铜制换热器天然气分解气氛钎焊工艺的研究
2022-11-30梁展程杨茂林
梁展程 杨茂林
(广东万和热能科技有限公司,广东 佛山 528325)
0 引言
现代城市生活中,燃气采暖热水炉是家庭供暖供热水最常见的设备之一,其工作原理是利用燃气燃烧产生的高温烟气与常温水进行热交换来提高水的温度。换热器是热量交换的核心部件,目前燃气采暖热水炉行业内的换热器普遍是以铜材作为主要材料的翅片式换热器,其生产工艺直接影响到换热器及燃气采暖热水炉的质量与成本。因由此可见,研究铜制换热器不同的生产工艺对行业的技术发展和经济价值有重要意义。
目前,氨分解气氛钎焊工艺是国内行业最常用的铜制换热器钎焊工艺,该工艺技术成熟,但是气源液氨对运输及使用条件都有极其严格的要求,氨气泄漏极易产生安全事故。环保的限制使得液氨及其相关设备的使用将被逐渐取代,且气源液氮的价格高,氨分解气氛钎焊工艺能耗高,导致铜制换热器的生产成本高[1]。以上这些因素均限制了氨分解气氛钎焊工艺的持续大规模使用。该文针对铜制换热器天然气分解气氛钎焊工艺进行研究,为后续行业发展升级并使用不同钎焊工艺提供参考。
1 铜制换热器天然气分解气氛钎焊工艺原理
1.1 铜制换热器钎焊原理
铜制换热器钎焊原理是把钎料预涂在换热器的各母材连接处,通过炉内高温加热使钎料熔化,钎料融入母材间隙,换热器出炉冷却后使各母材紧固连接。铜制换热器在高温环境下与空气接触会发生氧化反应,生成CuO和Cu2O,破坏换热器的特性。在炉内钎焊的过程需要通入保护气氛来阻断换热器与空气的接触,对换热器进行连续保护。如图1所示,未焊接的换热器从入料口经运输带流入钎焊炉中,同时分解气氛炉把分解气氛输送到冷干机,再输送至钎焊炉中连续保护换热器,最后换热器通过炉内高温加热焊接后经运输带流向出料口。
1.2 天然气分解气氛原理
天然气分解气氛的原理是通过不完全燃烧反应,生成保护气氛。在分解气氛炉内,将天然气与空气按一定比例混合,点火燃烧分解成CO、CO2、H2O和N2。燃烧分解生成的混合气体经过冷干处理后,剩下由CO、CO2和N2组成的混合气体,用作钎焊时的保护气氛,具体成分比例见表1。

表1 天然气分解气氛成分
从表1可知,N2是混合气体中的主要成分,占比约为88.14%,N2为中性气体,即使在高温环境下也不会与铜制换热器发生反应,该分解气氛具有强保护性。此外,CO成分占比约为3.56%,CO为还原性气体,能与在铜制换热器表面产生的少量CuO和Cu2O发生还原反应,生成Cu和CO2。由此可见,天然气分解气氛具有良好的保护与还原能力。
2 试验与分析
2.1 天然气分解气氛钎焊后的铜制换热器试验
使用100套同一批次装配好的铜制主换热器,进行天然气分解气氛钎焊。根据CJ/T 469—2015《燃气热水器及采暖炉用热交换器》及GB 150.1—2011《压力容器 第1部分:通用要求》相关条款对钎焊后的铜制主换热器进行试验与分析。
2.1.1 外观试验
由图2可看出,天然气分解气氛具有良好的保护与还原能力,钎焊后的铜制换热器表面光洁明亮,没有明显的氧化发黑现象,符合标准条款要求。
2.1.2 密封性和耐压性试验
根据CJ/T 469—2015条款6.2的要求,用于供暖的热交换器在1.5倍的最大工作水压条件下持续10min,目测热交换器及连接部位不应漏水、破裂或明显变形[2]。该文所研究的铜制换热器用途为燃气采暖热水炉中供暖水与高温烟气的热量交换,最大工作水压为0.3MPa。对应标准要求,对天然气分解气氛钎焊后铜制换热器进行0.45MPa打压并持续10min,观察各焊接部位,是否出现漏水、破裂或明显变形现象,检验结果见表2。
由表2可知,检验100套天然气分解气氛钎焊后铜制换热器的密封性和耐压性,其中1套出现铜接头接口漏水,总不合格数为1,合格率为99%,合格率高。另外,不合格的换热器可通过二次钎焊补漏使其符合使用要求。

表2 天然气分解气氛钎焊后铜制换热器密封性和耐压性试验记录
2.1.3 爆破试验
在密封性和耐压性试验之后,对换热器进行耐压补充试验即爆破试验。根据GB 150.1—2011附录C试验要求,验证性爆破试验的加压应缓慢进行,首先逐渐加压至预期设计压力的0.5倍,保压观察后以1/10预期设计压力的增量逐步加压至预期设计压力,进行不少于10min的保压观察后继续以1/10预期设计压力的增量加压至爆破或设定的停止点[3]。随机抽取3个钎焊后的热换器,对其分别进行爆破试验,在换热器进水端连接增压泵,在换热器出水端连接压力表和截止阀,其后关闭截止阀,开启增压泵,按上述爆破试验要求使换热器内水压逐渐增大,观察换热器爆破点并记录爆破时的压力值。抽取的3个换热器爆破点如图3所示,爆破压力见表3。

表3 换热器爆破压力
由表3可看出,抽取天然气分解气氛钎焊后的3个铜制换热器的爆破压力分别为13.51MPa、13.99MPa和13.78MPa,爆破压力高,耐压性优异,远超CJ/T 469—2015条款6.2的要求。
2.2 装有天然气分解气氛钎焊后铜制换热器的燃气采暖热水炉试验
由于铜制换热器的钎焊质量直接影响燃气采暖热水炉热效率和CO排放,因此在100套已进行天然气分解气氛钎焊的铜制换热器中抽取3套安装在燃气采暖热水炉中,对燃气采暖热水炉进行在各工况下热效率与CO排放的试验,检验试验结果是否符合GB 25034—2020《燃气采暖热水炉》及GB 20665—2015《家用燃气快速热水器和燃气采暖热水炉能效限定及能效等级》相关条款要求。
2.2.1 热效率试验
a.根据一致性公式计算最大Eigen值,λmax =(1.53×0.606)+(9×0.103)+(4.33×0.291)=3.114 b.根据一致性比率公式:可算出,表明该判断矩阵的计算结果通过一致性检验。
该文测试使用的燃气采暖热水炉为2级能效机型,根据GB 25034—2020条款6.6热效率和GB 20665—2015条款4.2能效等级要求,机器在采暖状态下,当额定热负荷时热效率应≥89%,30%额定热负荷的热效率应≥85%;在热水状态下,当额定热负荷时热效率应≥89%,50%额定热负荷的热效率应≥85%[4-5]。3台燃气采暖热水炉在各个状态下的热效率试验结果见表4。
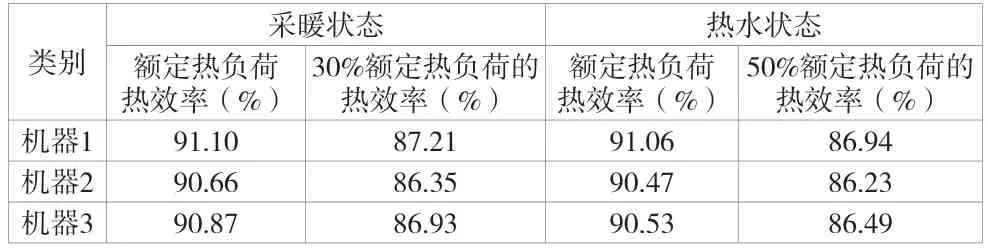
表4 燃气采暖热水炉各状态下热效率
由表4可看出,装有天然气分解气氛钎焊铜制换热器的3台燃气采暖热水炉在各个状态下的热效率性能优异,均高于GB 25034—2020及GB 20665—2015的要求,节能高效。
2.2.2 CO排放试验
根据GB 25034—2020条款6.5要求,当额定热负荷时,烟气中CO(a=1)浓度应≤0.06%;当极限热负荷(即1.05倍额定热负荷)时,烟气中CO(a=1)浓度应≤0.1%;当黄焰与不完全燃烧界限气工况时,烟气中CO(a=1)浓度应≤0.2%;当脱火界限气工况时,烟气中CO(a=1)浓度应≤0.2%[4]。3台燃气采暖热水炉在各个状态下的CO(a=1)排放试验结果见表5。
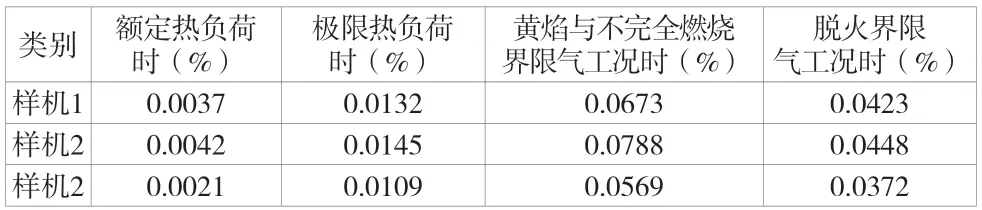
表5 燃气采暖热水炉在各个状态下的CO(a=1)排放
由表5可看出,装有天然气分解气氛钎焊铜制换热器的3台燃气采暖热水炉在各个状态下的CO(a=1)排放含量极低,均远低于GB 25034—2020的要求,安全环保。
3 生产成本分析
衡量一种新工艺配件在产品中的适用性除了须对其进行技术与质量的可靠性评价外,还须对其进行生产成本分析。与国内行业最常用的铜制换热器氨分解气氛钎焊工艺相比较,分析天然气分解气氛钎焊铜制换热器的生产成本。由于铜制换热器的生产成本主要由分解气氛价格、能耗、人工成本和场地租金组成,而两种钎焊工艺的人工成本和场地租金相同,因此该文只对比分解气氛价格和能耗。
氨分解气氛钎焊工艺的过程是通过在气氛分解炉内加入催化剂,采用电热丝来加热的方式使炉内温度达到800℃左右之后形成氨反应分解,然后将分解气氛通入电加热隧道钎焊炉中,采用siC棒电加热的方式加热至焊料熔点温度。氨分解气氛钎焊工艺的气氛分解和钎焊过程均采用电加热方式,电能耗用大。
天然气分解气氛钎焊工艺的过程是指天然气在气氛分解炉内进行燃烧反应,通过持续放热和持续反应使天然气分解,然后将分解气氛通入天然气加热隧道钎焊炉中,采用天然气燃烧加热至焊料熔点温度。天然气分解气氛钎焊工艺的气氛分解过程无需外界提供热量,用自身燃烧产生的热量持续进行反应,钎焊过程所用的能源是天然气。两种分解气氛钎焊工艺能耗对比见表6。
由表6可以看出,氨分解气氛钎焊工艺的能耗成本为168.49元/h,天然气分解气氛钎焊工艺的能耗成本为64.60元/h,天然气分解气氛钎焊工艺的能耗成本明显低于氨分解气氛钎焊工艺,生产成本优势明显。
4 结论
该文通过研究与试验分析,为铜制换热器使用天然气分解气氛钎焊工艺提供了参考,该文结论如下:1)天然气分解气氛中N2成分占比约为88.14%,CO成分占比约为3.56%,对铜制换热器具有良好的保护与还原能力,钎焊后铜制换热器表面光洁明亮,没有明显的氧化发黑现象。2)天然气分解气氛钎焊后铜制换热器的密封性和耐压性优异,爆破压力高。3)装有天然气分解气氛钎焊铜制换热器的3台燃气采暖热水炉在各个状态下的热效率性能优异,节能高效。4)装有天然气分解气氛钎焊铜制换热器的3台燃气采暖热水炉在各个状态下的CO排放含量极低,安全环保。5)天然气分解气氛钎焊工艺的能耗成本明显低于氨分解气氛钎焊工艺,生产成本优势明显。
