四连杆式斗轮堆取料机俯仰液压缸安装技术
2022-12-03王小彬
王小彬
上海振华重工(集团)股份有限公司南通分公司 南通 226017
0 引言
斗轮堆取料机是一种用于大型散货堆场的现代化工业大宗散状物料连续装卸的高效机械设备[1]。俯仰是斗轮堆取料机的重要功能,而俯仰液压缸是斗轮堆取料机进行俯仰变幅动作的关键部件之一。由于斗轮堆取料机大多采用散件发运和现场总装调试的制造模式,而现场安装条件易多变,工艺人员制定俯仰液压缸的安装方案需要根据现场不同的情况进行及时调整。本文通过对四连杆式斗轮堆取料机结构分析,详细叙述不同工况下,俯仰液压缸的3种应变安装方案。
1 结构分析
斗轮堆取料机的上部回转和俯仰结构主要由回转平台、立柱、上部电气房、撑杆、拉杆系统、俯仰液压缸、配重架、臂架和斗轮机构等构成[2]。常规四连杆式平衡俯仰机构具有较好的整机稳定性能和重心调节性能,通过俯仰液压缸伸缩动作,使上部俯仰结构在设计角度范围内进行俯仰变幅动作。
俯仰液压缸是斗轮堆取料机的关键部件之一,其两端分别连接配重架和立柱。配重架后部安装有大吨位平衡配重。当俯仰液压缸伸缩时,由配重架通过拉杆系统连接的所有俯仰结构绕回转平台上的铰点中心进行转动,从而实现斗轮堆取料机的俯仰动作。通过俯仰液压缸的伸缩实现上部回转和俯仰结构的整体重心在回转轴承的合理位置范围内变化,防止斗轮堆取料机发生倾覆[3]。斗轮堆取料机结构如图1所示。
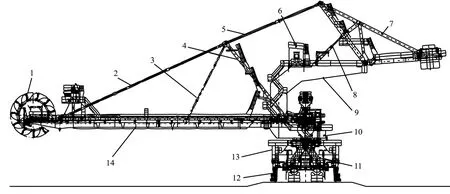
图1 斗轮堆取料机结构总图
2 工艺撑设计
在斗轮堆取料机实际生产制造过程中,制造单位会在制造厂内进行斗轮堆取料机的预总装。通过预总装,制造单位能及时发现并解决总装过程中出现的问题,避免在用户堆场内现场总装时出现问题而影响项目交付。在总装过程中,若液压工程师无法及时到现场指导俯仰液压缸的连接安装和调试,或者出现俯仰液压缸等配套件未能及时到货的情况时,制造单位必须通过替代安装方案来避免预总装生产进度停滞的情况。通过对斗轮堆取料机整机结构分析,工艺人员设计工艺撑临时替代俯仰液压缸来连接配重架与立柱,保障堆取料机总装。
2.1 工艺撑设计
工艺撑作用为连接和固定配重架结构。为便于计算工艺撑的拉力,需先进行配重架结构件的重心计算,通过计算确定配重架结构的重心相对于与立柱连接铰点的位置尺寸。配重架结构件的重心在配重架与立柱连接的铰轴中心后方。工艺撑在连接立柱和配重架时,由于配重架重力导致配重架绕着与立柱连接铰轴进行转动,工艺撑将承受配重架绕连接铰轴转动造成的拉力。
通过对堆取料机拉杆系统的结构分析,将配重架向臂架方向前倾一定角度进行安装,以便于施工人员在吊装前拉杆、中拉杆和后拉杆进行连接安装时有足够的空间裕度。工艺人员先根据总装方案确定配重架的前倾安装角度[4],计算此状态下工艺撑连接配重架和立柱的铰轴间的距离,以此距离确定工艺撑的长度,再以工艺撑安装状态进行作图模拟,计算工艺撑所受拉力。工艺撑受力计算示意如图2所示。
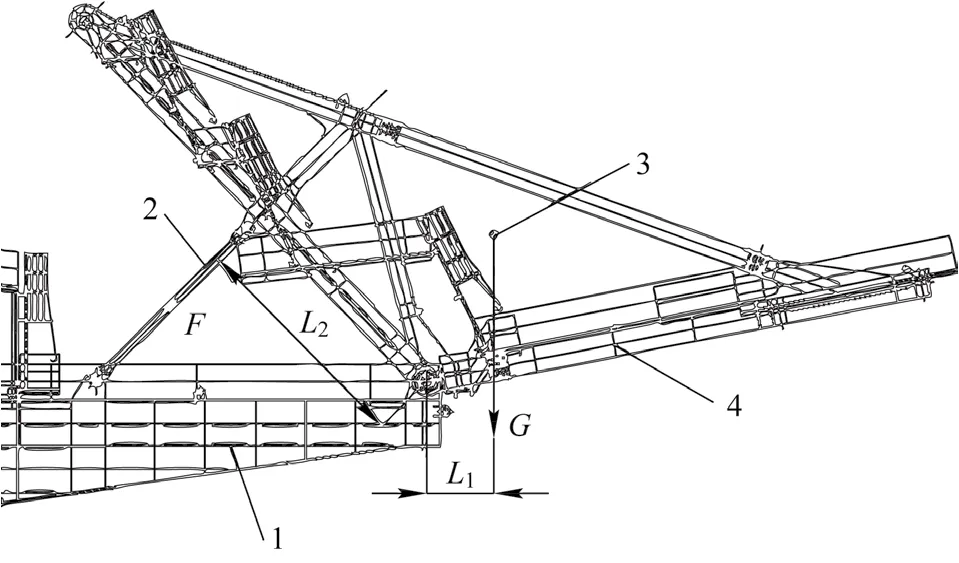
图2 工艺撑受力计算示意图
根据力矩平衡原则,工艺撑所受拉力的计算公式为

式中:L1为配重架重心相对于铰点的力臂长度,L2为工艺撑承受拉力的力臂长度,G为配重架质量。
经计算知L1为2 036 mm,L2为7 064 mm,G=55 t;按式(1)计算得F=15.9 t。
在堆取料机安装过程中,施工人员会将俯仰液压缸逐个替换为工艺撑。在此替换过程中,单根工艺撑承受整个配重架质量。工艺人员以单根工艺撑最大受力15.9 t来进行工艺撑结构设计。
2.2 工艺撑校核
对工艺撑进行有限元分析,结果显示工艺撑所承受的最大应力值为22.9 MPa,远低于工艺撑所用材料355 MPa的屈服极限。工艺撑结构设计满足在总装过程中所需的强度要求。工艺撑有限元分析如图3所示。
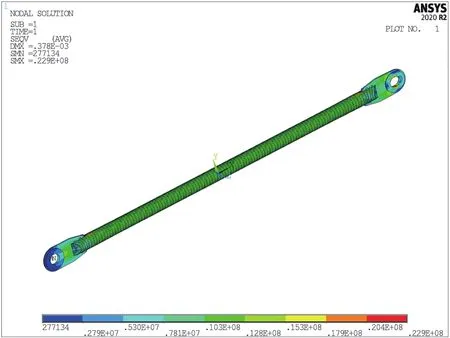
图3 工艺撑有限元分析图
3 安装方案一
在制造厂内进行斗轮堆取料机的预总装过程中,工艺人员采用工艺撑替代俯仰液压缸来连接配重架与立柱的方案来保障堆取料机总装。施工人员先将工艺撑与配重架连接成组件,后将工艺撑与配重架组件整体吊装与立柱连接安装,再将逐根安装俯仰液压缸替换工艺撑,便于后续进行俯仰液压缸调试。
3.1 配重架及工艺撑组件安装
由于配重架与立柱连接位置的销轴外径尺寸大于与连接孔的内径尺寸,施工人员需预先将销轴冷冻处理,便于后续销轴连接安装。总装时,施工人员先将配重架和工艺撑连接成组件,再将组件整体吊装至立柱上安装位置。施工人员先完成配重架与立柱的销轴连接,再通过操作起重机适当调整配重架角度至合适位置,最后将工艺撑与立柱的销轴连接安装到位,完成配重架的安装固定。配重架及工艺撑组件安装现场见图4。

图4 配重架及工艺撑组件安装现场
3.2 俯仰液压缸安装
施工人员先根据工艺撑两端销轴孔中心距离,调整俯仰液压缸两端销轴孔中心距离与其一致,并手动锁定俯仰液压缸长度。施工人员在工艺撑上方的配重架上合适位置安装手拉葫芦,利用手拉葫芦先将单根工艺撑拆除,再吊装单根俯仰液压缸至安装位置。施工人员先完成俯仰液压缸上端与配重架的销轴连接,再通过手拉葫芦调整俯仰液压缸下端至安装位置,完成与立柱的销轴连接。施工人员再按以上顺序将另一根工艺撑拆下,并将俯仰液压缸安装到位,便于后续进行俯仰液压缸调试。俯仰液压缸安装现场如图5所示。

图5 俯仰液压缸安装现场
4 安装方案二
在堆场内进行斗轮堆取料机总装过程中,由于液压工程师无法及时到达安装现场指导俯仰液压缸的连接安装及调试,为保证总装施工进度,工艺人员根据现场实际情况,利用现场资源,变更俯仰液压缸的安装方案。工艺人员设计工艺支架用于支撑俯仰液压缸,待配重架安装后,以便于施工人员快速地完成俯仰液压缸与配重架的连接。
4.1 工艺支架设计与安装
根据总装方案中配重架的安装角度,工艺人员计算确定俯仰液压缸自锁长度,同时确定工艺支架支撑角度和高度等尺寸,完成工艺支架结构设计。施工人员预制工艺支架,并将其安装至立柱上指定位置。先将俯仰液压缸调整至要求长度后再手动锁定其长度,随后吊装俯仰液压缸至安装位置。完成俯仰液压缸与立柱的销轴连接后,将俯仰液压缸缓慢放置在工艺支架上,便于后续与配重架的连接。工艺支架安装现场见图6。
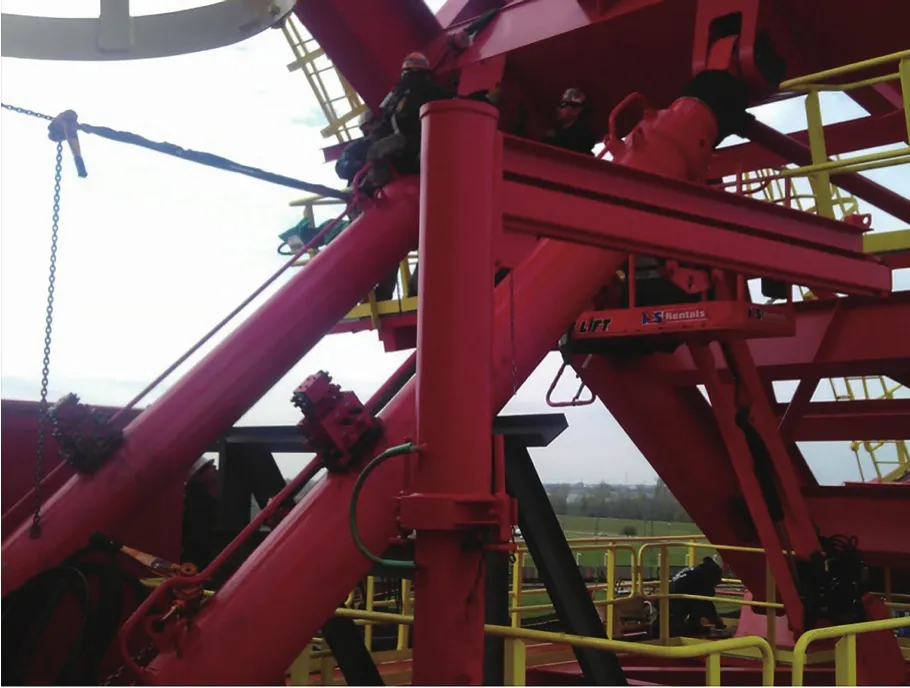
图6 工艺支架安装现场
4.2 配重架安装
施工人员预先将配重架与立柱连接销轴进行冷冻处理,以便于后续销轴连接安装。将配重架吊装至安装位置,完成配重架与立柱的销轴连接,由于配重架的重心位置在立柱销轴连接处后方,施工人员在完成配重架与立柱销轴连接后,不得操作起重机进行松钩,应操作起重机缓慢向立柱移动吊钩,使配重架绕着连接销轴转动至与俯仰液压缸的连接位置。施工人员通过手拉葫芦调整先完成一侧俯仰液压缸上端与配重架的连接,并检查确认已连接的俯仰液压缸处于自锁状态。单根俯仰液压缸可以承受配重架结构质量产生的拉力。利用单根俯仰液压缸固定住配重架,然后调整另一侧俯仰液压缸上端至配重架的连接位置,完成与配重架的销轴连接安装。配重架吊装现场见图7。

图7 配重架吊装现场
5 安装方案三
在堆场内进行斗轮堆取料机总装过程中,若液压工程师可以及时到达安装现场指导俯仰液压缸的连接安装及调试,施工人员可先在地面低空状态下将俯仰液压缸先与配重架连接成组件,再进行配重架与俯仰液压缸组件的整体吊装,最后完成配重架和俯仰液压缸整体组件与立柱的销轴连接。
5.1 配重架与俯仰液压缸组件安装
工艺人员根据总装方案中配重架的安装角度计算确定俯仰液压缸自锁长度。施工人员将俯仰液压缸调整至计算长度并手动锁定其长度。在吊装配重架上立柱前,施工人员先在地面将俯仰液压缸与配重架连接安装到位。根据俯仰液压缸质量,利用相应额定载荷的手拉葫芦分别将俯仰液压缸下端拉起至大致安装角度并固定在配重架上。
5.2 配重架与俯仰液压缸组件整体吊装
施工人员预先将配重架连接销轴进行冷冻处理,以便于后续销轴连接安装。将配重架与俯仰液压缸组件整体吊装至安装位置,完成配重架与立柱的销轴连接。利用手拉葫芦调整俯仰液压缸下端与立柱连接点对正位置,操作起重机配合调整,先完成单侧俯仰液压缸下端与立柱的销轴连接,并检查确认已连接俯仰液压缸处于自锁状态。利用单侧俯仰液压缸固定住配重架结构,然后调整另一侧俯仰液压缸下端至立柱的连接位置,完成与立柱的销轴连接。配重架与俯仰液压缸组件整体吊装示意见图8。
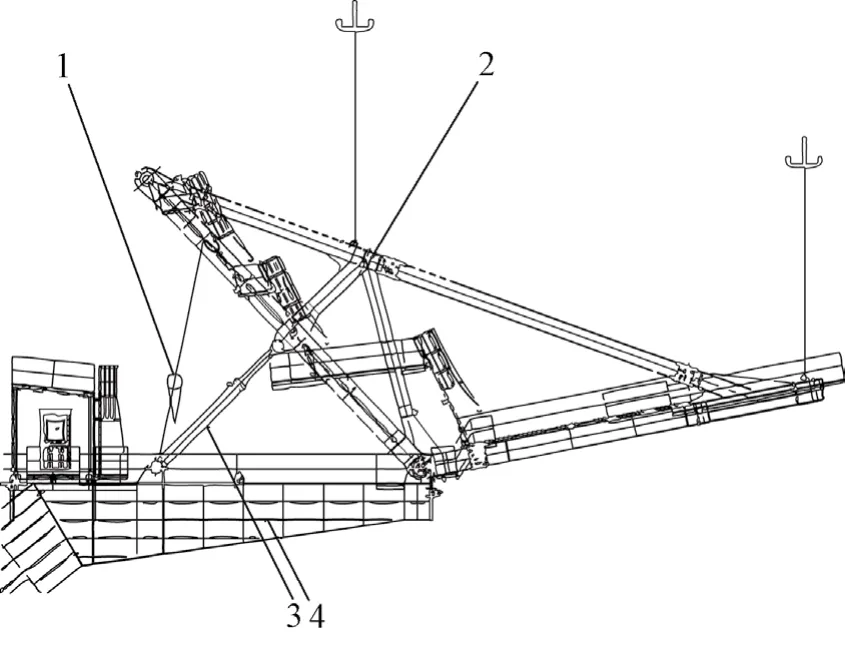
图8 配重架与俯仰液压缸组件整体吊装示意图
由于配重架结构形式特殊,且俯仰液压缸可绕着液压缸与配重架的连接销轴转动以改变位置,故配重架与俯仰液压缸组件整体重心会随着两者相对位置变化而产生较大的变化。工艺人员需要根据现场情况确定配重架与俯仰液压缸组件现场吊装方案,方可采用2台起重机抬吊配重架与俯仰液压缸组件,也可采用单台起重机吊装配重架与俯仰液压缸组件。2台起重机抬吊配重架与俯仰液压缸组件的方案相对比较简便,便于施工人员操作实施。由于2台起重机抬吊时,每台起重机承受的吊装载荷有了一定减少,对起重机的起重能力要求相比单台起重机吊装方案可以稍微低一些。在配重架和俯仰液压缸组件与立柱连接时,施工人员可利用2台起重机进行配合调整,使配重架与立柱在连接点位置更容易调整到销轴穿装状态,操作难度相对低一些。单台起重机吊装配重架与俯仰液压缸组件的方案要求起重机的起吊能力高。在配重架和俯仰液压缸组件与立柱连接时,施工人员操作3台起重机调整的难度大。在配重架和俯仰液压缸组件与立柱连接时,施工人员需要花费较多的时间来调整操作,使配重架与立柱在连接点位置调整到销轴穿引状态,施工效率相比两台起重机抬吊方案相对低一些。
由于2种吊装配重架和俯仰液压缸组件的方案对于配重架上吊耳安全载荷要求不一样,在进行配重架上吊耳设计时,需要提前考虑并计算2种吊装方案下各个吊装工艺吊耳的所受载荷,合理布置吊装工艺吊耳在配重架上的位置,使其在2种吊装方案中均能满足使用要求。工艺人员需要按照2种吊装方案中吊耳所需的最大载荷并预留一定安全载荷余量来进行吊耳设计。在堆取料机现场总装时,施工人员才可以根据现场实际情况进行安装方案的合理选择[5]。
6 技术应用情况
在四连杆式斗轮堆取料机现场总装过程中,安装现场的条件易多变,可能由于各种原因导致施工人员无法按原定的总装方案进行总装施工。施工人员必须在保证安全的前提下,根据现场实际情况进行合理的方案调整,保障四连杆式斗轮堆取料机的现场安装。在安装现场设备和配合人员等条件都具备情况下,首选安装方案是俯仰液压缸安装方案3,此安装方案减少了起重设备和登高设备的使用,减少了高空作业量,相对降低了高空作业风险,降低了生产成本。在现场设备或配合人员等条件不充分的情况下,施工人员可以根据现场实际情况采用安装方案1或安装方案2进行俯仰液压缸安装,保障现场总装进度。四连杆式斗轮堆取料机俯仰液压缸安装技术已实际应用于多个斗轮堆取料机项目。
7 结语
在四连杆式斗轮堆取料机现场总装过程中,施工人员既可以采用工艺撑临时替代俯仰液压缸的安装方式,也可以采用工艺支架支撑俯仰液压缸的安装方式,还可以采用俯仰液压缸与配重架连接成组件整体吊装的安装方式。施工人员可以根据斗轮堆取料机现场实际的安装条件进行合理选择,安全高效地完成斗轮堆取料机的总装,早日为用户实现设备功能。
