印制板防焊油墨进入孔内改善探讨
2022-11-30王云峰徐燕伟刘宾华刘庚新
王云峰 徐燕伟 刘宾华 刘庚新
(胜华电子(惠阳)有限公司,广东 惠州 516257)
0 前言
印制电路板(PCB)表面普遍涂覆防焊(阻焊)层,较多客户对PCB双面开窗孔不允许防焊油墨入孔。当双面开窗孔径为0.25 mm至0.3 mm时,印刷时孔内入油墨后,因孔太小,显影液冲洗难度大,孔内入防焊油墨冲洗不干净,防焊油墨堵孔或残留孔内,导致客户在使用时散热效果差,影响电器性能。小孔径双面开窗孔堵孔及孔内防焊油残留问题,是行业内难彻底解决的痛点,对此类问题进行深入研究,文章提出相应改善方向。
1 现状分析
(1)PCB孔内堵油目视如图1所示,该板厚1.5 mm,成品孔径0.25 mm,厚径比6:1。
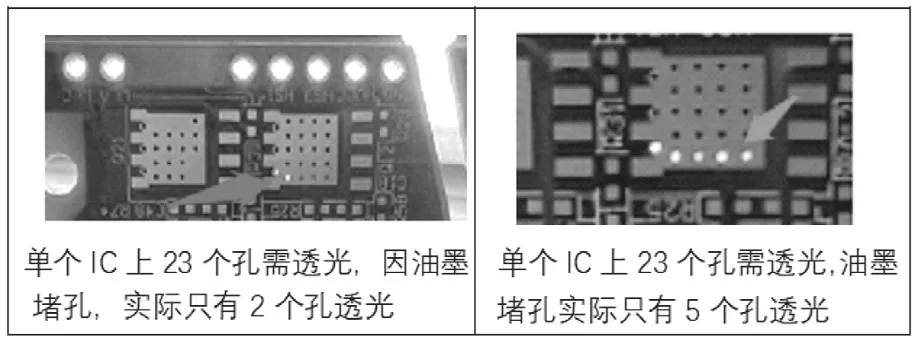
图1 孔内堵油墨目视图
(2)PCB孔内堵油切片如图2所示,分析显影速度对孔内堵油深度影响。防焊显影对孔内油墨的冲孔能力深度为0.2 mm~0.21 mm,油墨入孔深度超过0.2 mm时,存在油墨堵孔风险。
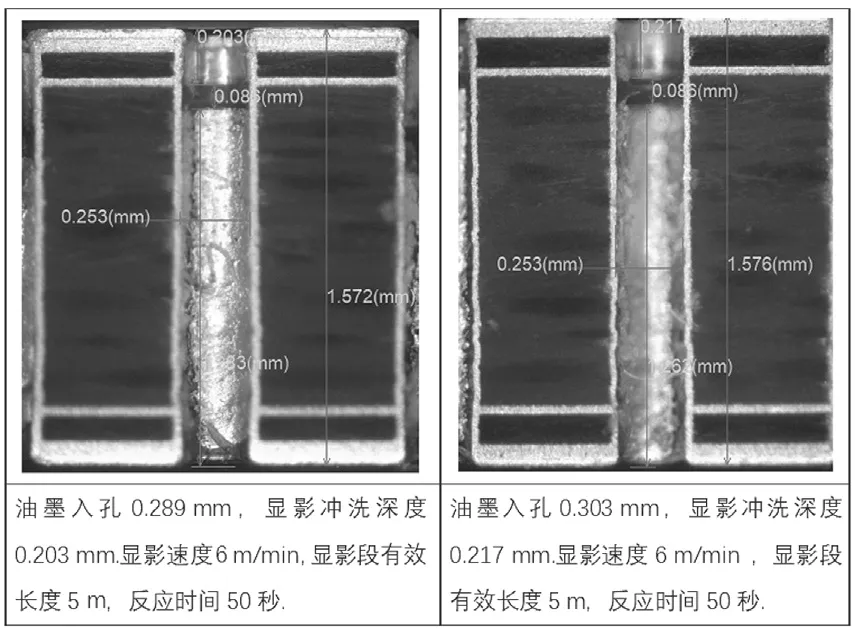
图2 孔内油墨切片图
2 孔内堵油试验分析
2.1.1 印刷次数
选取1.5 mm厚度板,孔径为0.25 mm有铜通孔,防焊网底印刷一次、二次、三次,后烤后切片,随机取板切片油墨进孔深度如图3所示。印第二次较印第一次堵孔深度增加0.27 mm,第三次印较第二次印堵孔加深0.05~0.09 mm,印刷次数越多,孔内积油越严重。
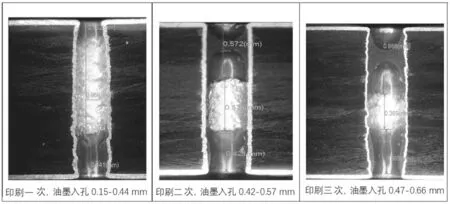
图3 印刷不同次数后孔内油墨切片图
2.1.2 印刷刮网装置
选取1.5 mm厚度板,0.25有铜通孔,增加刮网装置,印刷一次、二次,烤后切片确认油墨进孔深度。如图4所示,每片板印后刮网底,正常一次印刷只有孔口壁上有轻微油墨,忽略防焊油入孔深度;印二次油墨入孔深度0.21 mm~0.24 mm。

图4 印后刮网底的孔内油墨切片图
2.1.3 防焊显影速度
防焊显影速度与孔内油墨冲洗深度关联,如图5所示。
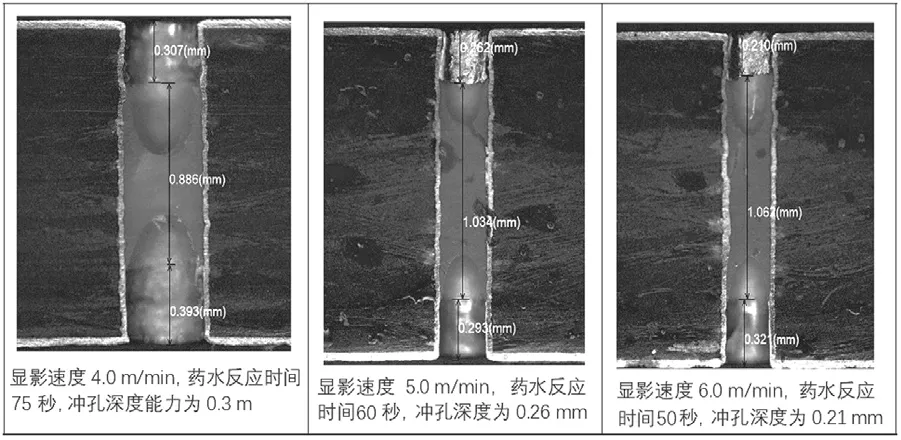
图5 显影速度对孔内油墨的切片图
2.1.4 喷嘴冲洗能力
显影段长2.5 m,显影速度2.5 m,反应时间60秒,锥形喷嘴与扇形喷嘴孔内油墨冲洗能力,如图6所示。锥形喷嘴冲洗深度为0.26 mm,扇形扇嘴冲洗深度为0.22 mm,锥形喷嘴较扇形喷嘴冲孔深度能力强0.04 mm,锥形冲孔内油墨能力提升18%。
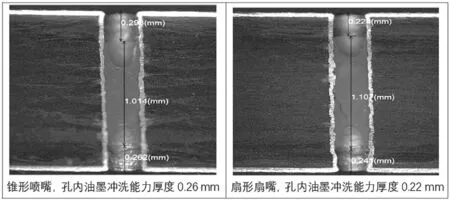
图6 不同喷嘴对孔内油墨切片图
3 总结
(1)防焊一次显影,显影槽反应时间50 s,显影一段采用锥形喷嘴,第二段采用扇形喷嘴,成品孔径为0.25 mm时,冲洗孔内油墨深度为0.2~0.21 mm,如果防焊印刷时油墨入孔深度超过0.2 mm,存在孔内油墨冲洗不掉风险。
(2)使用挡点网时,每片板印刷不刮网底,挡点周边随着印刷量的增加,网版挡点边积油墨增加。试验数据分析,一次印刷 0.25 mm孔孔内积油墨最大深度可达0.44 mm,第二次印刷可达0.57 mm,第三次可达0.66 mm,孔内静入油墨较多,出现堵孔。出现二次/三次印刷原因:①挡点有偏移,需下油墨位置没有下油,网版调正后会印刷第二次;②厚铜板下油不饱满,如铜厚达到70 μm以上,刮胶印在厚铜上跳刀,下油量不足,或是刮刀不平整,下油墨量不足,调整后会印刷第二次或第三次;③手碰到板内,造成板面油墨缺少,会印刷第二次。
(3)网底增加刮网装置,使用挡点网时,每板印刷后刮网,第一次印刷孔内只有孔壁有轻微入油,第二次印刷时孔内入油深度0.21 mm,显影冲洗时均能够冲洗掉孔内油墨。很多PCB工厂为提升印刷效率及节省设备成本,未增加刮网装置或有刮网装置没开启,在生产双面开窗不允许进入油墨之通孔时,会造成孔内入油堵孔.
(4)从显影机冲洗孔能力分析,防焊显影机锥形喷嘴较扇形喷嘴显影能力更强。显影反应时间均为60秒时,锥形喷嘴显影孔内油墨深度提升0.04 mm,冲孔能力提升幅度18%,锥形喷嘴显影机第一段设计显影能力较强的锥形喷嘴,第二段设计扇形喷嘴。第二段不能比照第一段设计锥形喷嘴的原因是显影能力太强,75 μm~100 μm的阻焊堤易脱落。
(5)显影速度越慢,孔内油墨冲洗越干净,但显影速度过慢有一个弊端,会出现显影过度侧蚀。如显影速度太慢,防焊油墨单边侧蚀量大于25 μm以上时,二个IC中间的75 μm~100 μm阻焊堤易脱落。每个公司要结合板形与防焊油墨性能,合理设定显影速度,当显影第一段为锥形喷嘴、第二段为扇形喷嘴,在不同显影速度时,显影液浓度1%,显影喷嘴冲洗压力0.2 Mpa,0.25 mm成品孔径孔内油墨显影掉的深度如表1所示。

表1 显影速度与冲洗孔深度表
4 结语
双面开窗0.25 mm孔径PCB成品,当客户要求不许堵油,由于孔径小,管控难度大,一直困扰着PCB厂生产作业。文章通过厂内试验,得出具体的改善办法,可以通过以下方式有效改善孔内入油问题,确保品质。
(1)通过显影机第1段喷嘴由扇形改为锥形喷嘴,显影冲孔能力提升18%左右,孔内入油显影更易冲洗干净。
(2)印刷时使用挡点网版生产,将不需要入油的孔做挡点,可减少油墨入孔,油墨入孔少在显影时更易冲洗干净。
(3)每印刷一片板后,对网底进行刮网一次,将网底残留油墨刮除,减少油墨在挡点位置堆积,从而减少印刷时油墨入孔,在显影时油墨入孔少则更易冲洗干净。
(5)降低显影速度,从而让进入双面开窗孔孔内油墨在显影段时间变长,进入孔内油墨更易冲洗干净。
