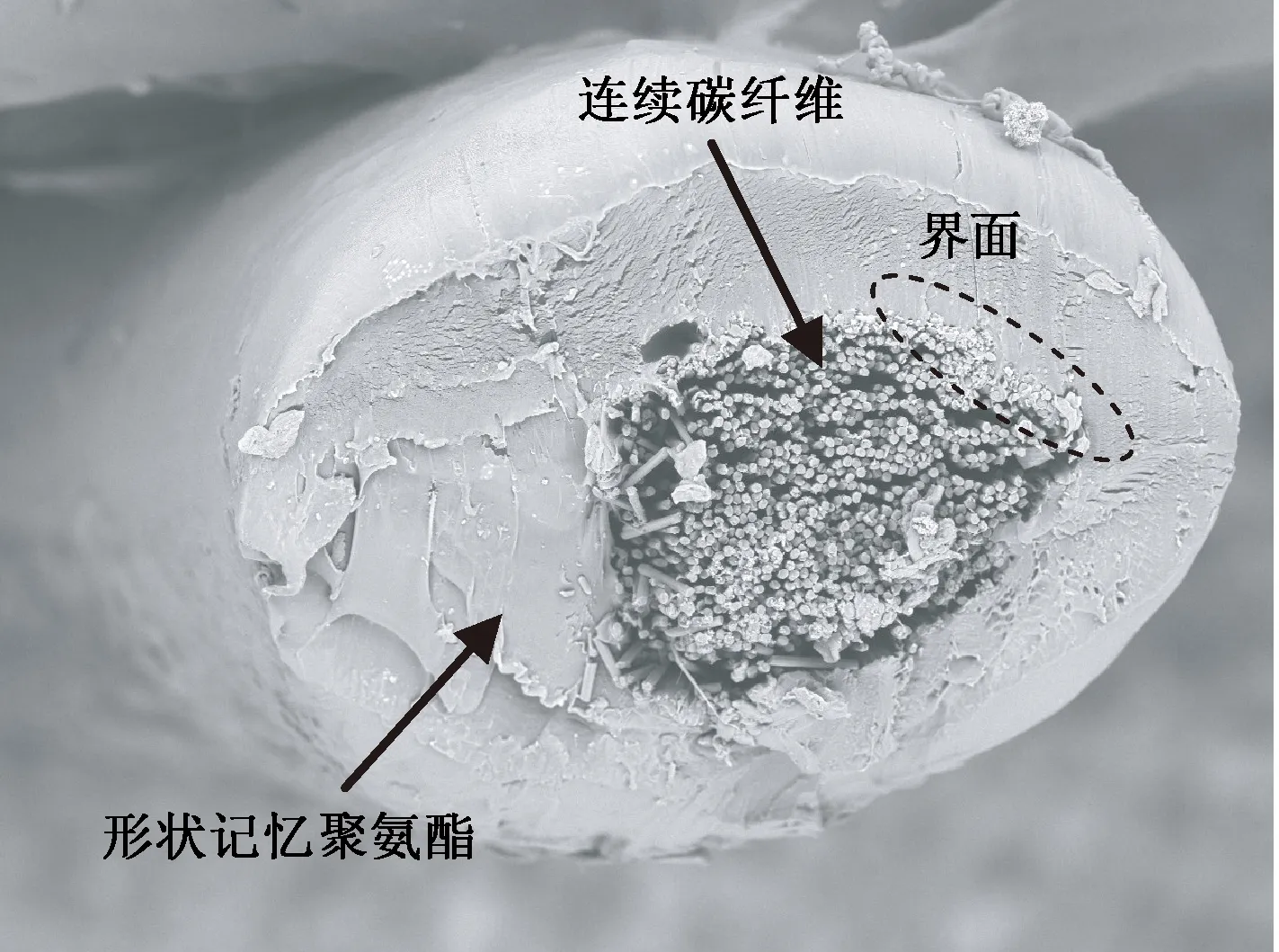
图5 CCF/SMPU复合长丝横截面形态(×200)Fig.5 Cross sectional morphology of CCF/SMPU composite filament(×200)
2.2 CCF/SMPU复合长丝热学性能分析
图6示出CCF/SMPU复合长丝的热力学曲线。可知,CCF/SMPU复合长丝的初始热分解温度为372.56 ℃,连续碳纤维的质量分数为25.97%。

图6 CCF/SMPU复合长丝热力学分析Fig.6 Thermal gravimetric analysis of CCF/SMPU composite filament
2.3 复合长丝力学性能分析
图7(a)示出CCF/SMPU复合长丝与SMPU长丝拉伸载荷-位移曲线。可以看到,CCF/SMPU复合长丝与SMPU长丝的最大拉伸载荷分别为87.4 、 28.8 N。图7(b)示出长丝的拉伸应力-应变曲线。可以看出,CCF/SMPU复合长丝发生了弹性形变。在拉伸初期,CCF/SMPU复合纱线的应力-应变曲线迅速上升,符合胡克定律,拉伸模量为12.75 GPa;随后,复合纱线达到所能承受的应力最大值,材料完全失效发生脆性断裂,断裂强度为227 MPa。纯SMPU长丝则呈塑性形变,屈服后呈很大塑性伸长直至断裂,断裂强度为78 MPa 。CCF/SMPU复合长丝的断裂强度是纯SMPU的3倍左右。
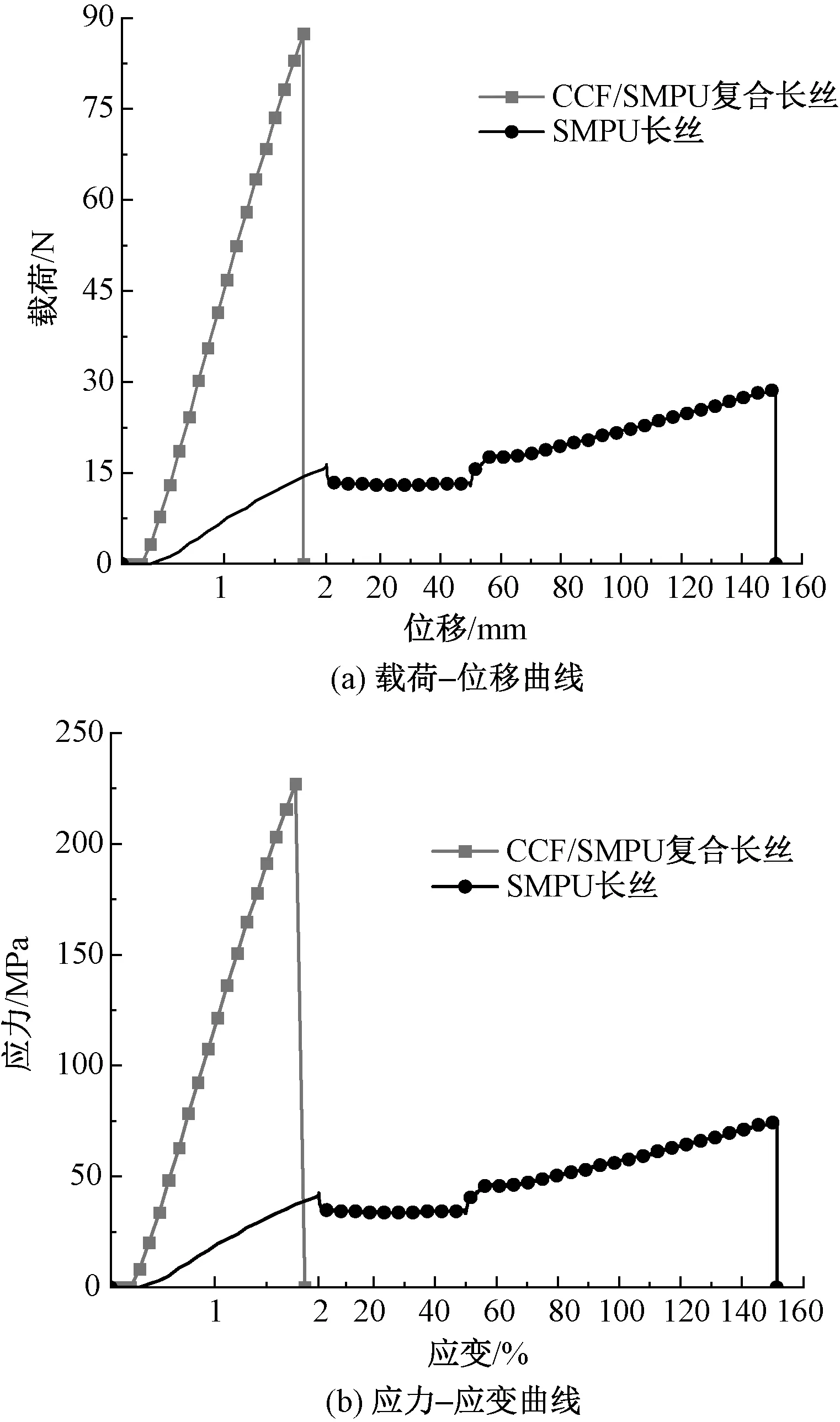
图7 形状记忆长丝拉伸力学性能测试Fig.7 Mechanical tensile test of shape memory filaments. (a) Load-displacement curves; (b) Stress-strain curves
2.4 复合编织圆管径向压缩分析
图8示出编织角分别为30°、45°、60°的CCF/SMPU编织圆管径向压缩载荷-位移曲线。可以看出:随着压缩程度的增加,CCF/SMPU编织圆管的径向压缩载荷逐渐增大;当圆管径向高度压缩至其直径的一半时停止压缩,载荷卸载3 s曲线快速下降到一定程度,此时圆管应力松弛,载荷继续缓慢降低至0。由图8还可知,编织角越大圆管的纱线交错越紧密,相邻纱线间距越小,圆管受到压缩时承力纱线越集中,被压缩时纱线不易滑移,结构越稳定,导致径向支撑力也越大;且编织角为60°的圆管比30°、45°的圆管的曲线增加速率更快,说明编织角越大,圆管径向支撑力上升也越快。编织角为30°、45°、60°圆管的最大径向支撑力分别为86.6 、 209.73、 483.87 cN。

图8 CCF/SMPU编织圆管径向压缩载荷-位移曲线Fig.8 Radial compression load-displacement curves of CCF/SMPU braided circular tubes
2.5 复合编织圆管径向热致回复性能分析
图9示出编织圆管在60 ℃下随时间变化的形状回复过程图。由于30°、45°、60° 3个编织角的圆管形状回复率均在80%以上,形状回复性较好,故展示这3个角度的回复过程。从图9可以看出,随着时间增加,圆管的形状回复程度逐渐增强,截面由初始的压缩椭圆状逐步回复至圆形,3个试样均可在15 s内完成形状回复。其中:在0~8 s期间形状回复速率较快,圆管径向高度增加较快;在8~15 s期间回复速率降低直至为0,回复结束。总的来说,45°编织圆管形状回复最快,60°次之,30°最小,三者形状回复率依次为90%、89%、81%。

图9 60 ℃时热驱动形状回复过程Fig.9 Shape recovery process for thermal driven at 60 ℃
图10(a)~(c)示出5种编织角度圆管分别在60、70、80 ℃的形状回复率变化规律。可知,随着温度升高,分子链运动加剧,处于临时预变形状态的圆管回到初始形状所用时间变短,形状回复越快,回复率也升高。由图10 (a)~(c)可知,编织角为45°的圆管在3个温度下均可达到最高形状回复率,且编织角度越接近45°,形状回复性也越好。这可能是由于构成CCF/SMPU圆管中的聚氨酯具有形状记忆效应,使圆管以轴心沿着径向圆周回复,45°编织圆管其水平和竖直2个方向分力在任意时刻大小相同,回复合力可达最大,故回复最快,回复率也最高。同时也可看到:60°编织圆管较30°圆管回复性能好,这是因为编织角为60°的圆管编织密度较大,纱线可滑移的空间较小,整体结构紧密牢固,回复较快;15°与75°编织圆管形状回复率较小,其中15°编织圆管纱线稀疏,整体较轻,回复力较小,结构不太稳定,在回复测试中规律并不明显;75°编织角圆管结构过于紧密,预变形时相邻纱线相互挤压,变形程度较大,定型后纱线间摩擦力较大相互约束难以变形回复至初始位置,故回复率较小。
图10(d)示出编织角、温度与形状回复率关系图。可以清晰看到,编织圆管的形状回复率与温度大小成正比,温度越高回复时间也越短,编织角度越接近45°回复率就越大。该图呈现的编织角与形状回复率与2.4节中编织角与径向支撑力关系并不一致,经分析可能是因为圆管被压缩头上下竖直压缩,圆管径向的竖直分力起主导作用,而编织圆管受热形状回复是沿轴心径向圆周回复,为竖直分力和水平分力的共同作用。

图10 编织圆管热致形状回复率与时间、编织角及温度的关系Fig.10 Relationship between shape recovery ratio and time, braiding angle and temperature. (a) 60 ℃; (b)70 ℃; (c) 80 ℃; (d) Effect of braiding angle and temperature on shape recovery ratio
3 结 论
1)本文以形状记忆聚氨酯(SMPU)为基体,改进双螺杆挤出工艺,在挤出头端引入连续碳纤维(CCF),制得CCF/SMPU复合芯壳包覆长丝,以16根复合长丝利用二维编织工艺成功制备菱形编织圆管。
2)该CCF/SMPU复合长丝界面黏结良好,CCF基本位于SMPU中心位置,且被均匀包覆。CCF质量分数为25.97%。CCF/SMPU复合长丝拉伸断裂强度为227 MPa,是纯SMPU长丝的3倍。
3)编织角越大编织圆管结构越紧密,其径向支撑力越大,60°编织角样品径向最大支撑力为483.87 cN。
4)随着回复温度增加,编织圆管形状回复速率增加,形状回复率也随之增加;编织角对圆管形状回复性能具有明显影响,在不同回复温度下,45°编织角形状回复最快,形状回复率也最高,最高可达96%;编织角越靠近45°,形状回复率也越高。该复合编织结构在生物医用、航空航天等领域具有潜在的应用前景。
