Property of Polyimide/Flame-Retardant Viscose Blended Fabrics
2022-12-10LINHuiting林惠婷JIANGPeirong蒋佩蓉CAOZhongqin曹忠琴
LIN Huiting(林惠婷), JIANG Peirong(蒋佩蓉), CAO Zhongqin(曹忠琴)
1 College of Textiles and Apparel, Quanzhou Normal University, Quanzhou 362000, China
2 Key Laboratory of Clothing Materials of Universities in Fujian(Quanzhou Normal University), Quanzhou 362000, China
Abstract: Although polyimide fibers are excellent intrinsic flame-retardant fibers, their price is so high that they are rarely used in clothing. To expand their application, the polyimide fibers were blended with flame-retardant viscose fibers at a ratio of 30∶70, and the blended yarns were woven with flame-retardant polyester filaments. Fabrics with different parameters, including fabric weaves, warp yarn densities, and fabric layers, were designed, and the effects of those fabric parameters on mechanical properties and flame-retardant properties were tested and analyzed. The results show that the tearing load of the fabrics is affected by fabric weaves, warp yarn densities, and fabric layers, and the tearing load of the weft mountain weave fabric and the twill weave fabric is higher than that of the plain weave fabric. The bursting load of the fabric increases with the increase of warp yarn densities and layers. Among the tested fabric samples, the triple-layer twill fabric has the best flame-retardant performance, which meets the standard of flame-retardant protective fabric Grade B1 level. The research of this paper would provide guidance for the development and production of polyimide blended fabrics.
Key words: polyimide; flame-retardant viscose fiber; fabric construction; flame-retardant property; mechanical property
Introduction
In recent years, with the rapid development of social economy and the continuous improvement of people’s living standards and working environment, consumers have become more and more aware of their own protection and pay more and more attention to the security protection performance of textiles. Therefore, textiles with flame-retardant performance have become dominant in the market[1].
The flame-retardant properties of textiles can be generally divided into two categories[2-3]. One is to use intrinsic flame-retardant fibers with special chemical structures. These fibers have excellent thermal stability and thermal protective performance, such as polyimide fibers and aramid fibers[4-5]. The other is flame-retardant finishing. By blending, copolymerization, composite spinning, or grafting modification, the flame retardant can be firmly attached to the surface of fibers, thus obtaining modified flame-retardant fibers, such as flame-retardant viscose fibers and flame-retardant polyester filaments[6]. By adsorption or chemical bonding, the fabric can be covered with the flame retardant. The intrinsic flame-retardant fibers have more stable flame-retardant performance, but higher price in comparison with those obtained by flame-proof treatment. The flame-retardant finishing process is simple, low cost, and easy to develop new products. However, the flame-retardant performance of those products is easy to decrease with the increase of time and washing times.
Polyimide fibers are excellent intrinsic flame-retardant fibers with heat resisting. They have been widely used in aerospace and industrial fields. However, due to the high price, they are rarely used in clothing. Therefore, blending polyimide fibers with other flame-retardant fibers is a more effective and economical way to extend their product application[7-8]. Flame-retardant viscose fibers have a relatively high level of moisture absorption and good dyeability, and most of all they are of lower price compared with polyimide fibers. Blending viscose fibers with polyimide fibers can improve the serviceability of the fabric, and reduce the production cost. It has the potential to be applied to clothing. Flame-retardant polyester filaments have excellent crease resistance, wear resistance, and high strength. It can enhance the performance of the fabric.
Therefore, considering flame-retardant performance, spinning performance, and serviceability, the polyimide/flame-retardant viscose blended yarn and the flame-retardant polyester filaments are taken as raw materials, and different specifications of the blended fabrics are designed and woven in this paper. The effect of fabric structures on the properties of blended fabrics is tested and analyzed.
1 Experiments
1.1 Materials
Flame-retardant polyester filaments and polyimide/flame-retardant viscose blended yarns at a blended ratio of 30∶70 are used as weaving materials in the test. The yarn properties are shown in Table 1.

Table 1 Yarn properties
1.2 Fabric structure and specification design
In this experiment, three kinds of fabric structures are designed, namely plain weave, twill weave, and weft mountain weave. The plain weave fabrics are woven with warp yarn densities of 300, 448, and 600 end/(10 cm), respectively. The twill weave fabrics are designed with a single layer, a double layer, and a triple layer, respectively. Seven fabrics are woven. For all the fabrics, flame-retardant polyester filaments are used as warp yarns, and polyimide/flame-retardant viscose blended yarns are considered as weft yarns. The fabric specifications are shown in Table 2.
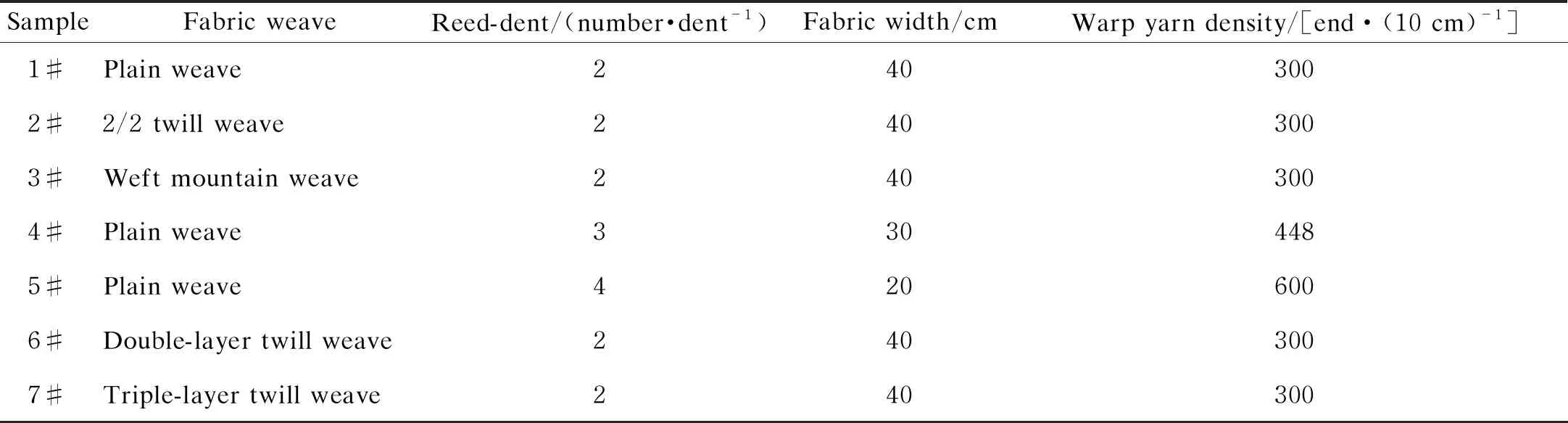
Table 2 Fabric specifications
The looming drafting of double-layer twill weave fabrics is shown in Fig.1, and the looming drafting of triple-layer twill weave fabrics is shown in Fig.2.

Fig. 1 Looming drafting of double-layer twill weave fabric

Fig. 2 Looming drafting of triple-layer twill weave fabric
1.3 Performance test
The mechanical properties, such as tearing, tensile, and bursting properties, as well as the flame-retardant property of all the woven fabrics, were tested and compared.
The tearing load was measured according to GB/T 3917.3—2009 by the YG033A tearing strength tester provided by Quanzhou Meibang Instrument Co., Ltd., China. In each case, five specimens were tested in each direction, and a total of 70 specimens were tested. The tensile load was tested according to GB/T 3923.1—2013 by the YG026HB electronic fabric strength tester provided by Quanzhou Meibang Instrument Co., Ltd., China. Each fabric was tested five times in warp and weft directions. The bursting load was tested according to GB/T 19976—2005 by the YG031D bursting strength tester provided by Quanzhou Meibang Instrument Co., Ltd., China. All the samples were cut into round shapes with a diameter of 60 mm. Each sample was tested five times.
Two methods were used to evaluate the flame-retardant property of the textile products. One was to test the limiting oxygen index of the fabric. The higher the limiting oxygen index is, the higher the oxygen concentration required to keep the fabric burning is, and the better the flame-retardant property of the fabric is. The other method was to observe the burning rate of the fabric. The fabrics were placed in contact with flame for a certain time according to the specified method, and then the afterflame time, the afterglow time, and the damaged length and area after removing the fire source were evaluated. The afterflame time refers to the time of continuous flame burning after the fire source is removed, and the afterglow time refers to the time of continuous flameless combustion after the fire source is removed. In the current paper, the vertically oriented burning test was adopted, and the test was carried out according to the standard GB/T 5455—2014 by the YG815A fabric flame-retardant performance tester, provided by Ningbo Textile Instrument Co., Ltd., China. The size of all the samples was 300 mm×89 mm.
2 Results and Discussion
2.1 Mechanical properties
The effect of fabric structures on the tearing load of the flame-retardant fabrics is shown in Table 3. For single-layer fabrics, in both warp and weft directions, the highest tearing load was observed in the weft mountain weave fabric, while the lowest occurred in the plain weave fabric. The reason may be that with less interlace points and longer yarn floating in the weft mountain weave fabric, the yarn can bear higher force. For samples 1#, 4#, and 5#, it can be seen that with the increase of the warp yarn density, the tearing loads in warp and weft directions increase slightly. Compared with the twill weave fabrics with different layers, the tearing load of the double-layer twill weave fabric is the highest, while the tearing load of the triple-layer twill weave fabric in the warp direction is lower than that of double-layer and single-layer fabrics, which may be due to the loose structure of the triple-layer twill weave fabrics.

Table 3 Tearing load of fabrics with different fabric structures
Tensile loads of flame-retardant blended fabrics with different fabric structures are shown in Table 4. It can be seen from Table 4 that the tensile load in the warp direction for all the samples is higher than that in the weft direction, which may be due to the fact that the warp yarn (flame-retardant polyester filament) has a higher tensile load than the weft yarn (polyimide/flame-retardant viscose yarn). Comparatively, for single-layer fabrics, the tensile load of the weft mountain weave fabric (3#) is higher than that of the 2/2 twill weave fabric (2#), while the plain weave fabric (1#) has the lowest tensile load in the warp direction. As the warp yarn density increases as shown in samples 1#, 4#, and 5# in Table 1, the tensile load in both directions increases. For the layers of the fabric, the single-layer twill weave fabric (2#) has the highest warp tensile load, while the triple-layer twill weave fabric (7#) has the lowest. This may be due to that with the increase of the layer numbers, the beating times in a certain warp length also increase, then frictions of the reed against the warp yarns increases, and the warp yarns are badly worn since they have not been sized.
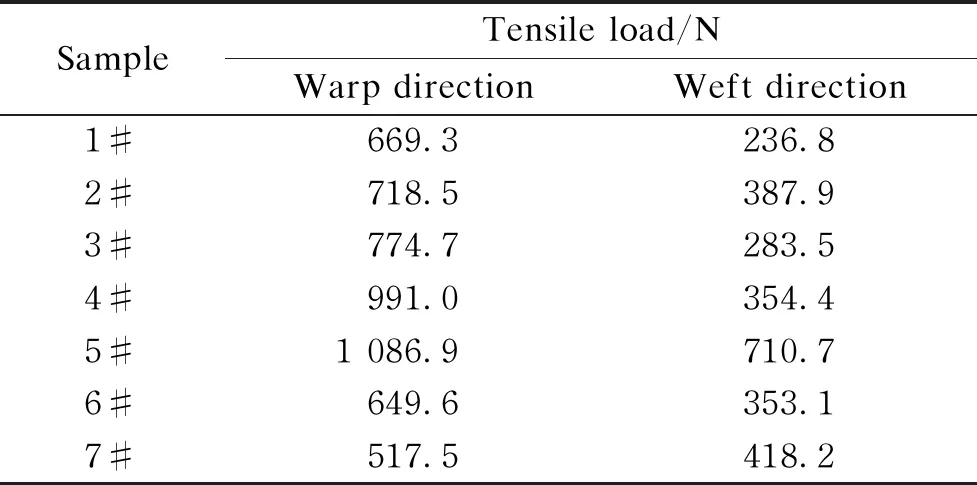
Table 4 Tensile load of fabrics with different fabric structures
In Table 5, when comparing samples 1#, 2#, and 3#, the bursting load of the twill weave fabric is significantly higher than that of plain weave and weft mountain weave fabrics. For the weft mountain weave fabric, the floating is longer, and the interlacing points distribute irregularly. For the 2/2 twill weave fabric, warp and weft yarns are interwoven evenly, which may lead to a higher load of the fabric. As comparing samples 1#, 4#, and 5#, it can be seen that the bursting load increases with the increase of warp densities and the fabric layer numbers. Among all the fabrics, the bursting load of the triple-layer twill weave fabric (7#) is the largest.
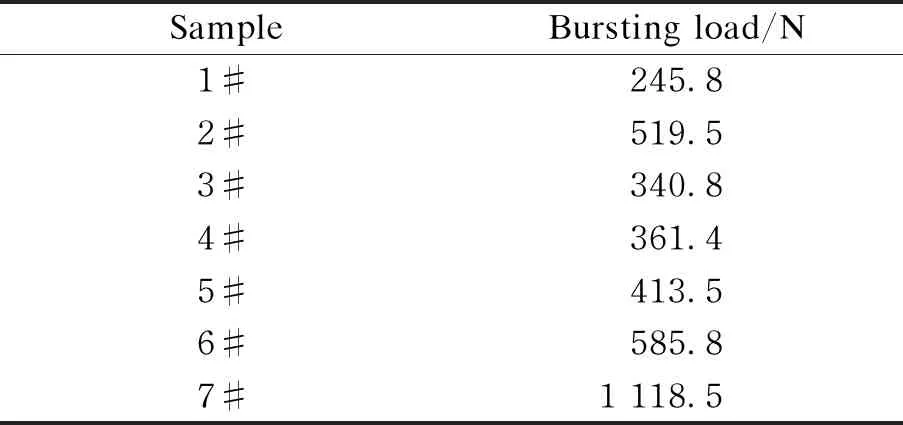
Table 5 Bursting load of fabrics with different fabric structures
2.2 Flame-retardant performance
Flame-retardant test results of fabrics are listed in Table 6. With different weaves, layer numbers and the warp densities, only the triple-layer twill weave fabric (7#) meets Grade B1 standard of flame-retardant protective fabrics in terms of the damaged length, the afterflame time, and the afterglow time. For all the fabrics, they were vertically ignited without molten dripping. After combustion, the basic skeleton (weft yarn) of the warp sample of the fabric remains intact, but it carbonizes seriously, while there is a phenomenon of splitting or complete carbonization in the weft sample (shown in Fig. 3). The polyimide content in polyimide/flame-retardant viscose blended yarns is low, only 30%, and the flame retardancy of the warp yarn (flame-retardant polyester filament) is poor. For the fabric sample of which the structure is sparse and the polyimide content is less, it is hard to effectively curb the fire spreading. Therefore, only the triple-layer twill weave fabric (7#) shows good flame-retardant performance.
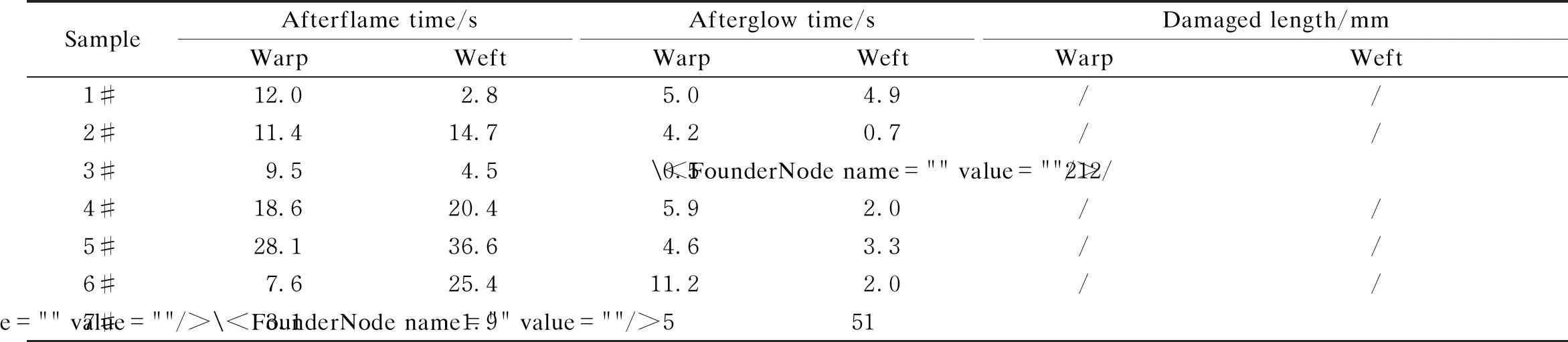
Table 6 Flame-retardant performance
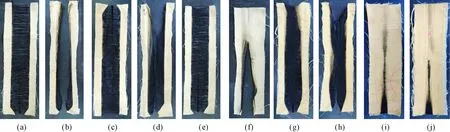
Fig. 3 Combustion test specimens: (a) 1# in warp direction; (b) 1# in weft direction; (c) 2# in warp direction; (d) 2# in weft direction; (e) 3# in warp direction; (f) 3# in weft direction; (g) 6# in warp direction; (h) 6# in weft direction; (i) 7# in warp direction; (j) 7# in weft direction
3 Conclusions
In this paper, seven polyimide/flame-retardant viscose blended fabrics with different parameters were designed and woven, and the mechanical properties and the flame-retardant properties were tested and analyzed. The conclusions are as follows.
(1) The tearing load of the weft mountain weave fabric and the twill weave fabric is higher than that of the plain weave fabric. The bursting load of the fabric increases with the increase of warp yarn densities and fabric layer numbers, and the bursting load of the triple-layer twill weave fabric is the highest. The tensile loads in warp and weft directions of the triple-layer twill weave fabric show little difference.
(2) Among all the tested samples, only the triple-layer twill weave fabric meets the requirements of Grade B1 of flame-retardant protective fabrics in the standard. The flame-retardant ability of polyester filaments is poor. In order to improve the flame-retardant effect of fabrics, the content of polyimide fibers can appropriately increase. The optimal proportion of polyimide fibers in fabrics and the clothing comfort performance will be studied in our future work.
杂志排行
Journal of Donghua University(English Edition)的其它文章
- Evaluation of Tactile Comfort of Underwear Fabrics
- Classification of Young Females’ Body Shape in Jiaodong Area Based on 3D Morphological Characteristics
- Electromagnetic Transmission Characteristics of Y-Shaped and Y-Ring-Shaped Frequency Selective Fabrics
- Adaptive Neural Network Control for Euler-Lagrangian Systems with Uncertainties
- Adaptive Single Piecewise Interpolation Reproducing Kernel Method for Solving Fractional Partial Differential Equation
- Finite-Time Stability for Nonlinear Fractional Differential Equations with Time Delay