某型熨斗隔热壳注塑模具设计
2022-11-25符书豪
符书豪,杨 炫
(贵州航天天马机电科技有限公司,贵州 遵义 563000)
1 绪论
注塑成型工艺指在一定温度下将粘合成流体的弹性塑胶塑料在高速及高压的条件下注入到注塑模具中成型的一种加工工艺[1],由于其具有成型塑件尺寸小和精度高、可用于成型复杂不同类型的塑件及成型效率高等优点[2],该技术已成为塑料加工成型的重要加工方法。
注塑模具是注塑成型工艺的重要工具,流体塑料被注射进模具中并在其中成型,不合理的模具将会导致塑件成型后出现各种缺陷,从而致使塑件报废,进而增加成本[3-7]。熨斗隔热壳是熨斗上的重要部件,在熨斗行业占有重要的地位,本研究以某型熨斗隔热壳为研究对象,对其注塑模具进行设计,旨在解决成型合格率问题,为熨斗隔热壳的生产制造提供一定的参考价值。
2 产品结构分析
图1为熨斗隔热壳产品的三维模型,该产品结构复杂,轮廓尺寸为190 mm×150 mm×55 mm,整体呈现凸起结构,正面及背面存在多处孔洞及卡扣,尾侧存在凹陷结构,成型具有较大的难度。

图1 产品三维模型
图2为产品的壁厚分析图,最大壁厚为4 mm,处于正面凸起与上平面连接处、尾部平面,平均壁厚为2 mm,产品材料为PP材质,要求生产出来的塑料产品表面平整光滑,没有翘曲、皱折和裂纹等缺陷,同时要防止产生熔接痕。
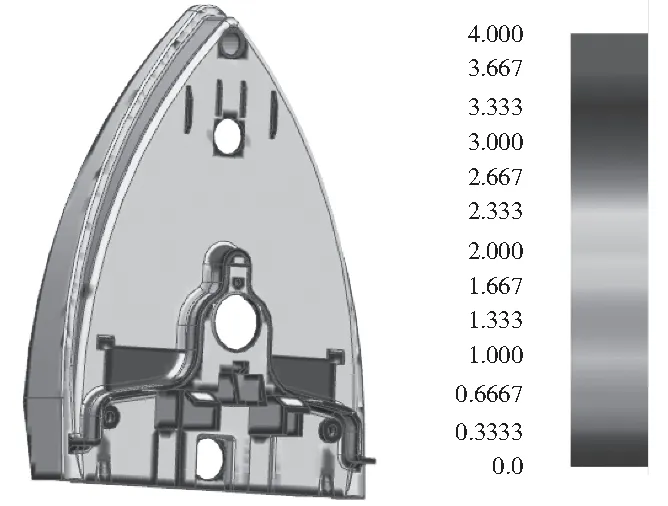
图2 产品壁厚分析
注塑模具的分型面一般设置在塑件的最大轮廓处,该产品的最大轮廓处于下底面,为简化模具结构,将分型面设置在产品的最大轮廓上端,如图3(a)所示,分型面上方为定模部分,下侧为动模部分。考虑到模具的整体尺寸以及生产效率,模具采用一模两腔的结构形式,考虑到模具的温度及熔料的压力平衡,塑件呈中心对称,布置结构如图3(b)所示。

图3 模具结构示意图
3 模具结构设计
3.1 浇注系统的设计
注塑模浇注系统是指注射机喷嘴到型腔之间的进料通道,其中包括主流道、分流道、浇口和冷料穴。根据产品的结构,主流道选用浇口套式主流道,分流道选用圆形流道,浇口选用潜伏式浇口。
主流道长度L由模具结构决定,初选为156 mm,小端直径d1一般比注射机喷嘴大1 mm左右,取3.5 mm,主流道拔模斜度为2°,则大端直径d2为9 mm,尾端设置冷料穴,分流道直径设置为8 mm。浇口选用推切式潜伏浇口,其中浇口直径为1.5 mm,进浇角度为45°。
3.2 成型零件的设计
在注塑模中,凸模、凹模一般是分别装在模具的定模、动模上。凸模是形成塑料件的内表面,凹模主要对塑料件的外轮廓成型,合模后,由凹、凸模一起形成模具型腔。凸模的径向尺寸设计公式:
l=[(1+K)l1+3/4Δ]-δz
(1)
凸模的高度尺寸设计公式:
h=[(1+K)hs+2/3Δ]-δz
(2)
(3)
凹模的轮廓尺寸设计公式:
L=[L1(1+K)-3/4Δ]+δc
(4)
凹模深度尺寸计算公式:
H=[(1+K)Hs-2/3Δ]+δ
(5)
其中,hs—深度方向的公称尺寸;l1—径向公称尺寸;Δ—尺寸公差;K—平均收缩率;δ—注塑模具磨损量;δz—注塑模具制造工差;L1—塑件的对应尺寸。


图4 成型零件装配示意图
3.3 抽芯机构的设计
由于产品后侧存在与开模方向不一致的凹槽及孔洞,故需设置抽芯机构成型此部位,抽芯机构采用斜销抽芯机构。
首先需确定抽芯距离,抽芯距离一般要大于塑件侧孔距离2~3 mm,本产品最大孔距为39 mm,抽芯距离S设计为42 mm。接着对抽芯力进行计算,抽芯力的计算公式为:
F=APμ1
(6)
式中,F为抽芯力(N),A为包络型芯的面积(mm3),P为塑件收缩对型芯单位面积的正压力(MPa),μ1为摩擦系数。
测量A为4535.293 mm3,取μ1为0.2,P取10 MPa,则F为9071 N。斜销的工作直径的大小取决于斜销所受弯曲力的大小。为方便计算,把斜销所受最大弯曲力集中在抽芯力的几何中心处,斜销最小工作直径的计算公式如下:
(7)
式中,d—斜销工作直径,mm;F—抽芯力,N;H—有效开模行程,m;[σ]w—抗弯强度,MPa,一般取300 MPa;α—斜销斜角,°。
斜角取18°,计算得斜销最小直径为32.1 mm,取35 mm的斜销,斜销长度240 mm,采用滑块抽芯,滑块连接着型芯,并在斜销的驱动下实现侧分型动作。在设计滑块时应考虑它的结构形式、导槽形式、楔紧及定位装置等。设计的斜销抽芯机构结构示意图如图5所示。

图5 斜销抽芯机构示意图
3.4 推出复位机构的设计
本产品不存在旋转结构,只需采用直线推出,推出距离取40 mm。推出元件采用推杆,由于推出面为斜面,所以在推杆的杯头切去一部分圆弧,从而使得推杆固定在推杆固定板上不得旋转,在塑件内底面均匀设置10支推杆,推杆直径设置为8 mm,推杆长度按需取值。
复位机构多采用复位杆复位方式,它结构简单、便于加工、动作可靠稳定,它与推出元件同时安装在推杆固定板上,合模过程中,在定模板与分型面的作用下带动推出机构进行复位。复位杆需均匀布置,本研究将复位杆均匀布置在推杆固定板四角,共计4支,截面直径为30 mm,长度为207 mm。
3.5 冷却系统的设计
冷却系统能够保证模具有一个比较合理的温度场和加快塑件冷却提高效率等优点,在中大型注塑模具中是不可欠缺的结构。本文采用水冷方式的冷却系统,该方式具有冷却效果好、成本低等优点,水道直径通常设置为6~14 mm,本文选用6 mm,分别在定模镶块、动模镶块内部设计了冷却水道。
4 模具整体结构及工作过程
4.1 模具整体结构
模具的整体装配即将所有设计的各部分结构系统装入到模架中,模架选用了大水口的二板模,采用UG三维软件进行模具的整体装配,设计完成的模具装配图如图6所示,图6(a)为动模部分的装配图,图6(b)为定模部分的装配图。二维图如图7所示。
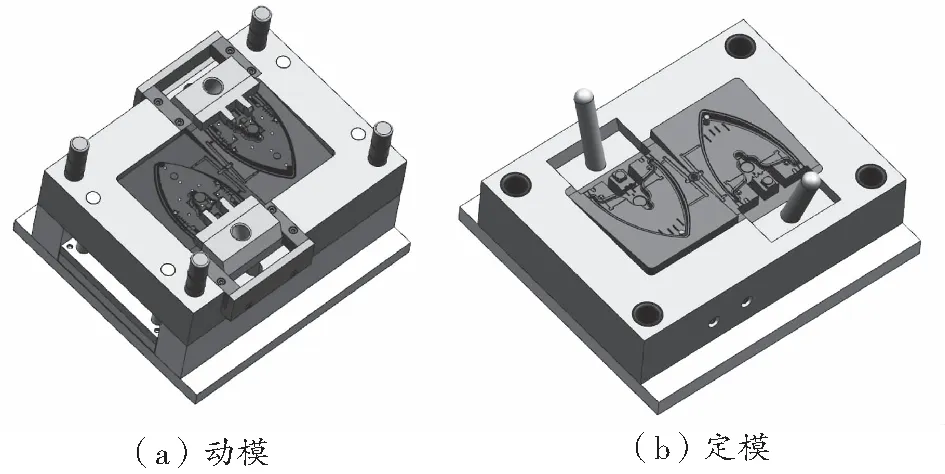
图6 模具装配图

图7 模具二维图
4.2 工作过程
注塑模具可分为两大部分,即定模部分及动模部分,定模部分主要由定模座板、定模板、定模镶块、斜导柱、导套、定位圈及浇口套组成,剩余部分则为动模部分,定模部分固定在注塑机的喷嘴位置,不能移动,而动模部分固定在注塑机的移动座上,可随移动座进行移动,首先移动座带动动模部分逐渐与定模部分合拢,其中推出机构逐渐复位,待模具完全合拢后,注塑机喷嘴将流体塑料喷入到模具中,带塑件在型腔中完全凝固后,注塑机移动板又带动动模部分开模,塑件由于张紧力会留在动模型腔内,接着推杆将塑件顶出,最后对模具进行清洗喷漆处理,进行下一循环。
5 结论
本研究以熨斗隔热壳为研究对象,首先在充分分析其结构尺寸的基础上,确定了注塑模具采用一模两腔的型腔布局结构,然后对模具的浇注系统、成型零件、抽芯机构、推出机构及冷却水道进行了设计计算,最后完成了模具的整体装配及工作原理的阐述。本文设计的模具能够有效地解决产品合格率的问题,对熨斗隔热壳的生产制造具有一定的参考价值。
