航空发动机整体叶盘的五轴数控加工工艺研究
2022-11-24江荧,江睿,董铭
江 荧,江 睿,董 铭
(1.芜湖职业技术学院 智能制造学院,安徽 芜湖 241006;2.中国航发湖南动力机械研究所,湖南 株洲 430070)
0 引言
整体叶盘作为航空发动机上的核心零部件,其加工质量直接影响空气动力性能、机械效率以及运转平稳性。在整体叶盘的加工专用软件开发、加工工艺研究与应用技术方面,国内距国际先进水平尚有差距[1],尤其在窄槽道、小轮毂比高性能、高精度整体叶盘仍存在制造水平与加工效率低的问题。进一步研究高性能整体叶盘的加工技术就显得相当重要,是航空制造行业中的重要课题。笔者利用二次开发的Cimatron软件整体叶盘的加工工艺进行研究,分析航发整体叶盘常用材料的加工工艺特点、整体叶盘加工工艺规范、数控加工工艺与编程方法,并通过具体案例总结出五轴点位钻孔、3+2五轴定位型腔铣相结合的叶盘槽道粗加工策略及叶盘五轴加工时刀轴矢量控制方法等,以期为工程实际应用提供参考。
1 整体叶盘典型材料的加工工艺分析
由于叶盘工作在高温、高压的气体介质中,受到气体冲刷、离心力以及复合振动等性质的交变应力作用,因此其材料必须具有质轻、高强度、高耐疲劳性以及耐腐蚀性等综合性能。叶盘材料从而呈现了复杂的难加工特性,也导致了加工后的叶盘尺寸精度和粗糙度难以保证。下面将先从常见的叶盘加工材料:不锈钢、钛合金和铝合金三种材料来探讨整体叶盘材料的加工特性以及加工工艺规范。
1.1 不锈钢
1.1.1 不锈钢材料特点及加工特性
不锈钢具有良好的耐腐蚀性和抗氧化性;其线膨胀系数约为碳素钢的1.5倍,易产生热变形而影响加工精度;加工硬化性强,切削力大,切削温度高,刀具磨损大;切屑与刀具粘结现象严重,容易造成刀具表面剥落,容易形成积屑瘤,使已加工表面粗糙度增大;切屑不易卷曲和折断,容易形成切削堵塞现象,挤坏和划伤已加工表面,增大表面粗糙度,甚至崩坏刀刃。
1.1.2 加工措施
(1)采用较大前角和较大后角,前角一般为12 °~30 °,后角一般为8 °~10 °,以减小切削变形及后刀面的摩擦,封闭容屑刀具应增大容屑空间;
(2)采用冷却、润滑和抗粘结性好的切削液。应选用含S、CL等极压添加剂的乳化液,硫化油和四氯化碳,煤油和油酸混合液等切削液[2];
(3)切削深度和进给量不宜过小。宜采用较慢或极低的切削速度,避免产生积屑。其主要加工工艺参数见表1。
1.2 钛合金
1.2.1 钛合金材料特点及加工特性
钛合金具有强度高、中温性能好、耐腐蚀、热导率低与化学活性高等特点;切削加工时刀尖温升快,易于磨损,粘刀现象严重;可进行磨削加工,但因被磨表面易于加工硬化,磨削加工性较差,容易产生烧伤、波纹和挤裂[2]。
1.2.2 钛合金加工措施
(1)刀具材料宜采用碳化钨类而不要采用碳化钛类的硬质合金;
(2)刀具前角为5 °~8 °,后角为10 °~15 °;
(3)磨轮材料宜选用绿色碳化硅;
(4)切削液应选用极压添加剂水溶性或极压乳化剂切削液;
(5)切削速度应比一般切削钢低,切削深度和走刀量要适当加大。其主要加工工艺参数见表2。

表1 不锈钢整体叶盘主要加工工艺参数

表2 钛合金整体叶盘主要加工工艺参数
1.3 铝合金
1.3.1 铝合金材料特点及加工特性
铝是一种密度小、塑性高、化学稳定性好的金属;与钢铁相比,具有比强度和比刚度高特点;易于成型、切削性能好、成本低和耐腐。整体叶盘一般采用锻造铝合金,具有较好的机械加工性能,但加工时容易产生变形而影响加工精度,应特别注意装卡力、切削力以及热变形的控制。
1.3.2 铝合金加工措施
(1)为了较好地控制铝合金在加工中的变形,一般可采用增加装夹工艺延长段,提高零件的装夹刚性,以及增加中间稳定热处理的辅助工序,采用深冷稳定热处理后再进行精加工,控制零件变形;
(2)铝合金具有良好的切削性能,加工时可以选择较大的切削速度、切削进给量和切削深度。其主要加工工艺参数见表3。
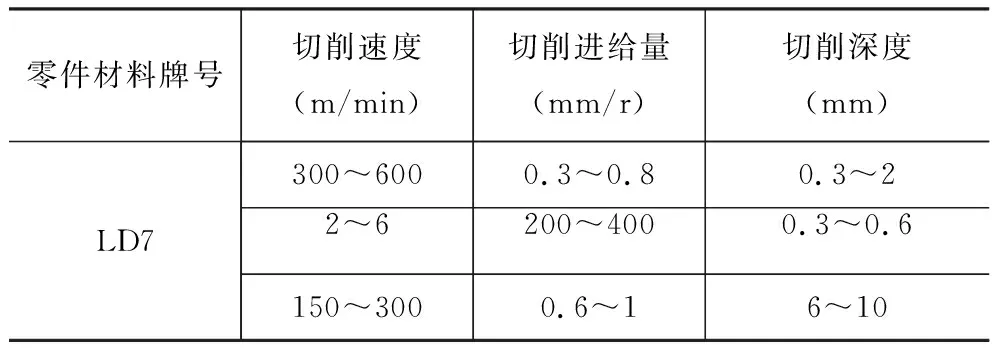
表3 铝合金整体叶盘主要加工工艺参数
2 整体叶盘机械加工工艺路线
在深入了解材料特性的基础上,结合高性能整体叶盘的产品结构特点与各项性能指标,制定出如下所示的工艺路线。
2.1 基本工艺路线
备料→理化检验→粗车→热处理→理化检验→数控车→万能磨→平磨→精镗→钳→插齿→钳→数控车→检验→五轴加工→计量→抛光→计量→数控车→动平衡→检验
2.2 数控铣削工艺路线
槽道(型腔)粗加工→轮毂粗加工→叶片型面粗加工→叶片型面精加工→轮毂精加工→轮毂根部清根→叶片圆角清根
3 整体叶盘数控加工工艺与编程方法
由于叶盘叶型曲面空间扭曲,且三轴加工中心的刀具相对于工件位姿角不变,因此,加工整体叶盘的数控机床多采用具有四、五轴联动的数控机床。其运动坐标包括3个移动坐标轴X、Y、Z和2个转动坐标轴A、C或B、C。五轴数控加工编程相对于三轴机床编程来说,除了需要考虑直线运动编程,还需要协调旋转运动编制数控程序。其编程结果取决于工程技术人员的编程技能和方法,不同技能和方法所编制的加工程序精度也有很大区别。编程过程中,刀具轴方位、刀具空间和刀尖点位三者需要相互协调、精准控制,才能使刀具加工到叶盘的每个角落。并且因为叶型面空间扭曲范围大,流道相对又比较窄,编程时刀具在叶片流道内摆动角度需更合理,否则容易造成叶盘过切,无法获得光顺的刀路。
3.1 总体方案设计
整体叶盘的毛坯采用锻件,然后利用车削加工成叶盘回转体的相似外形,再利用五轴数控加工中心加工轮毂和叶型。这种方式加工出来的叶盘相对锻接法、整体锻造法、焊接法加工的叶盘能够更好地满足叶盘产品的强度和刚度要求,叶型曲面加工误差小,动平衡实验时更易调整。加工制造时基本原则应满足:正确选择工件坐标系原点,根据零件形状和大小合理设计夹,选用适宜的机床、刀具,确定加工刀路。
3.2 整体叶盘加工编程方法及步骤
无论是专用软件还是通用软件,可对叶盘进行加工编程的软件有很多。选用基于二次开发的Cimatron软件,应用于零件数控加工编程流程如图1所示,整个设计过程包括核心的三个方面:一是切削刀具设计与加工程式的总体规划;二是选择切削方式、确定切削参数、生成刀具轨迹并进行优化;三是根据不同系统进行后置处理。任何一个方面有缺陷都将直接影响加工质量与加工效率[3]。
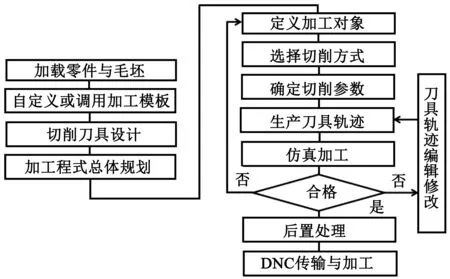
图1 零件数控加工的数控编程流程图
3.3 加工策略
3.3.1 整体叶盘槽粗加工策略
叶盘槽粗加工以满足加工效率为基本原则,采用五轴点位钻孔与3+2五轴定位型腔铣的方法。五轴点位钻孔为后续加工准备引刀空间,使叶盘在加工时可以从开敞区导引进行加工。这一工作必须采用切削仿真,使刀轴矢量在叶盘槽道间得到合理优化。利用数控机床转动轴的定向功能实现五轴点位钻孔,五轴点位钻孔需注意几点要求:(1)钻孔不能过切叶片、轮毂;(2)避免钻孔重叠而导致钻头偏向;(3)最大可能的切除叶盘槽的加工余量。
如果采用型腔铣策略加工叶盘槽道,则应注意加工步骤的衔接。衔接技术采用基于残留模型的加工方法[4],利用切削仿真为下一加工步骤准备模型。此外,叶盘槽的加工顺序也很重要,要充分考虑排屑要求。五轴点位钻孔与五轴定位型腔铣都是最常见的叶盘槽粗加工方法,相比较而言,五轴定位型腔铣的效率更高,实际加工中,可采取两者相结合的方式进行。
3.3.2 整体叶盘五轴加工时刀轴矢量控制
由于叶型空间扭曲,刀具需要在叶盘槽的通道内合理摆动,才能使刀具尽可能地接近叶片的叶盆与叶背两侧面,不要过切叶盘其余结构,避免与相邻叶片发生干涉,尽可能减少加工区域与检查面之间的残留余量。这一过程需要利用叶盘加工切削仿真发现干涉和碰撞现象,不断修改,优化刀轴矢量控制参数,直至满足要求。切削仿真是叶盘加工编程过程中最繁琐的工作,也是叶盘加工时不可缺少的环节。刀轴矢量控制的基本原则是:避免刀轴矢量的突变,保证刀轴矢量平滑变化。
4 加工实例编程介绍
以航发整体叶盘为例,介绍编程加工的工艺方法。
4.1 零件结构示意图
本文以整体叶盘为例讨论其编程过程。零件结构示意图见图2所示,该叶盘叶尖外圆及轮毂采用了圆锥面,叶片总数量47片,叶片间最小距离12.8 m,叶片最大厚度0.8 mm,最小厚度0.2 mm,叶片高度45 mm,叶片根部圆角半径为R2。叶型为自由曲面,叶片空间扭曲、流道狭小,叶片前缘处前倾,加工难度高,容易产生干涉。零件采用X、Y、Z、A、C五轴联动的数控机床加工。
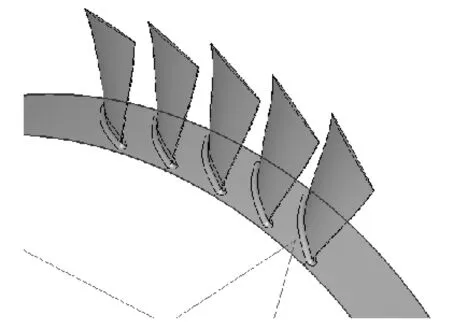
图2 零件结构示意图
4.2 槽道(型腔)粗加工
粗加工基本原则:在加工空间允许的前提下,尽量选用较大直径的刀具加工,提高加工效率和刀具强度,减少刀具在加工时产生断刀的现象。分别选用ø10、 ø8圆柱铣刀进行型腔粗、半精加工,加工出叶片的基本形状。采用3+2五轴定位方式加工,A、C轴分别为90°、 0 °的位置,保证零件表面具有0.5 mm精加工余量的前提下,尽量去除零件表面余量,为后续加工提供更大的刀轴调整空间,如图3所示。
4.3 轮毂粗加工
由于前面工步采用的是3+2的五轴定位加工方式,叶片叶盆表面残余余量不均匀,为避免后续加工的干涉,同时提高后续加工过程中的平稳性,需进一步进行光顺加工。修整轮毂部分的残余量,使轮毂部分各处余量尽量均匀,为叶片精加工做准备。选用ø8圆柱球铣刀,采用五轴联动的加工方法。如图4所示。
4.4 叶片型面粗加工
均匀叶片表面余量,为精加工叶型做准备。选用ø8圆柱球铣刀,采用五轴联动的加工方法。如图5所示。
4.5 叶片型面精加工
通过前面的粗加工,叶片的叶盆、叶背的大部分材料已经去除,叶片基本形状已经成型,可以进入叶片的精加工准备阶段。加工方案及选用刀具与叶片粗加工相同,调整加工步距。如图6所示。
4.6 轮毂精加工
加工方案、选用刀具与轮毂部分粗加工相同。如图7所示。
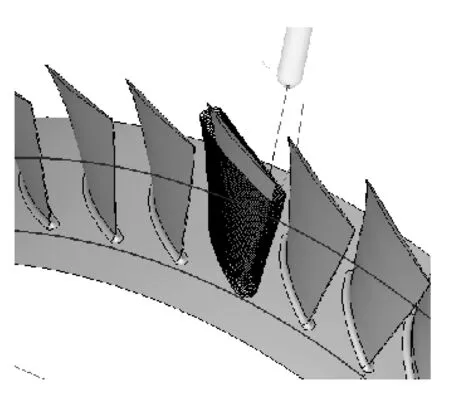
图6 叶片型面精加工
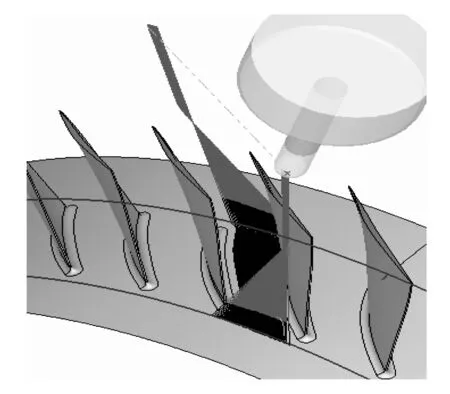
图7 轮毂精加工
4.7 轮毂清根
由于设计叶片根部为R2,所以需要进行根部圆角精加工。选用刀头半径R2,圆锥角4度的圆锥球头刀,采用五轴联动的方法加工。如图8所示。
4.8 叶片圆角清根
选用刀头半径R2,圆锥角4度的圆锥球头刀,采用五轴联动的方法加工。如图9所示。
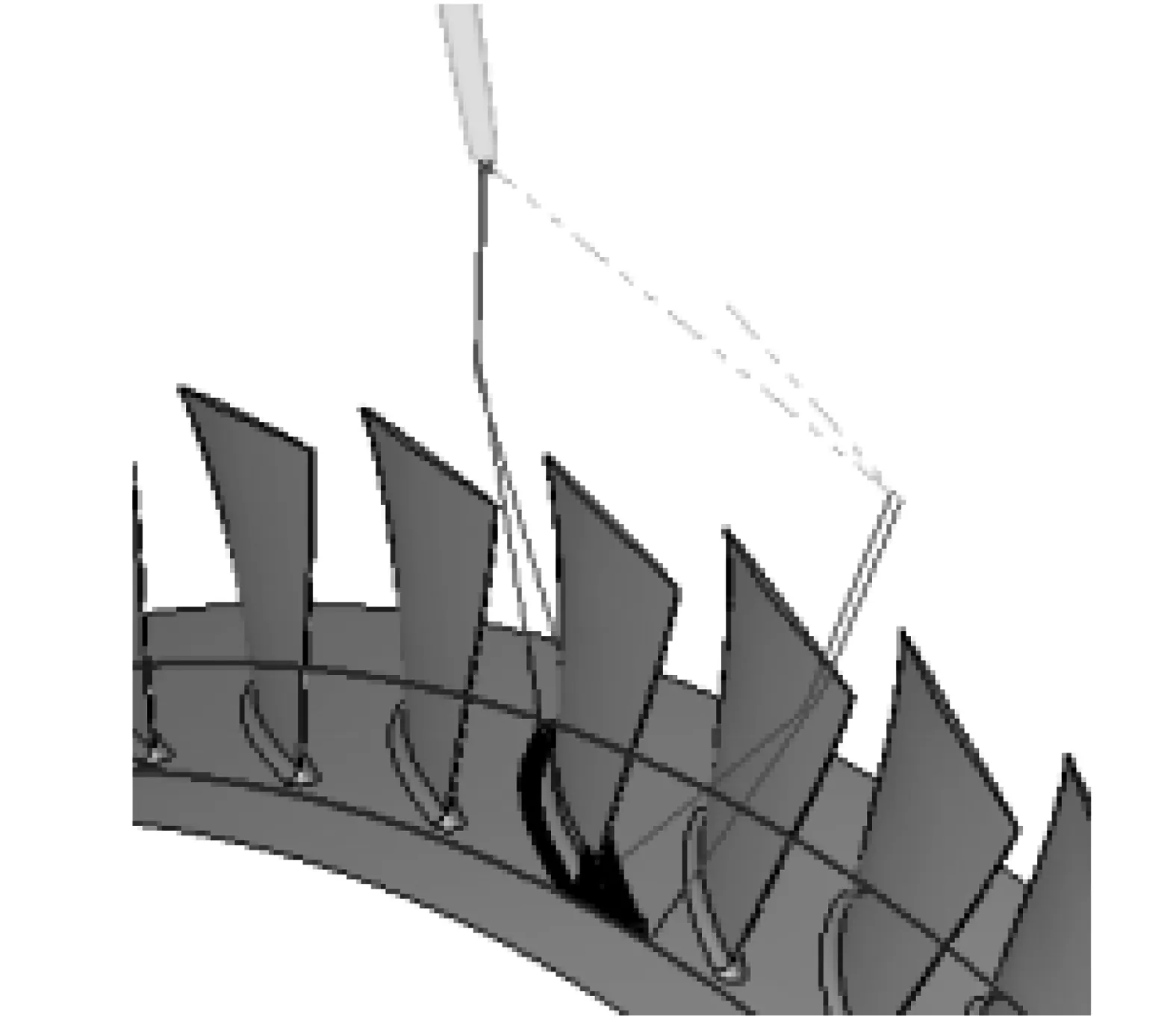
图8 轮毂清根
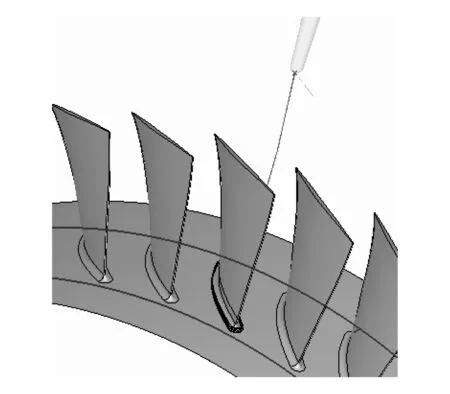
图9 叶片圆角清根
5 结论
基于Cimatron整体叶盘的五轴数控加工涉及材料科学、金属切削技术、产品三维造型技术、仿真加工技术、刀位计算技术与后置处理技术等领域。本文通过分析和总结航发整体叶盘常用的不锈钢、钛合金和铝合金等三种材料的特性、加工特点、加工工艺规范与措施,结合高性能整体叶盘的产品结构特点与高性能要求的各项指标,形成了实证可行的工艺路线。同时,基于Cimatron对五轴数控加工工艺与编程方法,采用五轴点位钻孔、3+2五轴定位型腔铣相结合的叶盘槽道加工策略以及合理的刀轴矢量控制方法等在具体实施案例中进行数据采集分析,达到了理想的预期效果,为工程实际应用提供借鉴与参考。