涂覆ZrO2涂层Cf/Al复合板的制备及其力学性能研究
2022-12-01何文慧林金保
何文慧, 林金保
(太原科技大学 应用科学学院, 山西 太原 030024)
0 引言
碳纤维由于具有比强度高、比模量高、质量轻、耐热、耐腐蚀等优良特点,常被选择作为复合材料的增强体,同时碳纤维增强铝基(Cf/Al)复合材料因具备高比模量、良好的导电导热性和轻量化等优点,被广泛应用于体育器材、医疗器械、汽车航天航空零件等领域[1-5].然而碳纤维与熔融铝液在高温环境中易发生化学反应,造成浸润性差的缺陷,会大大降低了纤维与铝基体之间的结合效果,Li S H 等[6]和J.Rams等[7]在纤维表面引入涂层可以有效控制界面反应,进而改善了这一缺陷.碳纤维表面涂层主要可分为金属涂层、陶瓷涂层和聚合物涂层,其中金属涂层和聚合物涂层一般适用于特定功能的复合材料制备,而陶瓷涂层具有高温抗氧化性、热抗震性和耐腐蚀等特点,成为碳纤维表面涂层的首选;根据不同的功能特征,陶瓷涂层大致耐磨陶瓷涂层、耐蚀陶瓷涂层和热障陶瓷涂层,其中热障陶瓷涂层因具有增强复合材料浸润性、高温抗氧化性、抗热冲击性等特点,被人们广泛应用于复合材料制备领域[8].实际应用中常见的热障陶瓷涂层有Al2O3、SiC、SiO2、ZrO2等[9].
在有关陶瓷涂层的研究中,Chen等[10]首次通过水热碳化和溶胶-凝胶相结合的方法设计构建了三维针状碳纤维上的水热碳化涂层/SiO2复合涂层,通过分析微观结构和形貌依赖合成过程探索出了关键工艺参数,相比于无涂层纤维抗拉强度提高了336%;Wang等[11]利用溶胶-凝胶法在纤维表面制备氧化钇稳定氧化锆(YSZ)涂层,通过采用真空无压渗透工艺制备了Cf/Mg复合材料,抗拉强度达到了1.08 GPa,是理论预测值的90%;樊新民等[12]通过制备Al2O3和ZrO2复合涂层,大大提高了纤维的高温抗氧化性.大量研究表明,陶瓷涂层不仅可以提高碳纤维的高温抗氧化性,还可改善碳纤维与基体之间的结合效果,从而进一步提高复合材料的力学性能,满足了众多领域对材料的严格要求.
常见的陶瓷涂层制备工艺有气相沉积、电化学沉积、激光涂覆、等离子喷涂等方法,但这些方法普遍存在涂层孔隙率高、涂层易开裂、成本高、会造成环境污染等缺点,而溶胶-凝胶法是以金属醇盐或脂类化合物为前驱体,通过水解缩聚反应生成溶胶,然后涂覆至纤维上并对其进行热处理,这种方法所需设备要求低,工艺简单易操作且对环境无污染[13-15],目前已广泛应用于碳纤维涂层的制备工艺中,但在制备复合材料方面,许多研究学者常采用溶胶-凝胶法制备涂层,后通过真空浸润工艺来制备碳纤维增强金属复合材料,但真空环境对成本要求较高不适合大规模生产,故此类方法无法在工业中实现大批生产,而双辊铸轧工艺是将液态浸渍和压铸法相结合,通过施加轧制力来改善浸润性问题,且生产成本低、效率高,适合工厂大批量生产[16].
本文采用溶胶-凝胶法在碳纤维表面制备不同涂覆时间的ZrO2涂层,对涂层表面进行微观形貌分析,结合双辊铸轧工艺制备出连续Cf/Al复合材料板带,对不同涂覆时间的复合材料进行微观组织结构与断口分析,探究了不同涂覆时间对复合材料力学性能的影响,最终得到最佳工艺参数.
1 实验部分
1.1 实验材料
本研究选用碳纤维作为增强材料,每束碳纤维约含12 000根纤维,单束纤维主要性能参数见表1所示;基体材料使用工业纯铝,纯度≥99.6%,具体化学成分见表2所示.

表1 T300碳纤维性能

表2 工业纯铝的化学成分 (%)
1.2 碳纤维预处理
碳纤维在工厂出售前会对其进行上浆处理,促使碳纤维表面光滑,保留碳纤维原本的性能优势,以提高碳纤维的后加工性能,但是树脂的存在不利于溶胶在碳纤维上的涂覆,所以在进行涂层制备前需要进行碳纤维除胶处理;常见的除胶工艺主要有有机溶剂除胶和高温处理,本文采用胶质层高温裂解原理进行高温除胶处理,将碳纤维放置于马弗炉中400 ℃高温除胶1 h[17-18].经过高温除胶处理后所得碳纤维的表面形貌,如图1所示,纤维表面存在明显的沟壑,表面粗糙度较高.

图1 除胶处理后碳纤维
1.3 ZrO2涂层的制备
本实验采用溶胶-凝胶法,以八水合氯氧化锆(ZrOCl2·8H2O)为前驱体,六水合硝酸钇(Y(NO3)3·6H2O)为晶型稳定剂.在室温条件下,使用磁力加热搅拌器将ZrOCl2·8H2O溶于无水乙醇中制备出0.2 mol/L的ZrOCl2溶液,再加入定量的Y(NO3)3·6H2O,两者摩尔比为20∶1,充分搅拌后加入0.1 mol/L的氨水溶液直至pH=3.5,陈化24 h得到透明的ZrO2溶胶.随后将高温除胶后的碳纤维浸泡于溶胶内,通过超声清洗器对溶胶内的碳纤维分别超声振动10 min、20 min和30 min进行溶胶涂覆,为防止涂层干裂,将涂覆后的纤维放置于干燥箱中分不同温度段进行干燥.
1.4 Cf/Al复合材料的制备
本实验通过双辊铸轧工艺制备Cf/Al复合材料,在整个制备过程中复合材料都会受轧制力的作用,可以有效改善基体与碳纤维之间的浸润性.图2所示为双辊铸轧机.

图2 双辊铸轧机
在制备Cf/Al复合材料时,需先提前磨制铸嘴和耳子使其和辊轮及前箱完全贴合;使用WH-VI-50全固态感应加热熔炼炉快速将铝锭融化预热,同时将碳纤维放入辊轮中间的纤维导管中;固定前箱、铸嘴至轧机前侧平台,调整铸嘴高度、坡度和前台位置,通过实验平台提前设置实验各项参数,本实验采用的实验参数为:辊缝间距2 mm,轧制速率2.6 m/min,铝液温度950 K;带待铝锭融化至所需温度后,通过坩埚将其均匀倒入前箱,铝液会通过铸嘴与固定好的碳纤维接触,然后通过辊轮轧制成型[19].
采用DK7735电火花线切割机制备复合材料拉伸试样和扫描试样,拉伸试样尺寸图如图3所示.将扫描试样镶嵌后先采用水磨方法从100 #水砂纸水磨至3 000 #水砂纸,然后通过LAP-2MV型的金相试样磨抛机进行抛光膏抛光,后用酒精清洗吹干;利用扫描电子显微镜(SEM)观察纤维涂层结构和复合材料横截面及断口微观形貌;使用PLO-10电液伺服疲劳试验机对所制备的Cf/Al复合材料拉伸试样进行拉伸性能测试.
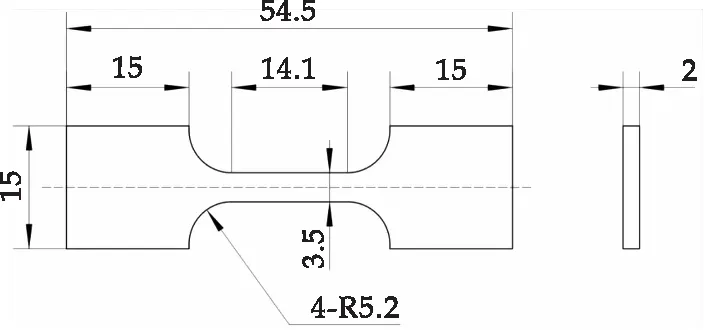
图3 复合材料拉伸试样尺寸图
2 结果与讨论
2.1 微观形貌分析
图4为不同涂覆时间(10 min、20 min和30 min)时的碳纤维涂层平均厚度.不同涂覆时间的碳纤维制备30根,测量每根涂层厚度,求取均值作为该涂覆时间下所得涂层厚度.
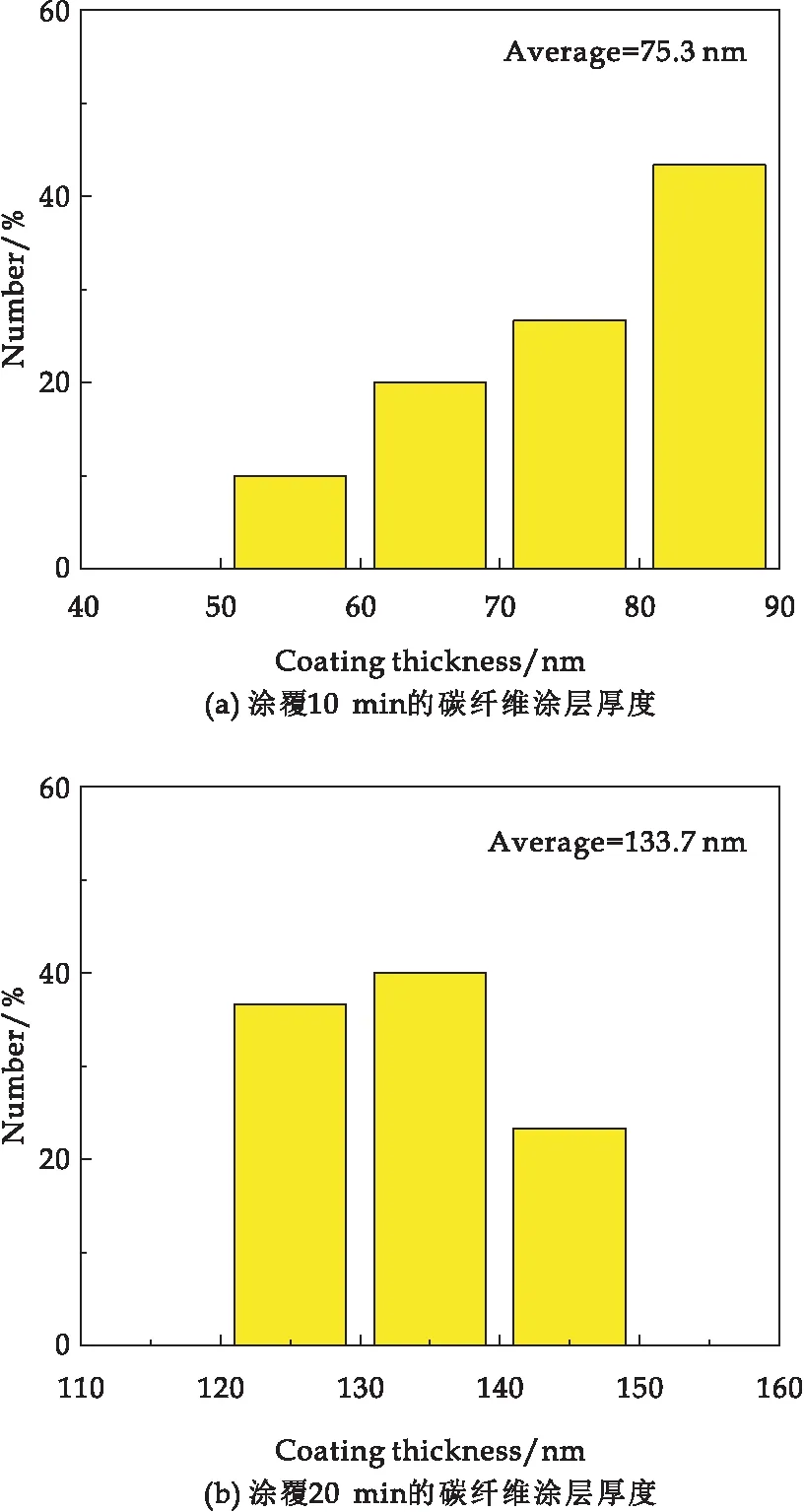
图4 不同涂覆时间碳纤维涂层的平均厚度
当涂覆时间为10 min时,碳纤维的微观形貌如图5(a)所示,ZrO2颗粒开始逐渐在碳纤维表面依附生长,但由于振动时间较短,碳纤维表面并没有被完全覆盖,没有形成完整均匀的ZrO2涂层,图中明显可以观测到纤维表面大部分裸露在空气中;当提高涂覆时间至20 min时,微观表面如图5(b)、(c)所示,碳纤维表面形成一层均匀的ZrO2涂层,涂层表面存在少量的ZrO2聚集体;这是因为ZrO2颗粒在碳纤维表面上依附趋势是倾向于与先前已附着的颗粒相互嵌入并生长为分支结构,但聚集体的存在不会影响复合材料的力学性能[20];随着涂覆时间的增加,涂层厚度逐渐增大,30 min时的碳纤维如图5(d)、(e)所示,大量ZrO2颗粒向纤维表面聚集,在纤维表面形成大片聚集体,且部分纤维涂层表面出现了涂层开裂现象;这是由于纤维与ZrO2涂层之间热膨胀系数的差异才造成了涂层开裂[20].涂层厚度随着涂覆时间的增加而增大,但时间不宜过长,否则可能会因增强相与涂层之间热膨胀系数之间的差异造成涂层开裂、剥落等缺陷.实验结果表明,涂覆时间为20 min时所得涂层效果较好.
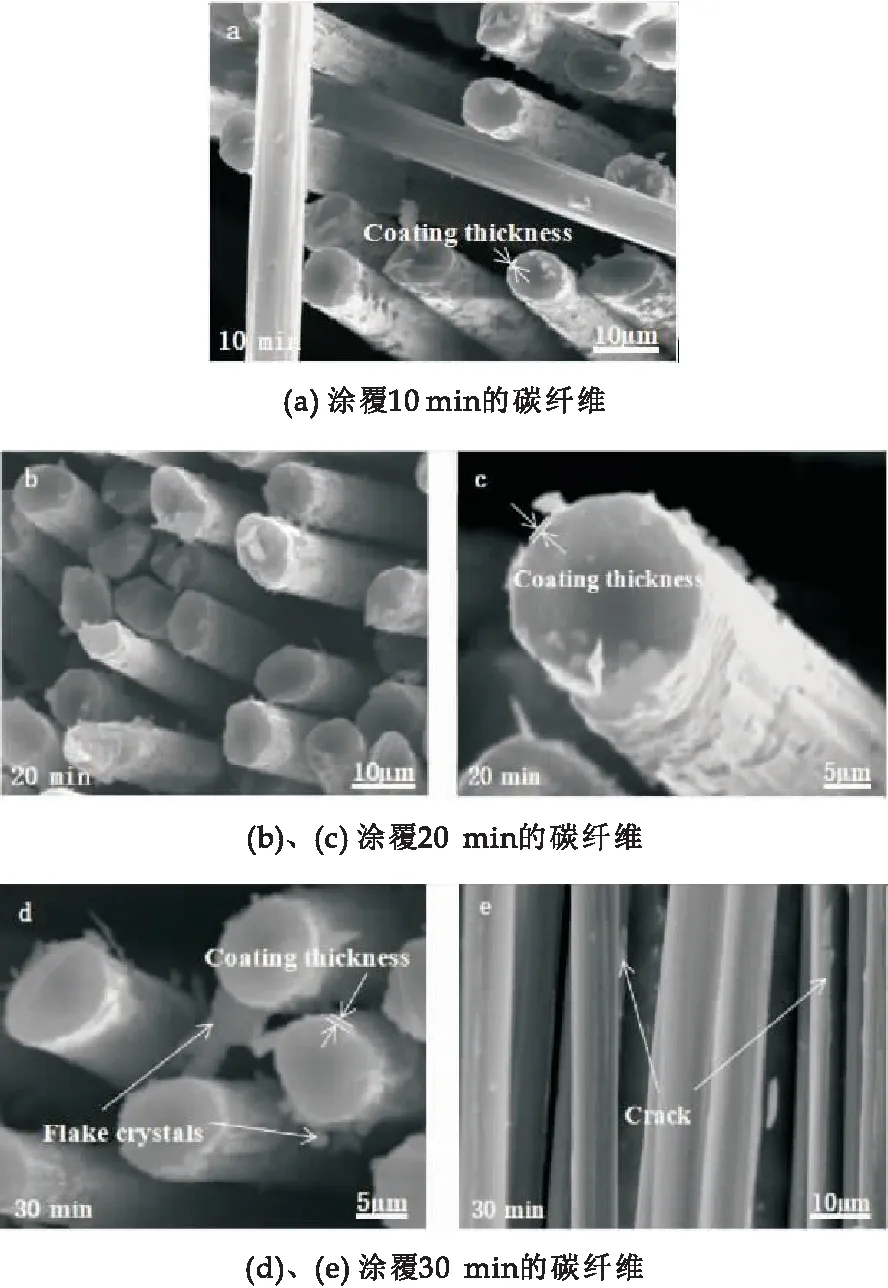
图5 不同涂覆时间碳纤维的微观形貌
图6所示不同涂覆时间的Cf/Al复合材料界面和20 min时的断口形貌.在10 min涂覆时间下,碳纤维表面没有形成一层均匀的ZrO2涂层,在复合材料冷却过程中,铝液表面和内部温度差的存在,导致内部纤维出现高温损伤,与基体的结合效果整体较差,如图6(a)所示;20 min时的复合材料和断口形貌图6(b)、(d)所示,放大图片明显可看到碳纤维与铝基体之间存在一层ZrO2涂层,且20 min复合材料拉伸样品断口处的碳纤维紧密粘连在铝基体内,这表明纤维表面的ZrO2涂层大大提高了铝基体与碳纤维之间的结合效果,改善了碳纤维与铝液间的浸润性;在30 min涂覆时间下,碳纤维涂层与基体结合处出现了少量杂质,碳纤维与铝基体的整体结合效果没有20 min的好,如图6(c)所示.故在20 min涂覆时间所得ZrO2涂层,可以有效地改善碳纤维与铝液浸润性差的缺陷,提高了二者之间的结合.
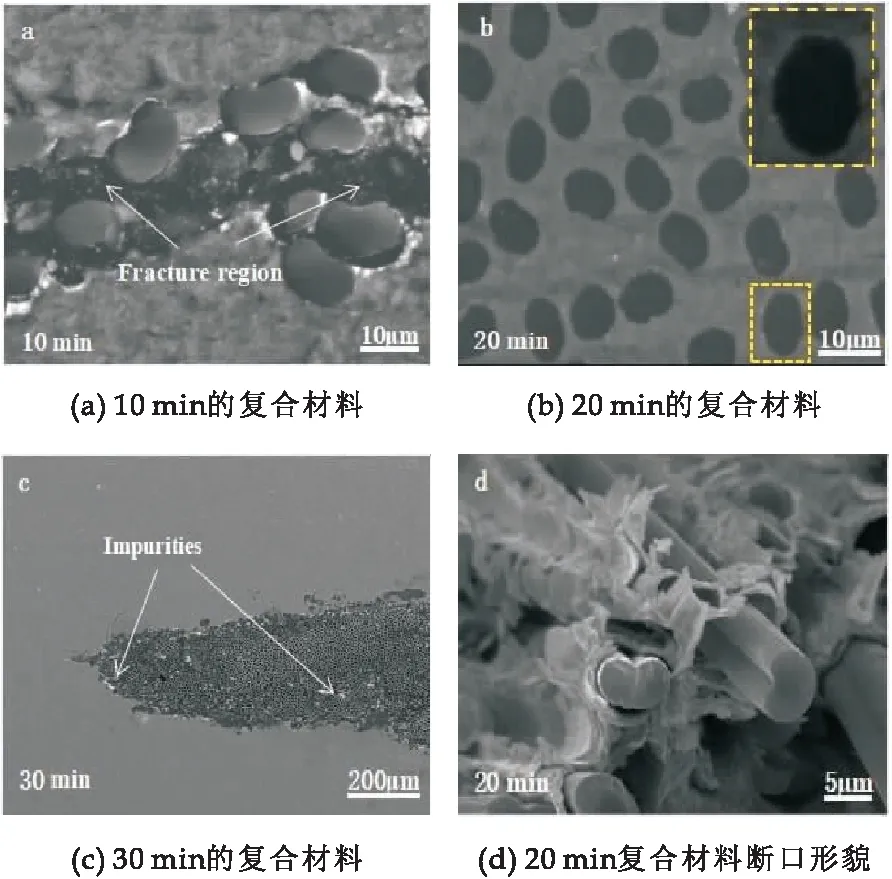
图6 不同涂覆时间的Cf/Al复合材料界面和20 min时的断口形貌
2.2 复合材料拉伸性能
图7为不同制备条件下所得Cf/Al复合材料的拉伸应力-应变曲线.由图中曲线可看出,不同涂覆时间对复合材料的力学性能有一定的影响.10 min条件下的Cf/Al复合材料由于内部纤维发生损伤,对其力学性能有很大的影响,相比于基体的抗拉强度仅提高了约11.1%,延伸率降低了7.4%;当涂覆时间为20 min时,所制备的复合材料抗拉强度达67.1 MPa,相比于基体提高了约72.5%,延伸率降低了46.2%;30 min条件下所得复合材料的力学性能比20 min时的较差,但延伸率相比20 min时提高了9.1%,这是因为30 min时所得涂层出现了开裂现象,且在制备复合材料的过程中带入了杂质,致使碳纤维与基体的结合效果没有20 min时的好.
通过对不同涂覆时间的复合材料进行拉伸测试,并将结果与纯铝基体的拉伸曲线进行对比,其结果表明,ZrO2涂层可以有效地改善碳纤维和铝基体之间的浸润性,进而提高复合材料的力学性能.
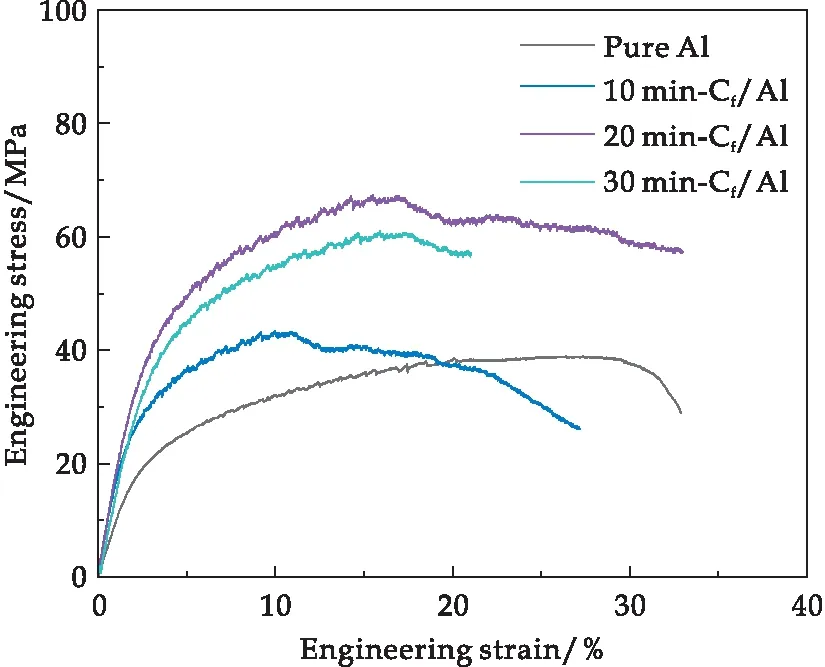
图7 不同涂覆时间的Cf/Al复合材料工程应力-应变曲线
3 结论
(1)采用溶胶-凝胶法与双辊铸轧相结合的工艺制备出了二氧化锆涂层连续碳纤维增强铝基复合板,碳纤维与铝基体结合效果较好,此工艺有效改善了复合材料浸润性差的问题.
(2)采用溶胶-凝胶法涂覆碳纤维20 min时,可以在碳纤维表面得到均匀的ZrO2涂层,涂层厚度平均133.7 nm.
(3)在碳纤维表面涂覆时间为20 min,浇注温度950 K,双辊轧制机的轧制速度2.6 m/min,辊轮间距设置为2 mm的条件下所制备的Cf/Al复合材料较好,抗拉强度达到67.1 MPa,相比于纯铝基体抗拉强度提高了72.5%.