轴流风叶与电机定位配合可靠性分析与研究
2022-11-26付百强
付百强 曾 望
(珠海格力电器股份有限公司 珠海 519070)
引言
轴流风叶在旋转时,叶片主要受到离心力和由气流引起的气动载荷的作用[1],气流轴向进入风叶叶轮后,在旋转叶片的流道中沿着轴线方向流动,气体流量大但风压低[2]。在家用空调外机中轴流风叶与电机配合定位常采用两种方式,前端台阶定位以及后端卡簧定位。前端台阶定位主要依靠轴流风叶内部限位处与电机轴凸台进行限位,接触面积小,静摩擦力相对较小。后端卡簧定位是依靠电机卡簧与轴流风叶轮毂端面进行定位,接触面积较大,静摩擦力相对较大,详见图1。此两种定位主要取决于轴流风叶电机是否存在卡簧,随着电机技术的成熟及厂家降本增效,电机增加卡簧,除去增加卡簧片本身成本外,主要涉及电机轴上卡簧定位槽的加工成本,因定位槽加工精度高,报废率高,加工成本高。故前端定位结构在各空调厂家中应用较多,且已有多位学者进行研究。
本论文以实验室测试异常为例,见图1所示。对轴流风叶与电机前端定位配合结构磨损异响问题展开深入研究分析,以便锁定失效机理解决前端定位磨损异响问题。
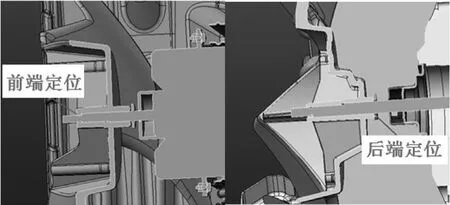
图1 轴流风叶与电机配合定位差异
1 现行产品试验异常现象
接可靠性实验室反馈,多台长期实验外机运行7~60天后出现类似“咔咔”异响,不合格比例36 %。现场检查异响为轴流风叶与电机配合处发出,异响稳定复现且在外机风机刚启动过程最为明显。手感轴流风叶与电机配合存在轻微晃动,使用退出力矩扳手实测风叶螺母紧固力矩无异常,螺母紧固无异常,排除生产过程风叶螺母未紧固到位问题。
核查三维,中间D面的间隙为4.1 mm,尾部断面的间隙为1.5 mm,轴流风叶与电机配合为前端台阶定位,见图2。对异响外机重新更换轴流风叶后异响消失,但长期运行7~60天后故障再次复现,结合此点综合考虑该故障非轴流风叶单因素引起,应为多因素临界叠加,且属于累积故障。因失效原因未能有效锁定,对生产造成较大影响,为保证产品质量,故对轴流风叶与电机配合异响原因展开深入的调查分析。
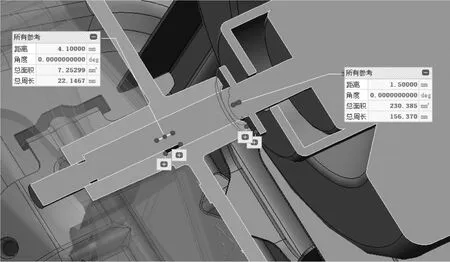
图2 故障样机轴流风叶与电机配合三维
2 故障件复核
对实验室多台异响外机解剖复核,拆除紧固螺母后发现,轴流风叶与螺母接触位置出现光亮磨痕,电机轴扁位D面边缘处、电机轴退刀槽端面处均存在光亮磨痕(见图3)。

图3 轴流风叶与螺母接触处磨痕、电机轴磨痕
对异响机器轴流风叶进行解剖,发现轴流风叶内部限位台处也出现明显磨损,且磨痕呈现阶梯状(见图4)。通过对比故障机轴流风叶、同批次库存风叶内部限位台特征差异,库存轴流风叶内部限位台无磨损且无阶梯状特征,机器实验刚上台时无异响,长期运行后才出现,可排除轴流风叶零部件限位台初始来料不良导致异常。
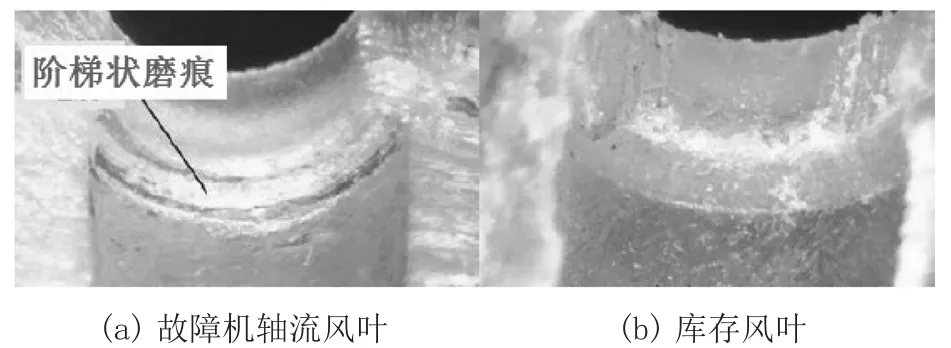
图4 故障机轴流风叶,库存风叶
3 异常原因理论分析
在实际运行时,需对风叶进行旋转约束,约束其轴向、径向及圆周向自由度[3,4]。结合电机轴与轴流风叶磨损特征,分析为轴流风叶内部限位与电机轴固定之间存在窜动导致磨损。但紧固螺母退出力矩正常紧固无松动,为锁定产生窜动的根本原因,进一步核查结构设计。异响机器为前端定位,轴流风叶与电机配合轴向由紧固螺母固定无晃动,圆周向主要依靠D面凸台限位,而当电机轴偏小或轴流风叶轴孔偏大时,轴流风叶与电机轴转动不再是一体结构(图5),尤其在电机启停或转速变化时,受惯性影响电机轴与轴流风叶切向速度差加大,会导致风叶与轴出现圆周向晃动,来回撞击导致磨损异常。

图5 室外机轴流风叶与电机固定结构
除去上述影响,前端定位结构关键影响可靠性的因素还有电机轴倒角、风叶内部定位凸台倒角。故在理论设计上,当电机转轴倒角尺寸≤0.5 mm*45 °时,轴流风叶限位与电机轴为面接触定位,见图6。风叶内部定位凸台在理论设计及模具出模上均需直角设计,不做倒角,如图7。当电机轴倒角过大或风叶内部定位凸台R角设计时,会导致轴流风叶限位边直接压在电机轴倒角斜面上,接触处由原本的面接触变为线接触,配合面积减小,见图8。在整机启动或电机变速时,电机作为动力源优先启动或变速来带动风叶转动或速度变化,两者传动上的时间速度差会在切向上形成了相对位移。当电机轴与轴流风叶限位处长期切向摩擦状态,将导致轴流风叶定位凸台磨损,也就出现了如故障风叶解剖后的阶梯状磨痕。磨损后两者配合间隙进一步放大,使风叶与电机在紧固螺母打紧情况下也存在轴向窜动发出“咔咔”噪音。
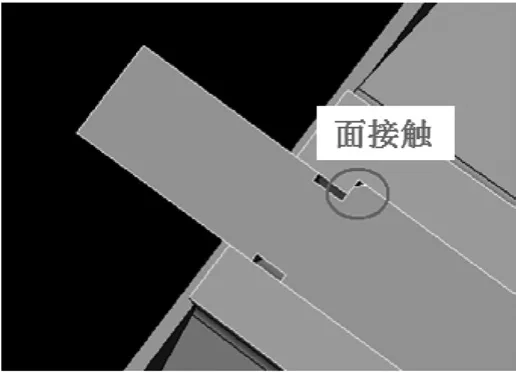
图6 前定位结构轴流风叶与电机轴面接触

图7 轴流风叶内部定位凸台直角设计
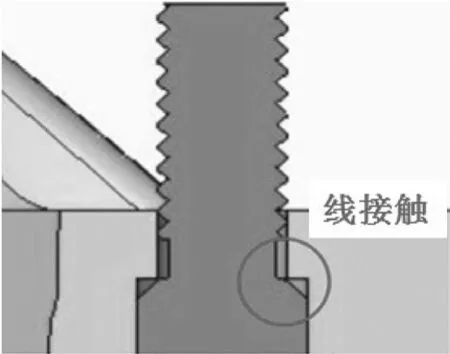
图8 电机轴倒角过大,轴流风叶与电机轴线接触
4 关键尺寸核查
针对轴流风叶与电机轴固定长期运转后存在窜动问题,组织实验样机、轴流风叶、电机关键尺寸数据、以及生产线体螺母紧固进行核查。
4.1 风叶轴孔与电机轴轴向配合尺寸符合性测试
为避免因电机轴尺寸、风叶轴孔尺寸来料不合格,电机轴偏小或轴流风叶轴孔偏大导致电机轴与轴流风叶圆周向配合松动[5],导致轴流风叶与电机轴转动不再是一体结构,尤其在电机启停或转速变化过程中,电机轴与轴流风叶切向速度差加大,风叶与轴出现来回撞击导致磨损异常。对风叶轴套和电机轴的尺寸进行排查,排查结果如表1、表2所示,风叶轴套和电机轴尺寸均满足设计图纸要求,上下极限尺寸验证装配无松动。

表1 轴流风叶关键位置实测数据(mm)

表2 电机轴关键位置实测数据(mm)
4.2 电机轴转轴倒角尺寸测量
前端台阶定位结构,在理论设计上,当电机转轴倒角尺寸≤0.5 mm*45 °时,轴流风叶限位与电机轴为面接触,检查发现实验故障机的电机转轴倒角均偏大,见图9,使用投影实测倒角均不满足图纸0.5 mm*45 °要求,导致轴流风叶限位边直接压在电机轴倒角斜面上,接触面积由原本的面接触变为线接触,配合面积减小。测试方式见图10,实测数据见表3。
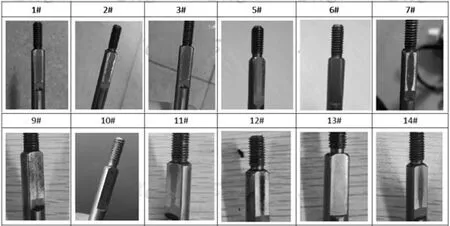
图9 故障机电机轴倒角

表3 故障样机电机倒角实测数据

图10 倒角投影测量方法
4.3 轴流风叶内部定位凸台核查
为保证轴流风叶与电机轴配合可靠性,风叶内部定位凸台在理论设计及模具出模上为直角设计,经核查各模具生产状态,发现物料状态不一,部分风叶内部定位凸台存在R角。同步与电机轴配合定位平台面存在斜面如图11,导致电机轴与轴流风叶内凸台斜面或R角配合,定位配合面积减小,轴流风叶运行不平稳,加速电机轴与风叶轴孔配合松动磨损,最终诱发噪音。

图11 轴流风叶内部定位凸台特征
5 实验验证
依据本次事件失效机理,当电机轴倒角过大、风叶内部定位凸台平面度不合格,或配合直角异常时,会导致接触面积由原本的面接触变为线接触,在电机频繁启动或升降转速容易出现电机轴与轴流风叶切向速度差[4],加速电机轴与风叶轴孔配合松动磨损问题,最终诱发噪音问题。前端台阶定位结构需从设计前端加大电机轴与轴流风叶定位凸台配合面余量,重点考虑电机轴倒角加工精度、轴流风叶定位凸台直角设计及模具出模保证,增加倒角、平面度等生产管控要求。
1)为此长期实验室安排12台外机,使用电机轴倒角尺寸、风叶轴孔尺寸满足图纸设计要求,风叶内部定位凸台直角设计的合格零部件进行电机频繁启动停止试验,每小时风机启停20次,每天480次,运转6月后检查风叶和电机轴均无磨损异常(图12),此实验证明只要电机轴倒角角度小,且风叶轴孔等尺寸符合设计要求,风叶内部定位凸台为直角设计,保证轴流风叶限位与电机轴为面接触时,前定位方式的整机不会出现失效产生噪音的问题。

图12 物料合格状态长期实验样机
2)考虑轴流风叶为注塑材料与电机轴配合后磨损较快问题,通过模内嵌件方式,使用钢材一体化出模在轴流风叶上增加钢材质前定位垫片,图13,优化结构设计,提升部分零部件生产管控余量,避免注塑件磨损问题。使用该优化方案进行电机频繁启动停止试验验证,每小时风机启停20次,每天480次,运转6月后检查风叶和电机轴均无磨损异常及异响问题。模内钢材嵌件一体化出模方案可优化解决上述问题,提升部分零部件生产管控余量。
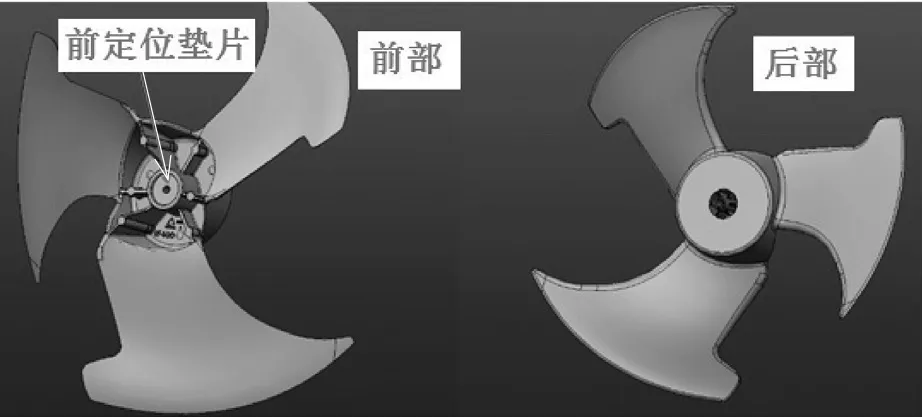
图13 轴流风叶前定位垫片钢材一体化出模设计
6 结论
针对空调外机轴流风叶与电机前端定位配合结构磨损异响问题,经过结构受力理论分析为轴流风叶与电机轴固定之间存在轴向窜动,导致电机轴扁位D面、电机轴退刀槽端面、及轴流风叶内部限位台处出现明显磨损,从而产生异常噪音。经实物及实验验证锁定根本异常原因为:电机轴倒角过大、风叶内部定位凸台平面度不合格导致接触面积由原本的面接触变为线接触,在整机启动或电机变速时,电机轴与轴流风叶限位处长期切向摩擦状态,长期实验后会加剧磨损产生轴向窜动,诱发外机噪音问题。
前端台阶定位结构可靠性可从设计前端加大电机轴与轴流风叶定位凸台配合面余量,即增大配合面积上进行优化。在设计上需重点考虑电机轴倒角加工精度、轴流风叶定位凸台直角设计及模具出模保证。在生产过程需增加倒角、平面度、尺寸等管控要求,落实生产物料合格性管控。同步针对前端定位零部件容差率小问题,可考虑通过模内嵌件方式,在轴流风叶定位凸台面使用钢材一体化出模,优化结构设计,提升部分零部件生产管控余量,解决注塑件磨损问题。