PCD和PCBN超硬刀具应用与研究现状浅析*
2022-12-23郭永刚
郭永刚,吕 志
(1.河南工业大学机电工程学院,河南 郑州 450001;2.汽车复合材料河南省工程实验室,河南 郑州 450001;3.河南省碳纤维复合材料国际联合实验室,河南 郑州 450001)
1 超硬刀具概述
超硬刀具主要指金刚石和立方氮化硼(CBN)刀具,其中又以人造聚晶金刚石(Polycrystalline Diamond,PCD)和聚晶立方氮化硼(Polycrystalline Cubic Boron Nitride,PCBN)刀具的应用最为广泛。超硬刀具具有极高的硬度和耐磨性,并且热稳定性高,常用于加工一些难以切削的工程材料。制造超硬刀具的材料主要包括天然和人造单晶金刚石、人造聚晶金刚石、CVD金刚石及聚晶立方氮化硼[1]。在现代高端制造业中,超硬刀具因其无可比拟的硬度、热稳定性和化学稳定性,越来越被人们所重视,各个国家更是不遗余力地进行研究和发展。超硬刀具的研究和发展水平正逐步成为衡量一个国家制造业发展水平的一项重要指标。
1.1 聚晶金刚石刀具(PCD)
PCD刀具是由聚晶金刚石刀尖和硬质合金基体经高温高压烧结而成。这既能发挥金刚石高硬度、高导热系数、低摩擦系数、低热膨胀系数、与金属和非金属亲和力小、弹性模量高、无解理面、各向同性等众多优点,又兼顾了硬质合金的高强度[2]。PCD刀具的性能和使用寿命取决于制造工艺、粘结剂的选择和分类、晶粒的选择与控制以及后期化学处理等制造过程的控制与选择。PCD刀具主要应用于航空航天和汽车行业领域,涵盖了这2个领域的大部分零件的生产与制造。随着PCD刀具制造技术的发展与变革,其应用范围和领域正逐步扩大。
1.2 聚晶立方氮化硼刀具(PCBN)
PCBN刀具是1960年代中期研制出来的新型超硬刀具材料,具有硬度高、耐磨性好、热稳定性好、摩擦系数小、化学惰性大、不易粘刀、被加工件表面光洁等特点[3]。PCBN刀具有多种,主要包括有结合剂的PCBN、纯PCBN、表面镀覆PCBN等。对于不同种类的PCBN刀具,其制造工艺和刀具性质大不相同。比如有结合剂的PCBN耐高温性能好,但存在抗冲击性能较差的缺点,容易出现崩刀、破损现象;纯PCBN刀具虽然比普通PCBN刀具有更高的硬度和热稳定性,但是其耐磨性能差;表面镀覆PCBN在硬化钢的切削过程中具有较高的使用寿命和高耐磨性,但由于镀层的厚度很难把握,不易制造。PCBN刀具适用于高速及超高速切削加工技术,也是硬态切削加工技术的最佳刀具材料,同时也是干切削加工工艺的理想刀具材料,适用于自动化加工及难加工材料加工。
2 超硬刀具的应用领域
超硬刀具不仅能够实现对硬度较高的现代工程材料的切削加工,还在高速和超高速切削、干切削、硬态切削领域中得到广泛的应用。高速切削指在比常规切削速度高出很多的速度下进行的切削加工,因此有时也称为超高速切削[4]。超硬刀具因其自身的优良性能,在超高速切削中得到广泛使用,大大提高了生产效率,给企业带来丰厚的利润。而传统刀具材料如碳素工具钢、硬质合金钢等不能满足高速和超高速切削时机械性能、热稳定性、耐磨性和抗冲击性等方面的要求,因此很难在高速和超高速切削中得到有效使用。
干切削加工指在切削加工中不使用或微量使用切削液的加工技术。干切削加工技术能在几乎不使用切削液的条件下完成切削工作,这将大大减少切削过程中与切削液有关的环境污染和加工成本,是一种绿色的切削加工方法。但是,干切削加工对刀具材料的红硬性、耐磨性、强度等有较高的要求,虽然传统刀具材料如陶瓷刀具也能适用于干切削,但是超硬刀具的硬度和韧性使其在干切削加工中表现更优秀。
硬态切削是指对高硬度(大于54HRC)材料直接进行精密切削加工。硬态切削工件材料包括淬硬钢、冷硬铸铁、粉末冶金材料及其他特殊材料[5]。与磨削相比,硬态切削加工更为灵活,具有很好的经济性和环保性。因此,当前工业生产过程中以硬态切削代替磨削得到了越来越广泛的应用。目前应用于硬态切削加工的刀具材料主要是PCBN刀具和陶瓷刀具。在汽车制造业和其他领域,如淬硬钢、高硬度铸铁等硬度较高的材料的加工中,高成本且耗时的磨削工序正逐步被硬态切削取代。
3 超硬刀具的研究现状
经过40多年的发展,超硬刀具的切削技术已被广泛使用,超硬刀具逐渐取代了传统的硬质合金和陶瓷切削刀具,特别是在高速数控机床、自动加工中心和微型机械制造领域已经形成了成熟的应用市场。应用领域涵盖了汽车、航天、家具、军工等许多高科技领域。现代刀具切削速度不断提高和先进的集成制造系统的发展对现代刀具的性能提出了更高的要求。刀具材料质量、性能和可靠性直接影响生产效率和加工质量,也直接影响整个制造行业的生产技术水平和经济效益,开发高稳定性和良好耐磨性的超硬刀具是当今的发展趋势[6]。目前,中国超硬刀具在制造设计及推广应用等领域,与国外仍存在一定的差距。因此,如何打破国外的技术垄断,实现中国超硬刀具的自主创新和快速发展,是目前一个亟待解决的重要问题。
3.1 PCD刀具的研究现状
PCD刀具的性能与其制备过程中的条件控制密切相关,研究人员通过不同的方向改进制造工艺,或者寻找新的加工工艺,向着生产出能满足现代制造需求的超硬刀具的目标奋斗。
郑艳彬等[7]比较不同因素对陶瓷基聚晶金刚石和无结合剂纳米金刚石硬度和断裂韧性的影响,实验表明以Co为粘结剂的PCD刀具硬度比较高,且韧性、耐磨性好,但是其热稳定性能差,在对热稳定性能要求相对较低的情形下,此类PCD是最佳选择。他们还比较了不同类型聚晶金刚石的热稳定性,结果表明以过渡金属硼化物和碳化硅为粘结剂的PCD刀具有较好的热稳定性,优于以钴为粘结剂的PCD刀具。对于创新型PCD(聚晶金刚石复合片)材料的研究也得到了科研人员的重视,YAHIAOUI等[8]通过XRD和有限元模拟进行相位分析以解释物理化学参数对计算的品质因数值的作用。对PDC材料的4个主要特性进行了研究,以解释研究中获得的质量结果,表征硬度/断裂韧性折衷的样品中的钴含量、碳化钨弱化金刚石结构的不希望相、金刚石晶粒尺寸和影响耐磨性的残余应力分布。YONGSHENG等[9]通过激光表面纹理化在PCD刀具的表面上制成了具有不同几何特征的微沟槽和微孔(如图1所示),并研究了加工参数对微观结构尺寸的影响,得到了通过优化加工参数可以有效控制微纹理尺寸并提高PCD刀具的表面质量的结论。
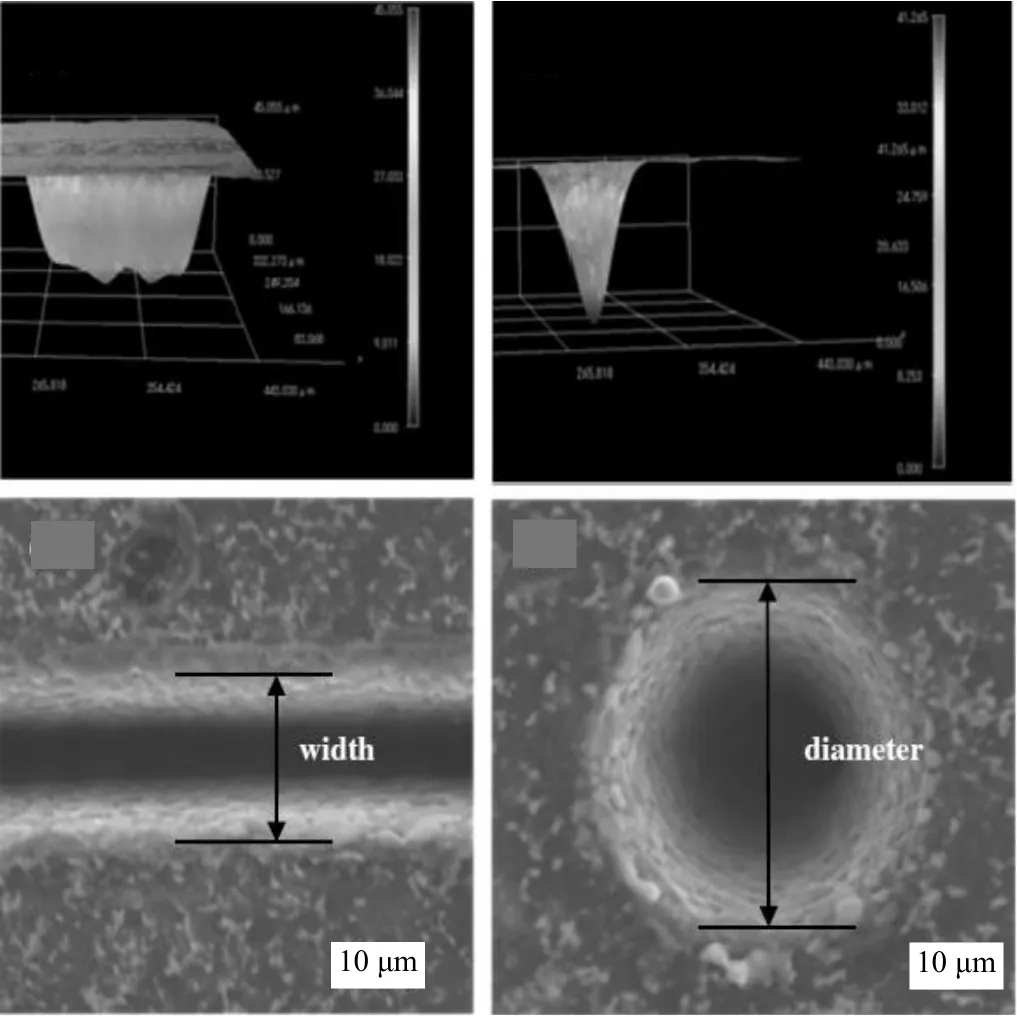
图1 激光在PCD刀具的表面上制成了具有不同几何特征的微沟槽和微孔
切削实验对于检验PCD刀具质量尤为重要,在切削的过程中设置对比实验能够更容易发现超硬刀具在现代切削加工中的明显优势。另外,在金属切削的过程中可以找到超硬刀具目前切削性能上存在的缺陷,提高PCD刀具的质量。YONGGUO等[10]实验研究了PCD铰刀在干式和湿式切削条件下扩孔铝铸造合金ZL102的切削力和孔质量的特性。结果表明在干燥和潮湿条件下,切削转矩和推力都随着主轴转速的增加而具有不同的特性;在干切削条件下完成的孔通常比在湿切削条件下完成的孔大;在湿切削条件下,表面粗糙度值没有随着主轴转速的增加而发生明显变化。
KAZUTOSHI等[11]使用PCD微铣削刀具对高纯度SiC进行超精密加工,结果表明当去除的切屑足够薄,以实现延性模加工时,可以获得高质量的SiC表面,用PCD刀具成功加工了具有纳米级表面粗糙度的微米级的孔结构,如图2所示。

图2 SEM图像
PCD刀具常用于碳纤维增强塑料(CFRP)的加工中,以可接受的刀具寿命和生产率满足孔加工的质量条件。KARPAT等[12]在实验中采用推力、扭矩和孔出口质量等测量值对3种不同PCD钻头的性能进行了实验研究。结果表明,在选择工艺参数时,应综合考虑工作材料的特性、钻孔条件和钻头参数设计的影响。PCD刀具极耐打磨和抛光,可以轻松研磨单晶金刚石刀具,但是由于晶粒是随机取向的,因此研磨PCD刀具会存在严重的困难。RAMESH等[13]通过大量的实验,用可控的法向力对PCD工具进行微研磨,使其表面以细槽的形式产生了延性和部分延性断裂。同时,他们得出在PCD刀具上使用树脂结合的金刚石砂轮施加66.75~100 N的受控力时,可以获得0.05~0.11 μm的表面光洁度(Ra)的实验结论。
此外,PCD切削实验还主要集中于钛合金等一些现代常用工程材料的切削加工。总体而言,科研人员通过大量的重复实验,试图通过以下2种途径来提高PCD刀具的加工质量和效率:通过改进刀具的生产加工工艺,提高刀具的性能;通过切削过程中存在的缺陷,提出最优化的切削方案。
3.2 PCBN刀具的研究现状
PCBN刀具由于其高硬度、高耐磨性和高热稳定性而成为硬车削的主要刀具材料。然而,制造具有复杂几何形状的PCBN刀片,具有灵活性不高和成本高昂等突出问题,这是实施基于CBN的硬车削刀具材料所需要考虑的一些问题。ABHIJEET等[14]使用方差分析(ANOVA)技术对切削速度和进给速率对cBN-TiN涂层硬质合金刀具的刀具磨损、表面粗糙度和切削力的影响进行了试验和分析,并分析了切削条件的最大值评估工具寿命。在相似的切削条件下,比较了CBN-TiN涂层和市售PCBN尖头刀片的刀具磨损、表面粗糙度和切削力,如图3所示。观察洼磨损,得到了CBN-TiN涂层上的TiN覆盖层具有润滑性,因此CBN-TiN涂层刀片的月牙洼磨损比PCBN刀片小的结论。
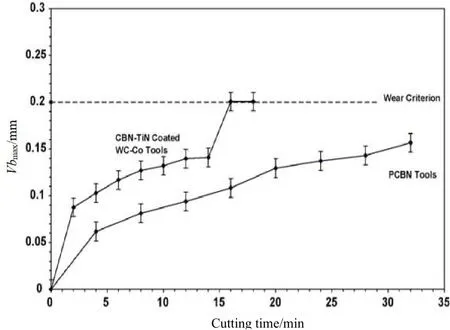
图3 BN-TiN涂层刀片和PCBN之间刀具磨损的比较刀片(V=125 m/min,F=0.15 mm/r,DoC=0.25 mm)
PCBN刀具在黑色金属材料和高耐热材料的车削或铣削中具有很高的潜力。尽管具有较低的硬度,但由于PCBN的热稳定性高,因此使用寿命比PCD长。通常,用金刚石砂轮进行切入式端面磨削是PCBN插入式生产过程中的最终步骤。PCBN刀片在开始磨削时,第一次接触会导致砂轮大量磨损。通常,磨损的磨削层与材料去除之间的比率小于1。为了提高生产率,必须获得砂轮特性、工艺参数和PCBN刀片规格之间的关系,需要确定影响砂轮磨损和磨削机理的主要因素。DENKENA等[15]的实验结果表明,可以根据期望得到的PCBN刀片来独立调节磨削过程的生产率,通过使用较小的磨料颗粒可以生产出高品质的刀片。
通过PCBN刀具与硬质合金刀具、陶瓷刀具等传统刀具的对比实验,科研人员提出了一系列优化刀具的方案。还有一些研究人员对一些比较特殊的材料进行切削实验,试图寻找最优的加工方案,以提高切削加工的效率。CORA等[16]通过大量的PCBN刀具切削连续淬火钢实验,解释了造成PCBN刀具磨损和故障的机理,并提出了一些优化刀具性能的方案。
ZHENGWEN等[17]使用PCBN刀具对硬化的AISI A2工具钢进行切削实验,发现PCBN刀具可加工出无损伤的、具有更好的表面光洁度和更少工作硬化的工件。BRAGHINI等[18]做了硬质合金刀具和PCBN刀具切割3种不同硬化钢的对比实验,使用扫描电子显微镜(SEM)研究了磨损机理。实验结果发现,磨损主要发生在刀具的侧面,另外与硬质合金刀具相比,PCBN刀具的磨损量明显较小。
镍基超级合金(例如Inconel 783)具有独特的特性,例如出色的耐腐蚀性以及抗高温的物理和化学强度,在涡轮机制造、石油和石化公司、航空航天和造船业中应用很广泛。AHMADREZA等[19]研究了PCBN刀具和涂层硬质合金刀具车削inconel 783合金以及与可生物降解植物切削液压缩空气喷射方式相结合对切削力、表面光洁度和刀尖温度的影响。实验结果表明,与涂层硬质合金刀具相比,PCBN刀具可显著降低切削液的消耗率从而使显著增加加工输入参数成为可能。
4 结束语
超硬刀具的发展与应用已成为一个国家高水平生产制造的标志,渐渐成为衡量一个国家制造业水平的一个重要因素。以聚晶金刚石刀具(PCD)和聚晶立方氮化硼刀具(PCBN)为代表的超硬刀具有着非超硬刀具(如陶瓷刀具)无可比拟的优异性能,在干切削技术,高速、超高速切削技术,硬态切削技术以及精密和超精密加工有着中无可取代的地位。
在刀具研发方面,模拟仿真是一项重要的研发手段,可以减少试验次数,有效控制成本,并且更容易观测实验数据。但相对理想化的模拟条件限制了其仿真精度,所以在仿真后还需要实验验证其真实性。为了更加精确地仿真切削,为刀具研发节省时间和成本,需要注意3点:建立完善的切削仿真数据库,建立完善的刀具材料本构方程和模型数据库,开发符合实际需求的仿真软件。
虽然中国在超硬材料制备上技术已趋于成熟,并大量出口超硬材料,但是对于超硬刀具的研发和设计制造与发达国家相比还存在相当大的差距。要加快人才的培养,成功制备出系列化、性能良好稳定的超硬刀具,将目前出口超硬材料转变为出口尖端先进超硬刀具。要吸取国外研发经验,突破制造瓶颈,提高超硬材料质量和成品的尺寸精度,优化刀具结构,为“中国制造2025”添砖加瓦。
