直接纱定长及线密度的影响因素
2022-11-26丁常胜薛艳卓
丁常胜,薛艳卓,李 帅
(泰山玻璃纤维邹城有限公司,邹城 273500)
0 前言
在一些FRP制造工艺中,对直接纱单卷长度、线密度及一致性有较高要求[1]。在目前直接纱的质量控制工作中,通常默认为重量合格的满筒纱具有规定的长度和线密度,通过分拣满筒纱与非满筒纱,以及在包装前控制内外去皮的重量或长度、检测内外层线密度来保证其具有规定的长度与线密度。
本文通过公式推导,阐明了满筒定长、线密度的影响因素,用公式表征出各种不同条件下的影响程度,并对一些普遍情况进行了计算和量化。
1 拉丝机头的转动速度
直接纱拉丝机依靠机头转动牵引漏板上流出的玻璃丝,以预期的、恒定的线速度将一束纤维拉伸至规定的线密度并卷绕成形状规则的筒状丝饼[2]。
当原丝线密度、漏板流量为确定值时,预期的牵引线速度为:

式中:
vx——纤维线速度,m/min
Q——漏板流量,g/min
tex——线密度,g/m
拉丝机通过控制机头旋转的速度来产生恒定的线速度,控制程序一般采用单位rpm(每分钟旋转的圈数)来规定机头的转速。纤维受机头转动牵引、排线梭子往复两种运动的共同作用在机头上缠绕[3]。每半个排线梭子往复周期(梭子从一端运行到另一端)中,纤维缠绕轨迹的展开平面如图1所示[4]:

图1 纤维卷绕路径图
Sj为丝饼外表面转动的长度、Ss为梭子运动的长度、Sx为纤维的缠绕轨迹的长度,则有:

式中:
r——丝饼外半径,m
x——卷绕比[5];
h——丝饼初始卷高,m
再根据体积公式:
式中:
r0——丝饼初始内半径,m
m——丝饼质量(仅玻璃丝的质量),g
ρ——丝饼密度,g/m3
t——丝饼卷绕时间,min
根据速度公式,可知:

式(10)为直接纱拉丝机机头转速公式,目前德国dietze+schell、日本SHIMADZU等直接纱拉丝机控制程序中均采用此函数来控制机头的转动。
2 定长的影响因素
2.1 实际漏板流量的影响
满筒丝饼中纤维定长为:

式中:
L——满筒丝饼中纤维的长度,m
T——满筒时间,min
理想状态下,漏板流量与拉丝机程序中设置的一致。但实际漏板流量不是一成不变的[6],当实际漏板流量变化后,机头转速与式(10)一致,但丝饼外径因实际流量而变化,使纤维的实际线速度变为:

式中:
Q'——变化后的漏板流量,g/min
满筒的实际纤维长度为:

可用软件计算各种流量下的长度,例如:
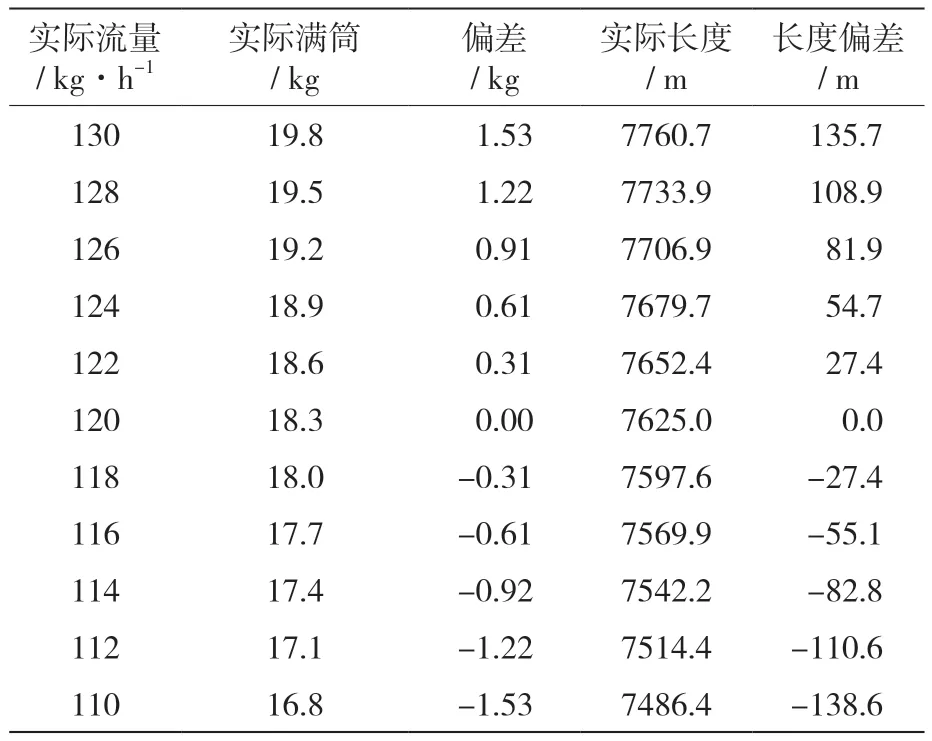
表1 实际流量与长度变化
2.2 拉丝机“密度”参数的影响
理想状态下,程序中设置的密度应当与丝饼实际密度保持一致,但实际生产中密度参数难免设置偏差[7],这时机头转速与式(10)一致,但丝饼外径因实际密度而与变化,使纤维的实际线速度变为:

式中:
ρ'——丝饼实际的密度,g/m3
满筒的实际纤维长度为:

可用软件计算各种密度下的长度,如表2所示:

表2 设置密度与长度变化
3 线密度的影响因素
3.1 实际漏板流量的影响
漏板实际流量与设置流量不一致时(其他条件一致),对线密度的影响如图2所示:

例如,设置流量120 kg/h时,2400 tex直接纱线密度变化如图2所示:

图2 线密度与实际流量的关系
漏板实际流量变化时,内外层线密度均会受到影响,实际流量的高低与线密度的高低成正比,且对内层线密度的影响大于对外层线密度的影响。
3.2 拉丝机“密度”参数的影响
当设置密度与实际密度不一致时(其他条件一致),对线密度的影响如下:

例如,实际密度为1.85 g/cm3,2400 tex直接纱密度变化如下:
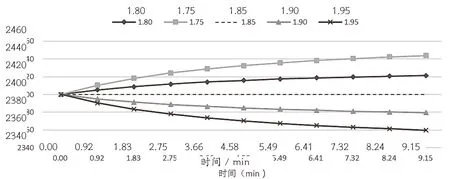
图3 线密度与设置密度的关系
设置密度与实际密度不一致时,不会影响最初始的线密度,随着拉丝时间增长影响逐步增大,外层线密度与设置密度呈反比。
4 结论
在直接纱生产工艺中,漏板流量及拉丝机密度参数的设置是拉丝定长及线密度的重要影响因素,要将设置值与实际值保持相同,才能保证定长和线密度的一致性。
