高镁铝合金搅拌摩擦交叉焊接头微观组织与力学性能
2022-11-23林志成赵运强闫德俊刘莉董春林
林志成,赵运强,闫德俊,刘莉,董春林
(1.广东省科学院中乌焊接研究所,广东省现代焊接技术重点实验室,广州, 510650;2.广东省机器人数字化智能制造技术企业重点实验室,广州, 510535;3.中船黄埔文冲船舶有限公司,广州, 510715)
0 序言
Al-Mg 合金以其优良的耐腐蚀性被广泛应用于船舶制造中[1-2].新一代高镁铝合金(Mg 含量大于5%)强度更高,耐蚀性更好,在新一代铝合金舰船制造中具有重大应用潜力[3-5].目前对于新一代高镁铝合金焊接方式的研究主要集中在传统熔化焊,焊后接头易产生变形和气孔等缺陷[6].搅拌摩擦焊(friction stir welding,FSW) 作为新型固相焊接技术在铝合金焊接应用中愈发广泛[7-9].对于铝合金船舶壁板等大型构件,FSW 与FSW 的交叉焊接(FSW/FSW)是实现其拼接制造必要技术手段.目前,已有学者针对高镁铝合金搅拌摩擦焊接工艺及微观组织性能等方面进行了研究[10].但对于新一代高镁铝合金FSW/FSW 的报道相对较少,在船舶等中大型壁板拼接应用过程中缺乏试验基础.基于此,文中采用搅拌摩擦焊接技术对新一代高镁铝合金进行交叉焊接,对交叉焊接头的宏观及微观组织、硬度、抗拉强度及疲劳性能进行测试分析,研究结果将为新一代高镁铝合金大板拼接等工程化应用提供理论以及技术支撑.
1 试验方法
试验采用200 mm × 100 mm × 4 mm 轧制态新一代高镁铝合金板材,化学成分如表1 所示.焊接前将待焊板材的表面及对接面进行打磨,并用无水乙醇擦拭,从而去除氧化膜和油污等杂质.搅拌工具采用直径12 mm 的同心环形貌轴肩,3.8 mm 的螺纹锥状形貌搅拌针.试验设备采用大型重载龙门式搅拌摩擦焊设备(FSW-D-5020-10T-2D),可精准实现对焊接过程中的精准力-位控制.

表1 新一代高镁铝合金化学成分(质量分数,%)Table 1 Chemical composition of new generation high-magnesium aluminum alloy
焊接过程采用恒位移控制,压深0.05 mm,固定倾角2.5°,焊接速度200 mm/min,转速800 r/min.采用显微维氏硬度计在FSW/FSW 接头横截面上测试显微硬度分布,试验载荷为300 g,加载时间为10 s.参照GB/T 16865—2013 标准进行拉伸试验,参照GB/T 3075—2008 标准进行疲劳试验,应力比0.1,频率30 Hz,FSW/FSW 接头拉伸及疲劳样品几何尺寸图如图1 所示,在室温条件下进行.拉伸和疲劳试验前,焊缝铣平,样品依次经过200 号和600 号砂纸打磨去除毛边.FSW 和FSW/FSW 接头金相经简单机械抛光后采用电解抛光,抛光液为10% 高氯酸+90% 无水乙醇(体积分数),冷却至−20~−30 ℃之间,电压27 V,电解时间12~20 s.电解抛光后进行阳极覆膜,溶液为2.5%(体积分数)氟硼酸水溶液,溶液冷却至−20~−30 ℃,电压27 V,时间2~3 min,采用光学显微镜(OM)对接头微观组织进行观察.采用扫描电子显微镜(SEM) 对拉伸及疲劳断口进行观察.

图1 FSW/FSW 接头拉伸及疲劳样品几何形状(mm)Fig.1 The geometry of tensile and fatigue samples of FSW/FSW joints
2 试验结果与分析
2.1 接头宏观特征与微观组织
2.1.1 接头宏观特征
图2 为同一参数下FSW 接头和FSW/FSW 接头横截面宏观形貌图,FSW/FSW 是在第一道沿工件纵向FSW 焊缝基础上进行横向FSW 焊接,FSW/FSW 接头取样部分为拉伸及疲劳试样中间位置宽度方向.图2a FSW 接头与图2b FSW/FSW 接头无孔洞和“S”线缺陷.FSW 接头焊缝组织主要分为四个区,即搅拌区(SZ)、热机影响区(TMAZ)、热影响区(HAZ) 和母材(BM).FSW/FSW 接头不同于FSW 接头有一个首次搅拌区(1st-SZ),位于FSW/FSW 接头横截面左右两侧,为纵向FSW 接头的SZ 位置.由于轴肩和搅拌针的作用区域不同,FSW 接头与FSW/FSW 接头SZ 均呈现上宽下窄的漏斗形状.SZ 下方受搅拌针作用,SZ 上方受轴肩作用,SZ 下方清晰可见“洋葱环”形貌,图2a“洋葱环”形貌在图2b 1st-SZ 呈现自下而上的流线形貌.SZ 两侧分别为TMAZ,靠近AS 侧TMAZ 与SZ 的分界明显,靠近RS 侧TMAZ 与SZ 分界不明显.分析认为,1st-SZ 经横向FSW后,仍具备FSW 的典型宏观外貌,1st-SZ 晶粒在搅拌针作用下塑性变形大,流动性强,形成FSW/FSW 接头SZ.外围1st-SZ 受搅拌针作用相对较小,塑性变形及流动性不足,造成界面差异.靠近AS 端塑性体速度差异较大,过渡区域窄,界面明显,靠近RS 端所受应变较大,过渡区域较宽,过渡相较平滑,分界相对模糊.FSW 接头中TMAZ 与BM 之间为HAZ,FSW/FSW接头中TMAZ 与1st-SZ 之间为HAZ.
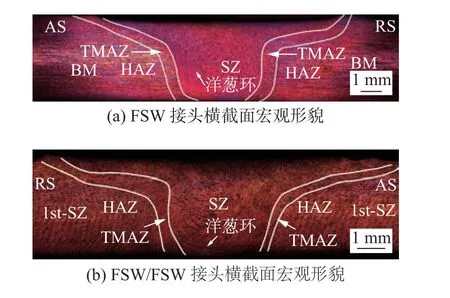
图2 FSW 与FSW/FSW 接头横截面形貌Fig.2 Cross-sections of FSW and FSW/FSW joints.(a) Cross-section of FSW joint;(b) Cross-section of FSW/FSW joint
2.1.2 接头微观组织
图3 给出了FSW 各区微观组织图.如图3a 所示,FSW 的BM 晶粒呈长条状.如图3b 和图3c 所示,TMAZ 晶粒有明显的方向性.如图3d 所示,SZ晶粒形貌为细小等轴晶.由于在搅拌摩擦焊过程中轴肩和搅拌针对焊缝各区域的机械搅拌和热输入情况不同,造成了搅拌摩擦焊各区域晶粒形态不同.靠近SZ 的组织受搅拌针作用,塑性变形强烈,动态再结晶后晶粒细化,呈现出等轴晶的形貌[11].HAZ 的组织相较于BM 组织出现粗化现象,与焊接热循环影响下的回复反应有关.

图3 FSW 各区微观组织Fig.3 Microstructure of joints by FSW.(a) BM;(b) RSTMAZ;(c) AS-TMAZ;(d) SZ
图4 给出了FSW/FSW 接头的各区微观组织图,在FSW/FSW 接头的1st-SZ,如图4a中,在第一道纵向搅拌摩擦焊的搅拌针搅拌作用的影响下,经历高温热循环后,晶粒发生了动态再结晶的过程,在搅拌针的作用下从新一代高镁铝合金母材的拉长纤维状组织转变为细小等轴晶组织,部分区域有明显“流线”形貌,是FSW 接头SZ 内“洋葱环”形貌的纵抛面体现.FSW/FSW 的TMAZ内,如图4b中,随着靠近SZ,晶粒尺寸逐渐减小,晶粒二次动态再结晶细化作用明显,相较于FSW 接头微观图3c,交叉焊后的等轴晶形态没有明显方向性,未见TMAZ组织出现拉长或扭曲的组织形貌,晶粒界限模糊.FSW/FSW 接头的HAZ内,如图4c中,对比TMAZ晶粒尺寸上略有生长.FSW/FSW 接头的SZ内,如图4d中,第一次FSW 作用下形成的动态再结晶的晶粒在搅拌针的强烈作用下,会再次发生动态再结晶的过程,相较于FSW 接头微观图3d,晶粒尺寸进一步减小,同时形成的晶粒形态没有明显的方向性.根据FSW/FSW 接头微观金相图可以看出在接头中黑色第二相在各区域内均有分布,形貌上无较大差别,主要集中在TMAZ 和1st-SZ,SZ 第二相较少.分析认为可能SZ 受搅拌针影响较大,温度较高,第二相发生部分打碎和溶解.
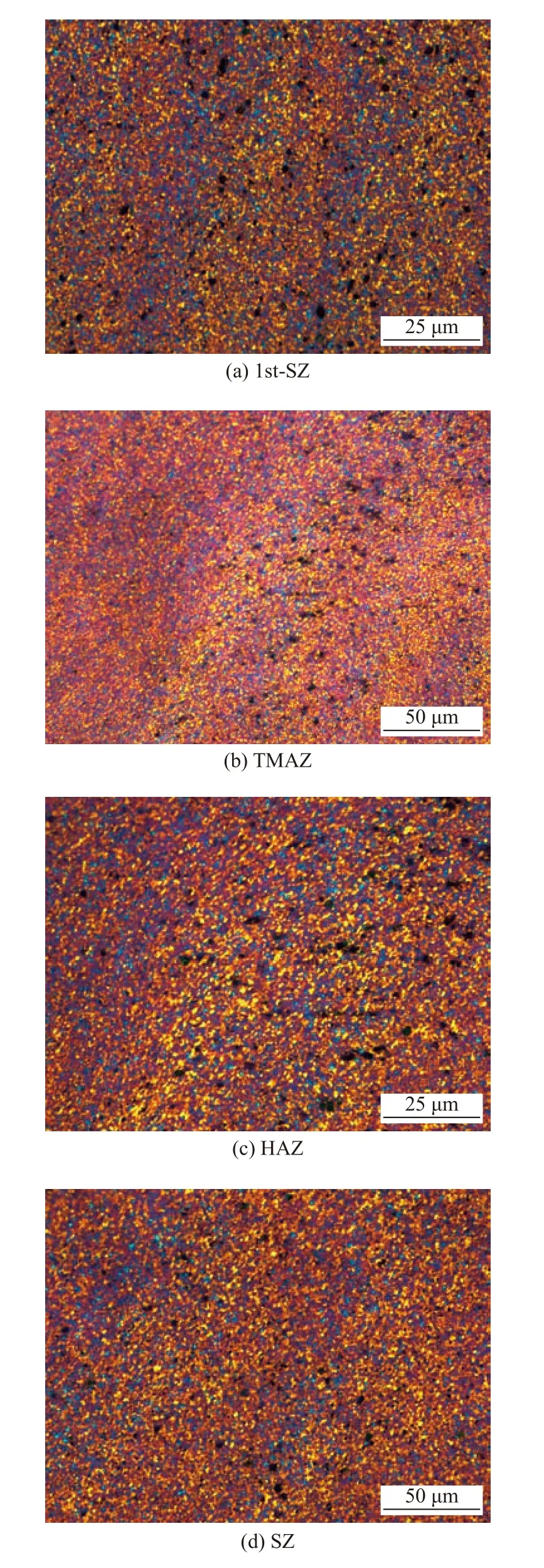
图4 FSW/FSW 接头各区微观组织Fig.4 Microstructure of joints by FSW/FSW.(a) 1st-SZ;(b) TMAZ;(c) HAZ;(d) SZ
2.2 显微硬度
图5 为焊接接头硬度分布图,图5a 为FSW 接头与FSW/FSW 接头横向硬度分布,FSW 接头硬度呈“W”形分布,HAZ 软化明显,SZ 中间硬度值稳定在96.6 HV 附近,TMAZ 硬度值明显升高,硬度值最高点位于RS 侧TMAZ 附近,为100.1 HV.FSW/FSW 接头横向硬度变化范围较小,为95.7 HV~100.6 HV,硬度变化趋势与第一道FSW 接头硬度变化基本一致,仅在HAZ 存在差异.AS 端HAZ 比RS 端HAZ 的软化现象明显,RS 端TMAZ 向HAZ过渡时硬度变化不大.分析认为,横向硬度的变化解释了第二道FSW 焊缝对第一道FSW 焊缝各分区硬度变化的影响机制,在第二道FSW 焊缝影响下,原焊缝组织在搅拌头作用下变为细小等轴晶,由于搅拌头作用于拉长纤维状组织和细小等轴晶效果不同,作用后晶粒尺寸不同,导致了新分区的硬度范围的差异.细小等轴晶二次动态再结晶后尺寸更小,硬度更高,AS 端的HAZ 软化区仍是FSW/FSW 接头强度的薄弱环节.图5b 为FSW/FSW 接头纵向硬度分布图,左侧为RS,右侧为AS.焊缝硬度值整体变化不大,为93.9~101.7 HV,且有AS侧略低于RS 侧的趋势.SZ 中心位置硬度值稳定在97.7 HV 附近,略微高于FSW 的SZ 中心位置.RS侧TMAZ 附近出现硬度值最高点,为101.7 HV,略高于FSW 最高位置硬度值.硬度最低点出现在AS 端的HAZ 位置,为93.9 HV.分析认为,交叉焊对接头的硬度变化影响较小,原FSW 焊缝SZ 细小等轴晶组织经搅拌作用动态再结晶后仍为细小等轴晶,尺寸上变小,硬度升高.交叉焊AS 端的软化效果大于RS端,与AS 端搅拌头剧烈作用有关,等轴晶长大,硬度降低.
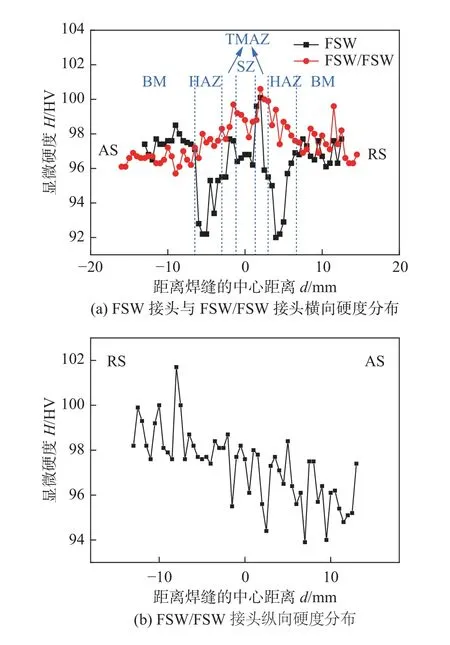
图5 接头硬度分布Fig.5 Microhardness distributions of joints.(a) crosswise microhardness distribution of FSW and FSW/FSW joint;(b) Lengthwise microhardness distribution of FSW/FSW joint
2.3 拉伸性能
图6 为接头抗拉强度图,图6a中,FSW/FSW 接头屈服强度为241 MPa,FSW/FSW 接头抗拉强度平均值为340 MPa,为母材的87.0%,对比FSW 接头抗拉强度358 MPa (为母材的91.6%),FSW/FSW接头抗拉强度略有降低.图6b中,FSW/FSW 较FSW屈服强度变化不大,断后伸长率降低.分析认为,对于第一次FSW,SZ 晶粒呈细小等轴晶,抗拉性能较高,BM 为轧制态长条状晶粒,易于变形,延伸性较好,经交叉焊后,1st-SZ 为细小等轴晶,断后伸长率较差,AS 侧HAZ 软化现象严重,造成力学性能减弱.图7 为FSW/FSW 接头拉伸断口,断裂位置在HAZ,呈45°断裂,在焊缝底部a 区位置显示断口呈现韧窝形貌,分布均匀,在焊缝中上部b 区韧窝小而浅.分析认为,拉伸断裂裂纹源产生在焊缝底部,断裂方式为韧性断裂.
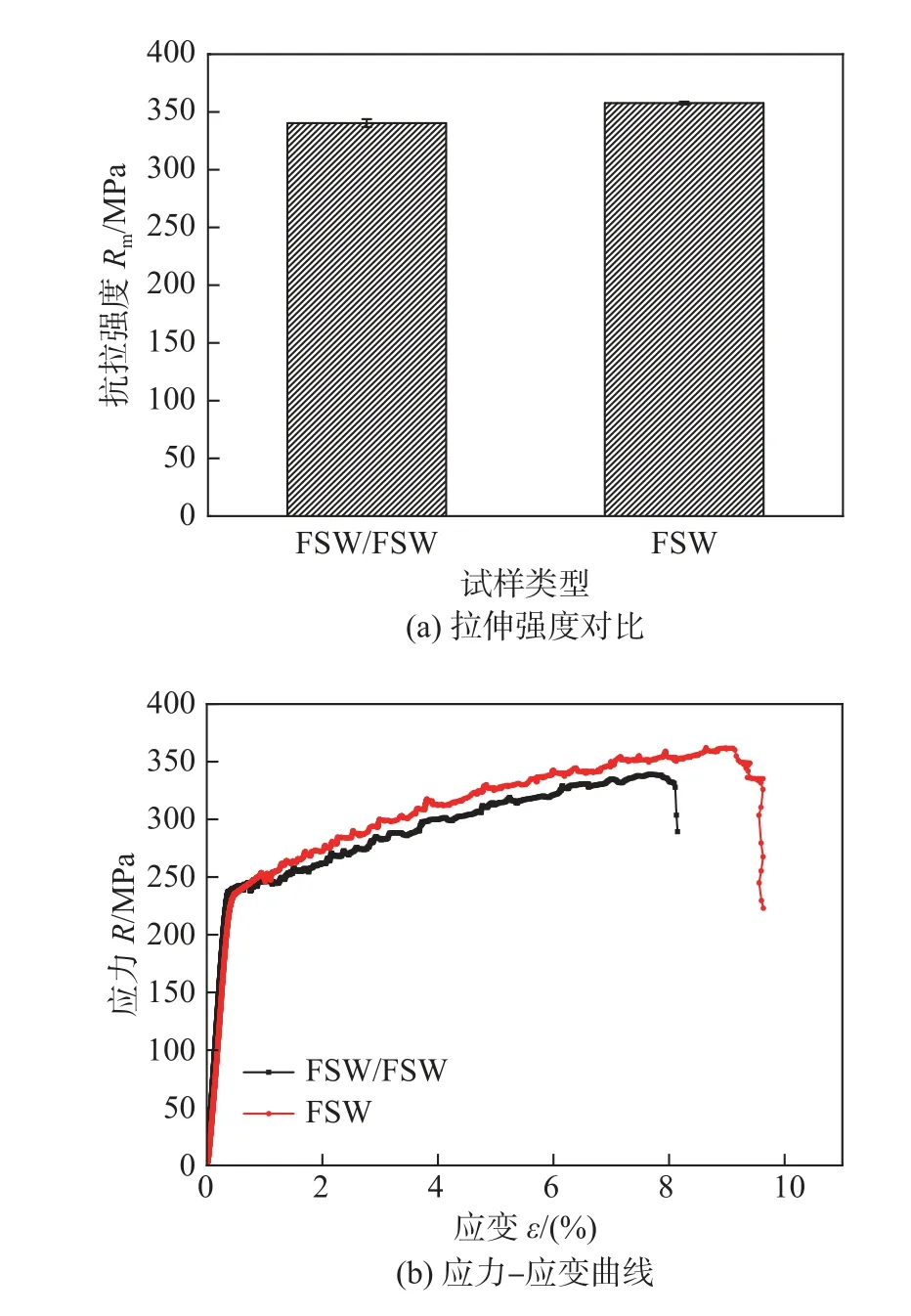
图6 接头抗拉强度Fig.6 Tensile strengths of joints.(a) Tensile strength comparison;(b) Stress-strain curve
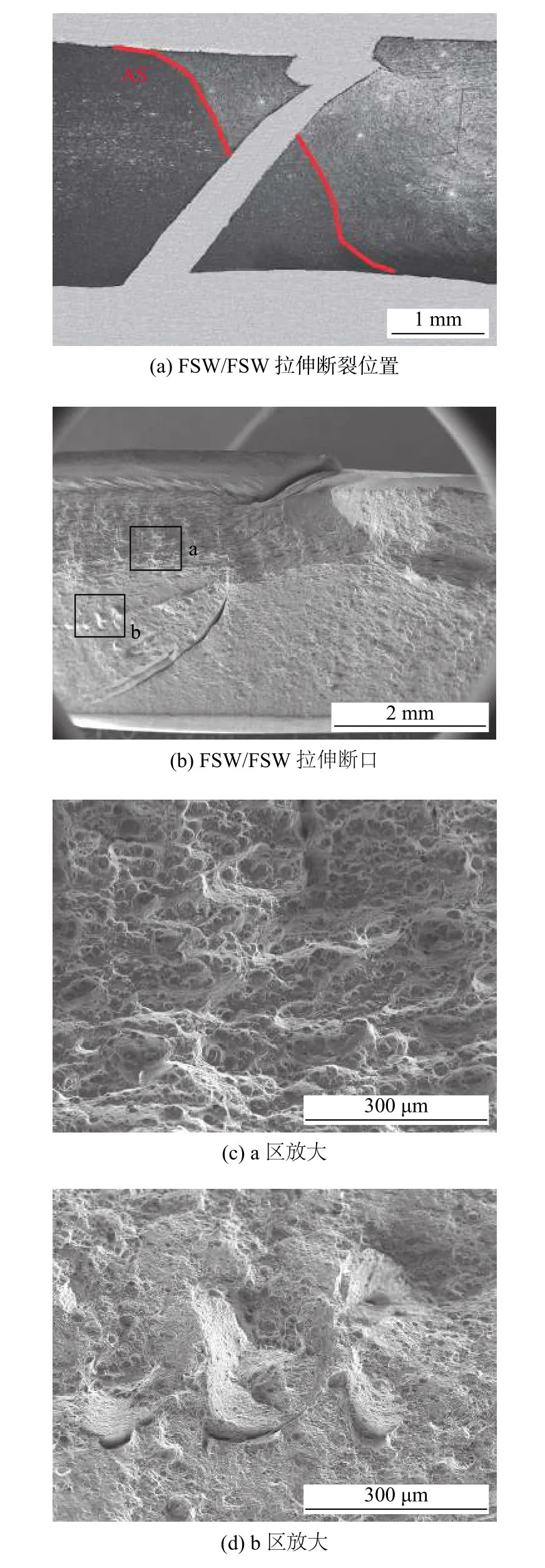
图7 FSW/FSW 接头拉伸断口Fig.7 Fracture morphologies of failure joints by FSW/FSW.(a) Fracture position of FSW/FSW;(b) Fracture morphologie of FSW/FSW;(c) Area a amplification;(d) Area b amplification
2.4 疲劳性能
对FSW/FSW 接头试件进行疲劳试验,测量特定载荷下的交叉焊接头疲劳性能,应力比0.1,频率30 Hz.试验结果如表2 所示.1 号、2 号和3 号是最优参数下的FSW/FSW 疲劳接头,1-1 号是在1号样品循环后的再次循环,2-1 号和3-1 号为未焊透样品,压深仅为搅拌针长度.在最大应力为80 MPa、100 MPa 和150 MPa 的水平下均可超过1 × 106次循环,最大应力为80 MPa 下可保证循环次数超过1 × 107次.在最大应力80 MPa 循环后,样品1 号在最大应力135 MPa 下循环次数仍可达到1.1 ×105次.样品2-1 号及3-1 号的循环次数分别为5 ×104次和4.2 × 104次.对比闫文青等人[12]在新一代高镁铝合金MIG 焊疲劳性能的研究,FSW/FSW 接头仍具有优异的疲劳性能,未焊透的焊接缺陷会大幅度降低焊后接头的疲劳性能.
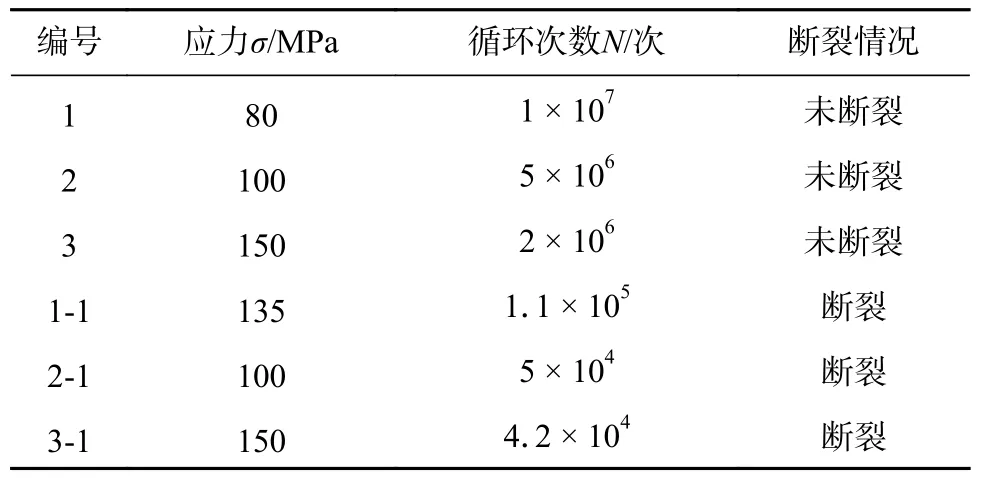
表2 FSW/FSW 疲劳结果Table 2 Fatigue test results by FSW/FSW
图8 为FSW/FSW 接头疲劳断口,由图可知,底部白亮处为疲劳萌生裂纹源.分析由于搅拌头轴肩和搅拌针作用焊缝位置不同,焊缝中上部受到轴肩和搅拌针共同作用,下部仅受搅拌针作用,力和热的传导不充分,导致裂纹起源于焊缝底部[13-14].断口右侧断面较为平坦,为疲劳扩展区,左侧为疲劳瞬断区.根据图8b 扩展区的典型形貌放大图可知,扩展区纹线由小平面的形貌组成并具有明显的方向性,且小平面的形貌特征呈现出与底部呈约45°方向由密集向稀疏扩展.根据图8c 及图8d 瞬断区典型形貌放大可知,瞬断区有明显的韧窝特征形貌,且伴随着如图8c 所示的类似台阶的形貌特征.分析认为新一代高镁铝合金FSW/FSW 接头疲劳断口瞬断区为韧性断裂的断裂方式.

图8 新一代高镁铝合金FSW/FSW 接头疲劳断口Fig.8 The fatigue fracture of new generation high-magnesium aluminum alloy joints by FSW/FSW.(a) Macroscopic fatigue fracture;(b) Zoom in area a;(c) Zoom in area B;(d) Zoom in area C
3 结论
(1) 新一代高镁铝合金FSW/FSW 交叉焊接,在固定倾角2.5°,压深0.05 mm,焊接速度200 mm/min,转速800 r/min 时可以获得无缺陷的交叉焊接头,接头仍为细小等轴晶组成,SZ 尺寸最小,TMAZ 晶粒形貌没有明显的方向性.
(2) FSW/FSW 接头抗拉强度为340 MPa,为母材的87.0%,对比FSW 接头抗拉强度358 MPa(母材的91.6%)略微降低.FSW/FSW 接头AS 侧硬度值略低于RS 侧的趋势,且软化现象明显,断裂发生在HAZ,呈45°韧性断裂.
(3) FSW/FSW 接头在150 MPa 的应力水平下均可超过1 × 106次循环,在80 MPa 应力下可保证循环次数超过1 × 107次,疲劳性能良好,瞬断区为韧性断裂的断裂方式.
