浅谈Darcy定律在玻纤增强树脂基复合材料灌注成型中的运用
2022-11-26蔡正杰陈国锋方冬顺方梦娇范丽旻张玉明
章 平,蔡正杰,陈国锋,方冬顺,方梦娇,范丽旻,张玉明
(浙江联洋新材料股份有限公司,嘉兴 314511)
0 前言
玻璃纤维增强树脂基复合材料因其可设计性强、质轻、高强、抗老化、耐腐蚀等多重特性,已被广泛应用于航空航天、新能源汽车、轨道交通、风力发电及体育休闲制品等领域中。经过近一个世纪的发展,玻璃纤维增强树脂基复合材料的成型工艺已多达几十种,其中,树脂传递模塑成型工艺(简称RTM)与真空灌注工艺(VARIM)因其生产效率高、环境污染小、制品质量稳定、性能优异等优点,已成为兆瓦级风电叶片成型的首选工艺[1-3]。本文主要是引入Darcy定律,确立玻纤灌注时树脂的渗透率与玻纤层合板的孔隙率之间的数学模型关系,然后通过真空灌注工艺(VARIM)来进行树脂在玻纤织物中真空灌注试验,进而在数学模型基础之上对玻纤层合板的玻纤质量分数、厚度以及力学性能进行了初步探讨。
1 成型工艺
1.1 RTM工艺
1.1.1 树脂压注机
树脂压注机由树脂泵、注射枪组成。树脂泵是一组活塞式往复泵,最上端是一个空气动力泵。当压缩空气驱动空气泵活塞上下运动时,树脂泵将桶中树脂经过流量控制器、过滤器定量地抽入树脂贮存器,侧向杠杆使催化剂泵运动,将催化剂定量地抽至贮存器。压缩空气充入两个贮存器,产生与泵压力相反的缓冲力,保证树脂和催化剂能稳定地流向注射枪头。注射枪口后有一个静态紊流混合器,可使树脂和催化剂在无气状态下混合均匀,然后经枪口注入模具。
1.1.2 模具
RTM模具分玻璃钢模、玻璃钢表面镀金属模和金属模3种。玻璃钢模具容易制造,价格较低。聚酯玻璃钢模具可使用2000次,环氧玻璃钢模具可使用4000次,表面镀金属的玻璃钢模具可使用10000次以上。金属模具在RTM工艺中很少使用,一般RTM的模具费仅为SMC的2%~16%。RTM灌注工艺示意图如图1所示:

图1 RTM灌注工艺示意图
RTM原材料:RTM用的原材料有树脂体系、增强材料和填料。
树脂体系:RTM工艺用的树脂主要是不饱和聚酯树脂。
增强材料:一般RTM的增强材料主要是玻璃纤维,其含量为25%~45%(重量比);常用的增强材料有玻璃纤维连续毡、复合毡及玻璃纤维织物。
填料:填料对RTM工艺很重要,它不仅能降低成本,改善性能,而且能在树脂固化放热阶段吸收热量。常用的填料有氢氧化铝、玻璃微珠、碳酸钙、云母等。
1.2 真空灌注工艺(VARIM)
真空导流成型工艺过程中,不需要注射设备,只需要一台真空泵即可。模具只需要单模,一般模腔内是负压0.1 MPa。真空导流工艺所用的原材料有树脂体系、增强材料,不添加填料。该工艺用的树脂主要是要求粘度低,在0.18~0.30 Pa·s左右。增强材料主要是玻璃纤维,其含量为50%~65%;常用的增强材料有玻璃纤维短切毡、复合毡及玻璃纤维织物等。
2 Darcy 定律的理论原理
2.1 Darcy定律
描述了多孔介质中牛顿流体的流动行为,它描绘了纤维状介质的渗透过程,表示单位截面积上的流量和压力梯度成线性比例关系,玻璃纤维材料的渗透率可用一比例系数表示,具体表达式为:
式中,Q为通过恒定截面积流体的体积流量(m3/s);K为玻璃纤维的渗透率(m2);A为试样的横截面积(m2,垂直于流动方向);ΔP为相应对于流动长度S的压强差(Pa);η为树脂粘度(Pa·s);S为流动前沿的距离(mm)。
Darcy定律避免了对渗流的微观流体动力学现象的描述,而以宏观的平均概念,将所有的纤维与树脂间的相互作用概括为综合反映纤维体渗透特性的参数——渗透率。渗透率可以表征流体流过纤维织物多孔介质的难易程度,其值越大,说明树脂流过纤维床的阻力越小[4-6]。
2.2 孔隙率的公式
式中,μ表示孔隙率,也即玻纤增强树脂基复合材料中树脂的体积分数;ρg为玻璃纤维的密度(g/cm3);ε为玻纤织物的单位面密度(g/m2);n为增强材料层数;h为玻纤织物厚度(mm)。
2.3 真空灌注渗透原理推导
根据真空灌注模型,抽出体系中的空气,在模具型腔中形成一个负压,利用真空产生的压力将树脂通过预铺的管路压入纤维层中。
由Darcy定律可知

由式(3)、式(4),有

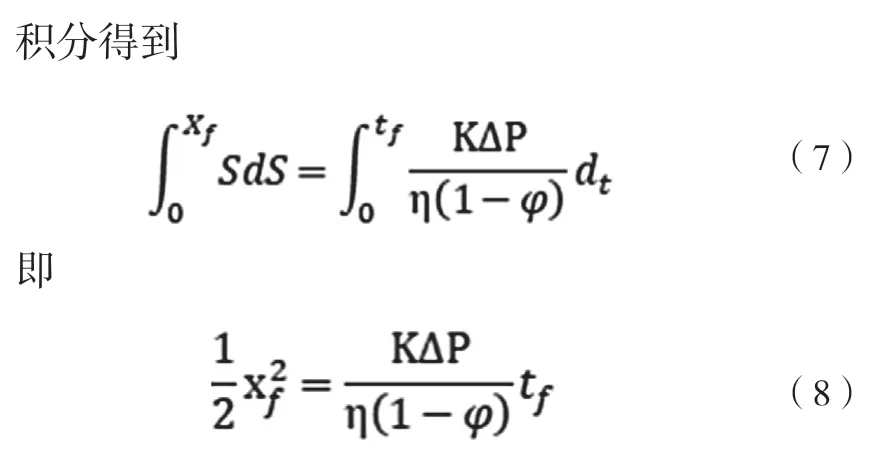
式中,Q表示体积流量(m3/s);v为树脂流速(m/s);A为试样的横截面积(mm2);φ为纤维的体积分数(%);n为增强材料层数;h为玻璃纤维厚度(mm);ε为玻纤织物的单位面密度(g/m2);ΔP为相应对于流动长度S的压强差(Pa);η为树脂粘度(Pa·s);Xf为树脂流动前沿到起点的距离(mm);tf为树脂流动的时间(s),代入数据即可求得渗透率K(m3)。
3 实验部分
3.1 实验原料
原材料选择泰山玻璃纤维有限公司生产的T920W环氧型无碱直接纱与江苏恒力集团有限公司生产的111 dtex线密度涤纶丝,由卡尔迈耶(中国)有限公司生产的多轴向经编机,加工成1000 g/m2±5%面密度的双轴向BIAX1000经编玻纤织物。经编玻纤织物的工艺对比如表1。
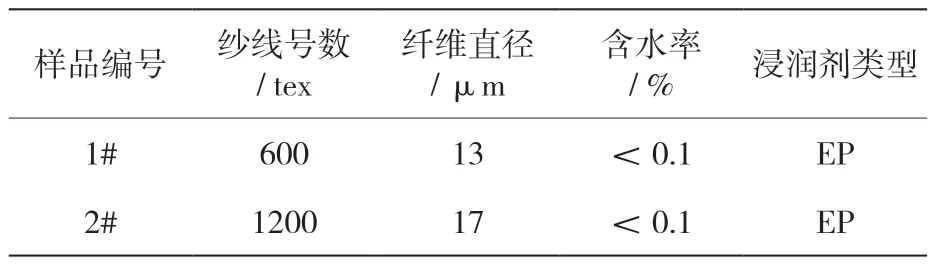
表1 面密度1000 g/m2双轴向BIAX1000织物工艺
3.2 实验方法
根据Darcy定律渗透原理推导公式(8),树脂流动前沿位移的平方与树脂流动时间成线性比例关系,η为树脂粘度(Pa·s),只要树脂确定,纤维的体积分数可通过实验灼烧法得到,即可计算得出树脂在纤维中流动的渗透率。
此实验,采用水平真空灌注形式,图2为VARIM灌注工艺示意图。将表1中两种不同生产工艺的多轴向缝编毡BIAX1000裁切成50 cm×40 cm的尺寸大小,平行重复铺设4层,环境温度控制在25℃、湿度控制在60%以内环境下进行真空灌注试验,所用树脂黏度为0.3 Pa·s,按m(环氧树脂):m(固化剂)=100:35 将材料进行配比。在真空袋膜上表面用黑色水笔从水平灌注进口端开始,每隔10 cm距离作一条记号线,为方便后续记录树脂前锋渗透玻纤后,到达刻度线所用的时间,如图3所示。

图2 VARIM灌注工艺示意图
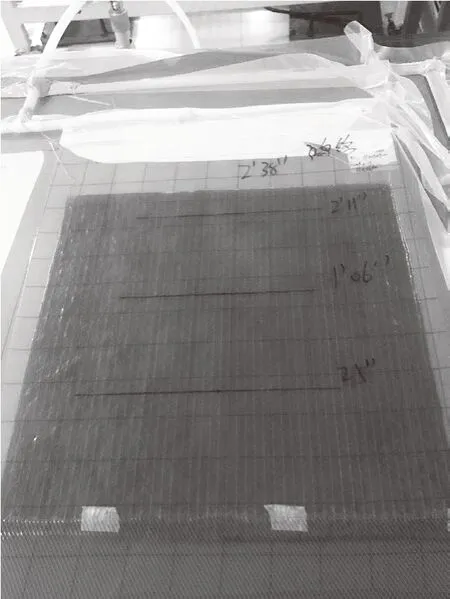
图3 水平真空灌注测试
开始灌注前,以-92 kPa压力持续保压5至10分钟,确保真空压力维持在-92 kPa,方可打开树脂进口处阀门,同时按下秒表开始计时。每当树脂前锋渗透到标记的刻度线时刻,记录下此刻的移动到该刻度线树脂路径用时,直到树脂完全浸透并充满真空袋膜另一端螺旋管时候,开始关闭树脂进口端,同时出口端树脂管道也将关闭,灌注试验结束。
4 结果与分析
本次实验结果分析分别从所用的两种玻纤材料的物理性能即织物面密度克重、织物厚度条件对比,同时从树脂的灌注过程速度分析以及树脂灌注成型后,层合板玻纤质量分数以及玻纤灌注后层合板的厚度进行对比分析。
4.1 玻纤织物面密度对比分析
尽量保持布面平整的情况下,使用圆盘取样器分别取4份1#样与2#样,并采用电子天平进行称重,织物的单位面密度称量结果如下:
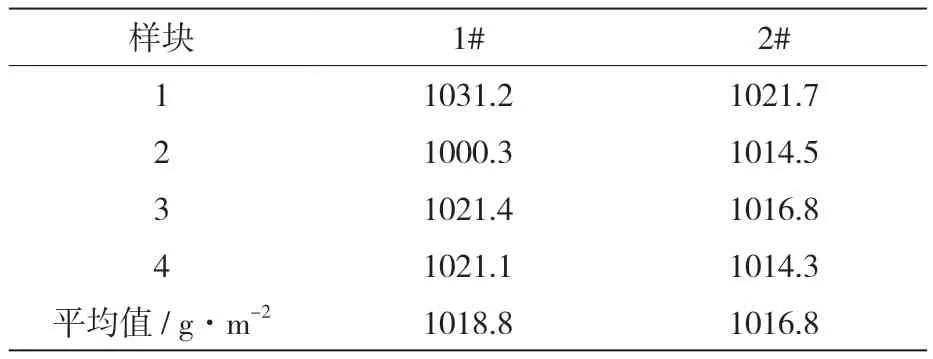
表2 1#样与2#样单位面密度对比
E-BIAX1000产品工艺设计值为1012(982~1042)g/m2,1#样与2#样的织物单位面密度值均处于工艺设计值范围内。
4.2 玻纤织物厚度对比分析
尽量保持织物平整的情况下,将样品织物放置于织物厚度仪平台上,均匀地取10个点进行厚度测试,数据记录如下:

表3 1#样与2#样厚度对比
两种E-BIAX1000产品厚度平均值接近,1#样与2#样的干布厚度值均满足工艺设计值范围。
4.3 浸透速度对比
图4是样1与样2的水平真空灌注速度对比图。由图可知,两者灌注速度明显不同,样2灌注速度明显快于样1,这说明玻纤织物的工艺对真空灌注速度是有一定影响的。

图4 水平真空灌注速度
图4中的横坐标S表示树脂移动前锋的位移,纵坐标T表示时间。
4.4 玻纤质量分数对比
对固化后的1#玻纤层合板与2#玻纤层合板,如图5所示三个区域位置,分别在相对应区域正中央各取一块玻纤质量分数测试样块,对样块进行实验室灼烧测试玻纤质量分数,测得的玻纤质量分数数值如表4:

表4 1#样与2#样玻纤质量分数值对比
4.5 层合板厚度对比
对固化后的1#与2#样,用游标卡尺垂直0°方向,分别测量其厚度,厚度对比数据见表
从表5可以看出,两种玻纤的层合板厚度相差较大,通过图4的速度对比可以看出,1#样的速度明显高于2#样,这与1#样的孔隙率较高有很大关系,从而可以得出,孔隙率较高的玻纤层合板厚度反而越高。
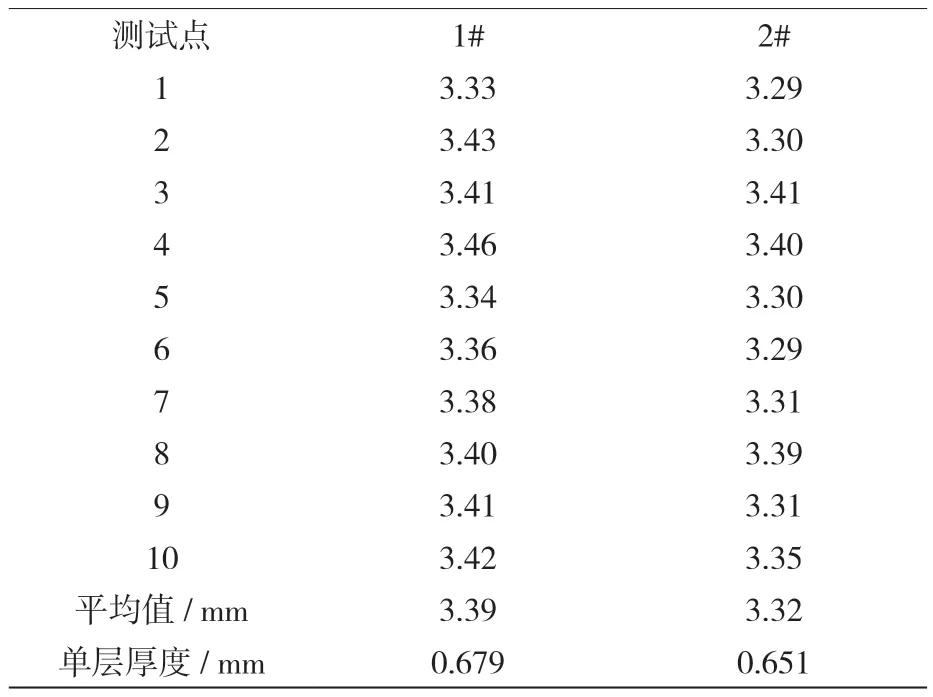
表5 1#样与2#样层合板厚度对比
4.6 层合板力学性能对比
4.6.1 试验方法
玻纤层合板的主要测试项目是纵向的拉伸性能,采用国标GB/T1447 《纤维增强塑料拉伸性能试验方法》,采用的测试设备是美国MTS公司生产的QT-25型电子拉力试验机。
4.6.2 力学性能
分别对这两种玻纤复合材料制作的复合材料进行纵向拉伸试验,结果如表6所示。
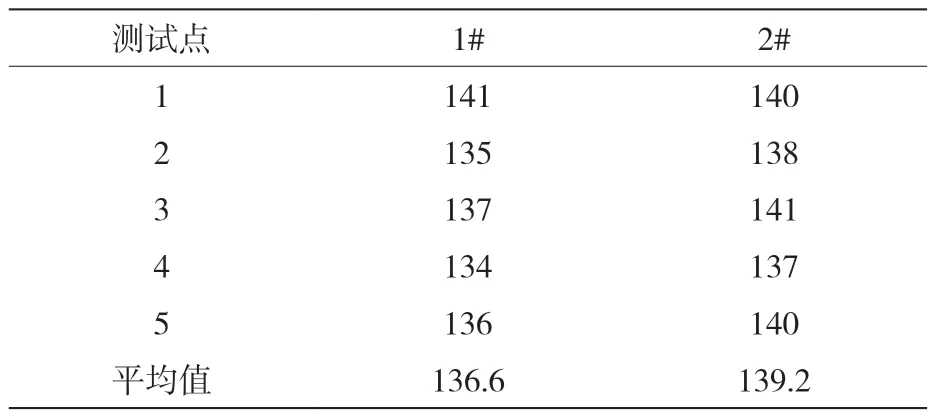
表6 纵向拉伸强力测试结果
由表6可以看出来,玻纤复合材料的纵向拉伸力学性能,1#样略低于2#样,玻纤真空灌注速度与玻纤层合板的厚度成负相关关系,灌注速度慢的玻纤层合板的孔隙率反而高,其力学性能反而低。
5 结论
本文通过引入Darcy定律,推导出玻纤增强材料的渗透率与树脂本身的黏度、玻纤织物的面密度克重、玻纤层合板厚度、玻纤层合板中的玻纤质量分数之间的函数关系式,其次通过控制变量法,保证两种不同工艺制备的玻纤增强材料的面密度克重、玻纤织物厚度相当的情况下,可得出以下主要结论:
(1)1#样的孔隙率高于2#样,1#样更有利于树脂在其中的流动,1#样层合板也较于2#样厚,进一步验证了灌注速度对层合板的厚度、孔隙率的影响。
(2)经分析,1#样的纱线线密度较2#样更细更密实,树脂流道较2#样更多,更有利于树脂在其中的流动。
(3)通过对Darcy定律的应用,更加充分地认识到在真空灌注中,树脂的浸润效果与材料本身的孔隙率有直接关系,对真空灌注体系的指导具有重要的意义。
