碳钢表面激光除漆的正交试验优化
2022-12-10杨军梅丽芳严东兵谢顺殷伟
杨军,梅丽芳,2,3, *,严东兵,谢顺,殷伟
(1.厦门理工学院机械与汽车工程学院,福建 厦门 361024; 2.厦门市智能制造高端装备研究重点实验室,福建 厦门 361024; 3.福建省客车先进设计与制造重点实验室,福建 厦门 361024)
家电或者一些仪器常用碳钢板作为外壳金属材料,具有硬度高、易加工等特点[1-2]。但受环境温度、湿度等因素的影响,碳钢表面极易氧化生锈,厂家会在家电仪器表面涂覆一层氨基油漆来加强金属外壳的耐腐蚀性能,并使其整体外观色彩鲜艳。由于回收废弃金属材料再利用前需要经过除漆处理,氨基漆膜层坚韧、附着力强,机械脱漆法、高温分解脱漆法、脱漆剂去漆法等常见的除漆方法均具有一定的局限性[3],而激光除漆可以有控制地去除材料表面的漆层,而不损伤材料基层表面及内部结构,具有简单、高效的优点。
近年来,随着激光技术的不断进步与完善,激光除漆领域也得到了广泛的关注。童懿等人[4]分析了纳秒脉冲激光频率对激光去除铝合金表面150 μm漆层的影响,认为增大脉冲频率可获得较好的清洗效果。邱太文等人[5]对激光清洗后的试样进行能谱分析,得出在合适的参数下除漆不会对基材表面氧化膜造成损伤的结论。郭召恒[6]研究发现:激光功率的增大会导致漆层表面温度迅速升高,除漆效果明显;脉冲频率的减小则会使得漆层发生焦化而产生气化温度很高的抗烧蚀层,除漆率明显降低。
目前大多数关于基体表面激光除漆的研究以单因素为主[7-12],缺乏系统的优化及分析方法。本文为探究不同工艺参数下激光去除基体表面漆层的效果,开展了多工艺参数的正交试验,并采用极差分析法对试验结果进行分析,根据清洗后试样表面的形貌及三维轮廓来评定清洗效果,从而得出激光除漆的最优工艺参数组合及各工艺参数对除漆效果的影响程度,为在碳钢基材上激光除漆的应用提供一定的指导。
1 实验
1. 1 试验设备与材料
本次试验采用纳秒光纤激光清洗系统,其主要由双轴振镜系统、红光定位系统、扩束准直系统、二维位移台、计算机控制系统等组成,如图1所示。激光波长为1 064 nm,最高输出功率可达100 W,出光频率范围为20 ~ 500 kHz,清洗速率最高可达7 000 mm/s,脉冲宽度范围为20 ~ 300 ns,激光线宽为3.98 nm。
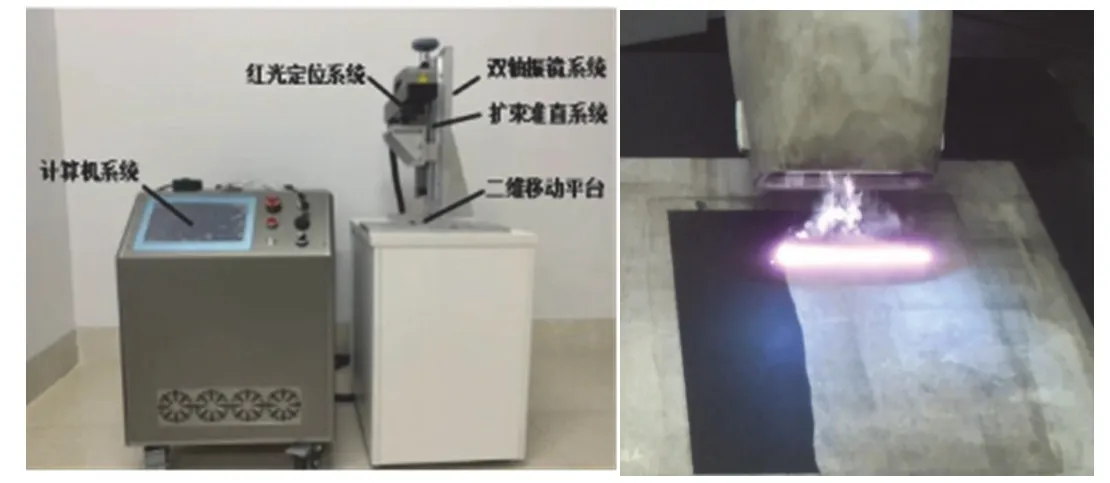
图1 纳秒光纤激光器及清洗过程 Figure 1 Nanosecond fiber laser and paint removing process
试样为双面涂有氨基油漆的电器外观件,如图2所示,其基体为1.5 mm厚的碳钢。采用漆膜厚度仪测得基体表面油漆的平均厚度为86.42 μm。
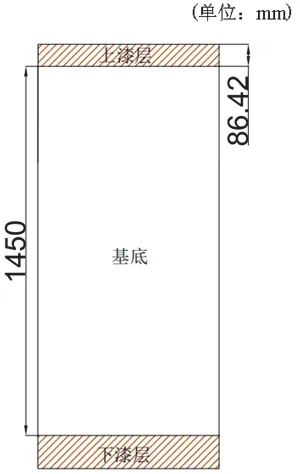
图2 基体结构示意图 Figure 2 Structural sketch of the substrate
1. 2 试验方案
激光除漆效果主要受激光能量密度和光斑搭接率的影响,激光能量密度由激光功率和脉冲宽度决定,光斑搭接率主要由扫描速率、脉冲频率和扫描间距决定,因此激光除漆的影响因素有5个。通过单因素试验得出上述5个工艺参数的合理取值范围。考虑到单因素试验无法分析各因素的交互作用,具有一定的局限性,因此采用正交试验法对激光除漆作进一步探究。5个工艺参数各取5个水平,设计成五因素五水平的正交试验方案(见表1)。
待25组正交试验完成之后,采用VHX 2000三维超景深显微镜系统对激光除漆后试样的表面形貌进行观察与分析,并采用三维轮廓仪测量外围轮廓与表面粗糙度。基于清洗质量检测结果,对25组清洗试样分别进行等级划分及分值量化评估,然后采用极差分析法对评估结果进行分析,最后通过综合分析而得出各因素对清洗质量的影响程度,并确定一组较优的工艺参数。
2 结果与讨论
2. 1 正交试验结果与极差分析
根据表1进行了25组试样的激光除漆试验,在VHX 2000三维超景深显微镜系统中,根据试样基底显露程度、残余漆层厚度、表面光整度等情况,将清洗除漆后的25组试样由高至低划分为X+至Z-共9个等级,各等级间以10分作为一个梯度,其分值依次由90分降到10分,以上3个方面均分为3个等级,良好为30分,一般为20分,较差为10分。清洗后各试样表面形貌及其等级划分与分值量化评估结果如图3所示,其中a至y分别对应正交试验中的1至25组试验的试样,X+至Z-对应除漆表面质量等级。各试样的评估分值就是表1中的Ki。
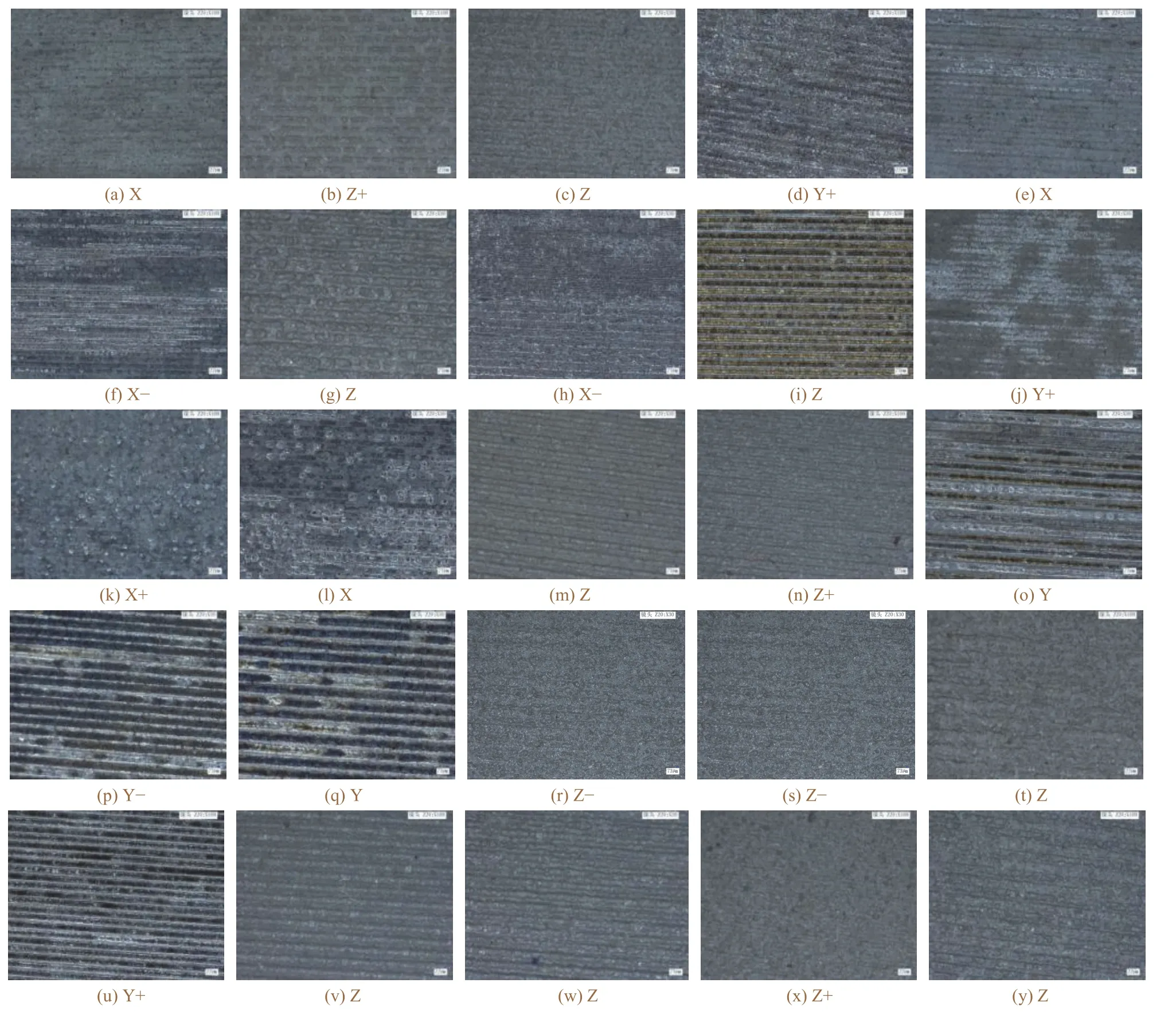
图3 激光除漆后试样的表面形貌 Figure 3 Surface morphologies of the samples after laser paint removal

表1 试验方案与结果评估 Table 1 Test scheme and evaluation of test results
基于上述除漆质量等级划分与分值量化评估结果,采用极差分析法对25组纳秒激光除漆试验的结果进行分析,以得出各因素的最优水平及其对除漆质量的影响大小,结果见表2。其中Kij表示i因素上对应j水平分值之和;为Kij的平均分值,表示各因素的水平影响差异;Ri为在i因素下各水平变化的极差,反映该因素对激光除漆试验的影响程度[13]。
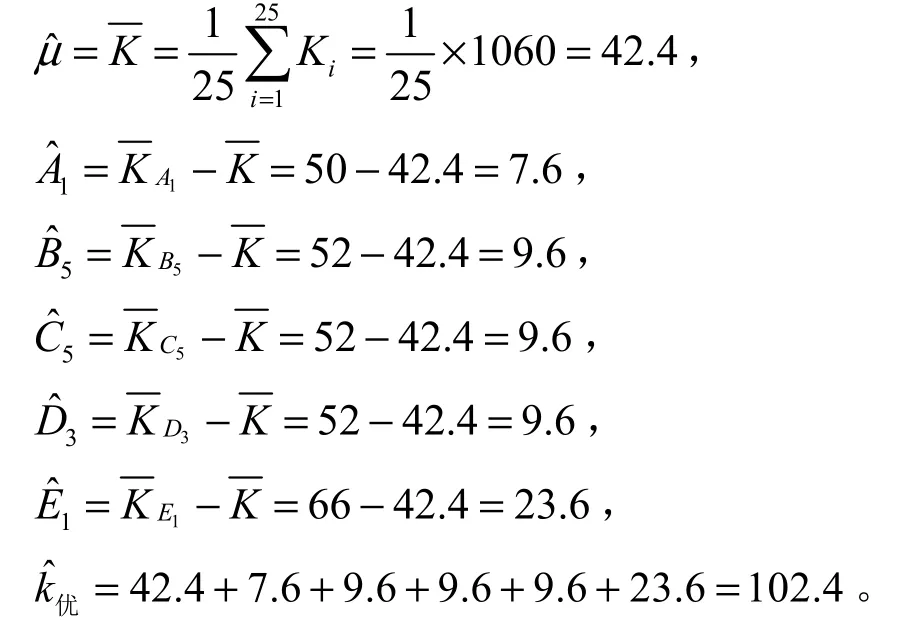
根据表2中的Ri可知各因素对激光除漆质量的影响从大到小依次为扫描间距、激光功率、扫描速率、脉冲频率、脉冲宽度。通过对的比较可得出该试验的最优水平组为(A1,B5,C5,D3,E1),此组参数并未包含在25组正交试验中,故需先经过理论分析来估算此参数组合在此次试验条件下的表面质量指标,并判断该指标值是否大于正交试验表的Ki最大值。由于本试验数据结构模型固定,因此该组试验指标的估计值可表示为:。其中,为试验数据数学期望的估计值,(ya= 1, 2, 3, 4, 5)表示i因素下最 优ya水平的效应估计值。于是:
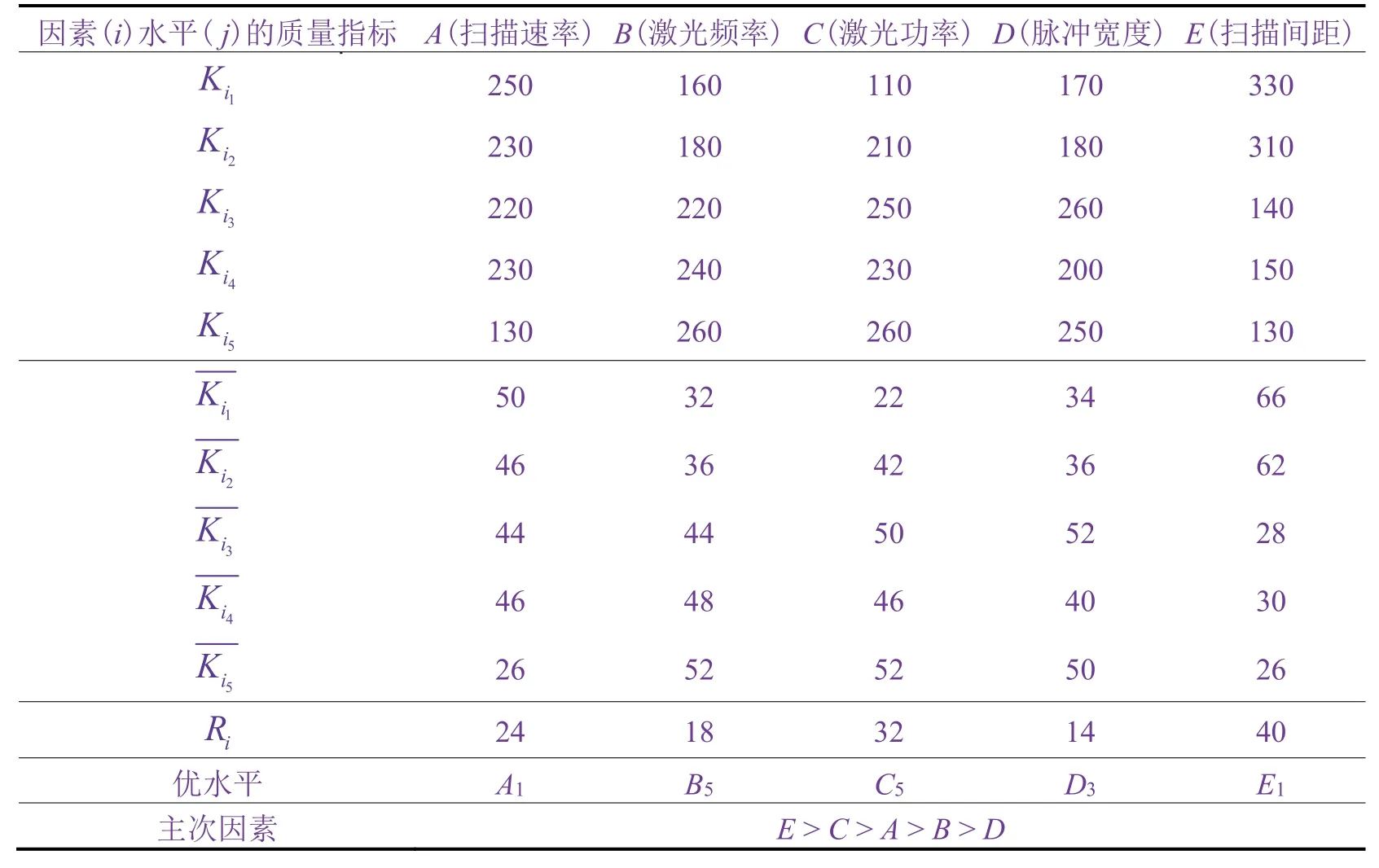
表2 正交试验的极差分析结果 Table 2 Range analysis result of orthogonal test
2. 2 表面形貌分析
在较优水平组(A1,B5,C5,D3,E1)的参数下进行激光清洗除漆试验,并选取除漆后的试样与正交试验中除漆质量评分靠前的3组(试验1、5、12)及评分最低的1组(试验18),共5组清洗试样进行对比分析。其中试样I为正交极差分析得出的最优水平组,试样Ⅱ-V分别对应正交试验中1、12、5和18号试样。
采用VHX 2000三维超景深显微系统分别在放大50倍和100倍下对所选的5组试样进行观察,结果如图4所示。在放大50倍之下,除试样I表面漆层清洗去除较为干净,基体表面显露明显,试样整体呈现银白色外,试样Ⅱ-V均有或多或少的漆层残留,且有明显的条纹状激光清洗纹路,其整体呈现银灰色,但均与未清洗的漆层表面颜色相差较大。而在放大100倍的情况下,试样I的油漆层基本清洗干净,试样Ⅱ表面因小颗粒凸起而略显凹凸不平,试样Ⅲ和试样Ⅳ的表面扫描轨迹及残留漆层条纹较明显,而试样V的表面还有大量残余油漆。
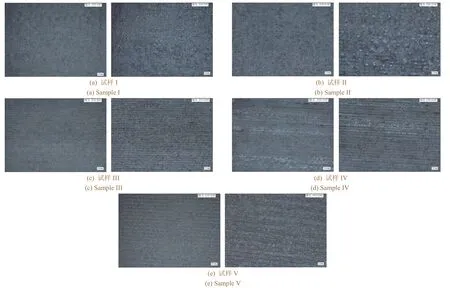
图4 激光除漆后试样表面的微观形貌 Figure 4 Surface micromorphologies of the samples after laser paint removal
以上结果表明,在较优水平组的工艺参数下,试样的清洗除漆效果较好,漆层基本清除干净,基底表面清晰可见,如图4a所示。试样Ⅱ的漆层去除效果明显,但是因功率较小,表面还残留少量漆层,如图4b所示。相较于最优水平组,试样Ⅲ的扫描速率增大到600 mm/s,而功率减小到80 W,材料表面吸收的激光能量减少,不足以完全清除基体表面漆层,因此局部区域还存在少量灰点,如图4c所示。相较于最优水平组,试样Ⅳ的扫描间距增大到0.06 mm,使得光斑重叠率降低,扫描区域内清洗轨迹及残留漆层底纹较明显,如图4d所示。试样V由于扫描速率过高(1 000 mm/s),且激光功率小(40 W),漆层吸收的激光能量少,因此经激光清洗后表面还残留大量油漆涂层,如图4e所示。因此,通过对试样清洗效果及缘由分析,进一步验证了最优水平组试验参数能较好地去除试样表面漆层。另外发现扫描间距的增大会使激光光斑重叠率变低,扫描速率的增大或者激光功率的减小会使漆层吸收的激光能量不足,除漆效果都会变差。
2. 3 三维轮廓分析
激光除漆能够有效去除基体表面的漆层,同样会引起除漆后试样表面粗糙度的变化,粗糙度越小说明漆层清洗得越干净。
利用三维轮廓仪对试样I-V分别进行三维轮廓分析,结果如图5所示。图中绿色表示基体基准面,红色区域高于基体基准平面,蓝色部分低于基体基准面。从图5a可见,试样I的红色及蓝色高亮区域很少,除局部区域表面略高于基准面外,其余表面与基准面高度较接近,除漆区域明显,且经激光清洗除漆后的基底表面粗糙度最小,仅有1.325 μm。从图5b可见,试样Ⅱ表面整体高度上升,红色区域明显增多,表明存在残留漆层,清洗后表面粗糙度达到了2.239 μm。这是由于激光功率的减小使得作用于漆层表面的能量不足,漆层分解不均匀。从图5c可见,试样Ⅲ除漆后表面边缘区域的红色亮度明显增大,高于基体基准面,中心区域下凹明显,且清洗条纹明显,说明功率的增大对改善漆层分解效果明显,但由于扫描间距增大,试样表面的部分漆层并未清洗完全,清洗后表面粗糙度为2.620 μm。从图5d可见,试样Ⅳ边缘及靠近边缘部分有少量红色高峰,其余部分为正常高度,由于扫描速率增大到了800 mm/s,单位面积的基体在单位时间吸收到的能量大大减少而使得熔融深度减小,清洗效果有较大改善,清洗后试样表面的粗糙度也降为1.624 μm。从图5e可见,试样V整体表面高度大大升高,红色高亮区域明显,扫描速率的增大及功率的减小使得激光烧蚀作用不足以破坏漆层与基材的结合力,扫描间距的增大让激光只作用在部分漆层表面,因此清洗效果极差,清洗后试样表面粗糙度达到了7.697 μm。以上三维轮廓分析结果进一步表明,在经正交极差分析得出的较优水平组(A1,B5,C5,D3,E1)参数下的激光除漆试样表面粗糙度最低,除漆效果最好。
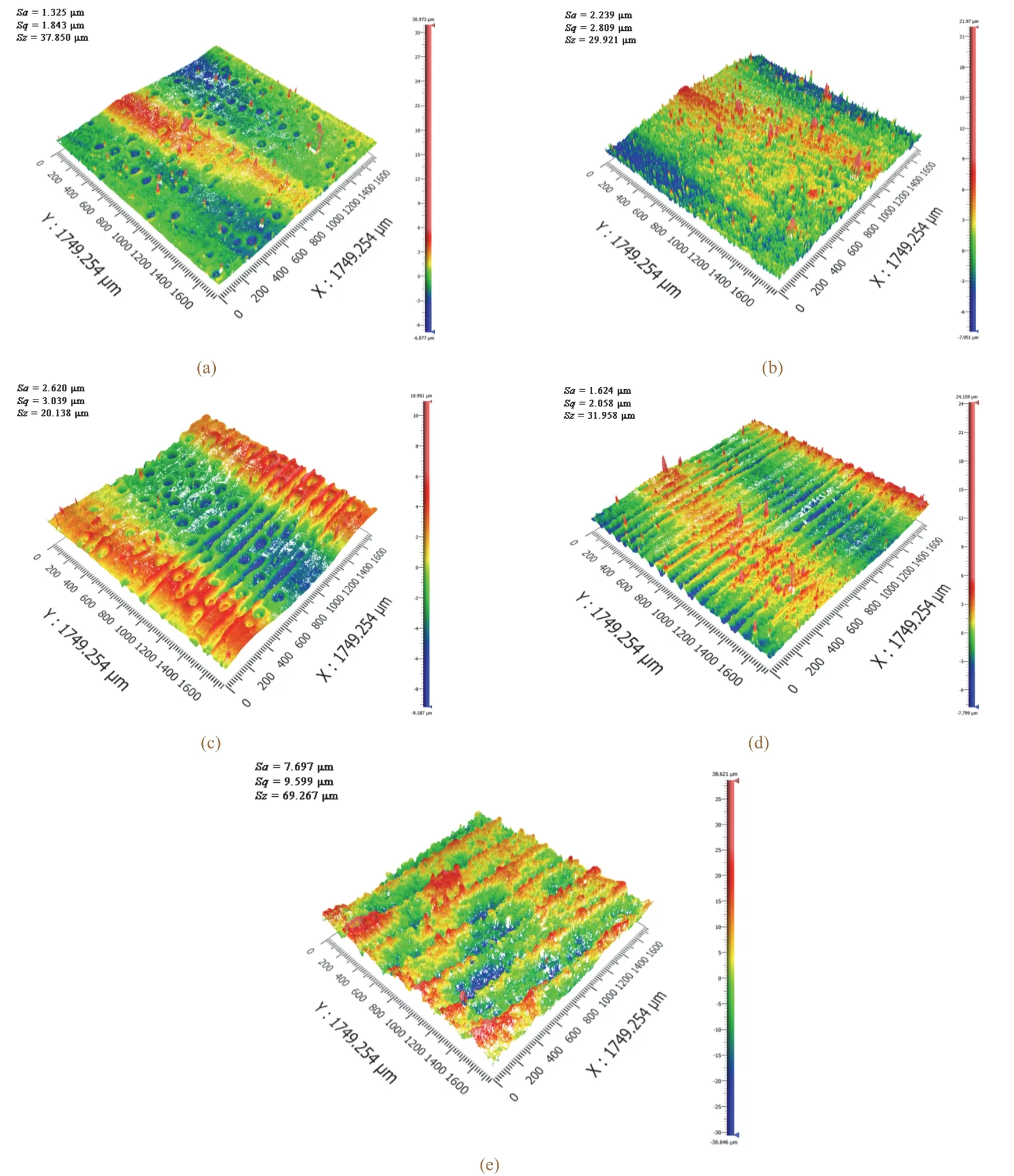
图5 不同试样激光清洗后的三维轮廓 Figure 5 3D profiles of different samples after laser cleaning
3 结论
本文通过正交试验及极差分析探究了不同工艺参数对激光去除碳钢板表面漆层效果的影响,并根据除漆后试样表面形貌及三维轮廓对除漆效果进行评定,得出以下主要结论:
(1) 工艺参数对氨基油漆碳钢板激光除漆效果的影响从大到小依次是扫描间距、激光功率、扫描速率、脉冲频率、脉冲宽度。扫描间距增大,清洗后的试样表面会留下明显的激光扫描轨迹及残留漆层条纹。当激光功率过低或者扫描速率偏高时,激光能量不足以完全清除表面漆层,使得清洗后试样表面形貌呈现银灰色。
(2) 能有效去除基体表面油漆的参数最优组合为:扫描速率200 mm/s,激光频率250 kHz,激光功率90 W,脉冲宽度0.2 μs,扫描间距0.04 mm。在上述参数下,漆层基本清除干净,基底表面清晰可见。
(3) 在最优组合参数下激光除漆后的试样表面三维轮廓整体较平整,凹凸区域很少,表面粗糙度低至1.325 μm,除漆效果较好。其余试样除漆后整体表面存在高度差,有漆层未被去除。