高匹配搭接角焊缝力学性能及应用效果分析
2022-11-23许彦刘迎来聂向晖丰振军李亮杨锋平
许彦,刘迎来,聂向晖,丰振军,李亮,杨锋平
(1.中国石油集团工程材料研究院有限公司,西安, 710077;2.北京隆盛泰科石油管科技有限公司,北京, 100101)
0 序言
B 型套筒修复技术作为重要的在役焊接修复手段,能够保证管道输送的连续进行,减少对环境破坏,缩短修复周期,降低修复费用,具有广阔发展前景[1-2].B 型套筒安装须焊接完成两条对接纵向焊缝和两条环形搭接角焊缝,其中,角焊缝搭接着钢管和B 型套筒,其焊接质量直接影响到B 型套筒修复的密封性和承压能力[3-8].目前,现场使用的低强度级别B 型套筒壁厚甚至达到50~60 mm,造成套筒安装焊接劳动强度过高,焊接质量难以保障,为了实现高钢级管道环焊缝的有效修复,高强度级别薄壁B 型套筒有着大量的应用需求,其配套焊材选择和焊接工艺亟待改进,尤其是焊材选择的强度不匹配程度必然会影响焊接接头的力学性能及承载能力,目前关于对接环焊缝的强度匹配研究较多[9-12],而关于搭接角焊缝的强度匹配则较少报道.文中开展等匹配和高匹配搭接角焊缝焊接接头的 试验研究,通过对比试验掌握高匹配搭接角焊缝焊接接头的力学性能及应用效果,指导搭接角焊缝焊接材料选择及焊接质量控制.
1 试验方法
图1 为B 型套筒安装示意图.试验选用一根外径1 016 mm、壁厚12.8 mm X80 螺旋缝钢管作为待修复钢管,并选用相同强度级别的X80 钢级B 型套筒对钢管进行焊接修复,同时,选取四川大西洋焊接材料股份有限公司生产的CHE707Ni 和CHE607Ni 2 种焊条进行焊接试验,其实物水平分别接近X90 和X70.试验用钢管、套筒及焊条熔覆金属的化学成分如表1 表示.

表1 试验用钢及焊条熔覆金属化学成分(质量分数,%)Table 1 Chemical composition of molten steel and electrode for test

图1 B 型套筒安装示意图Fig.1 B sleeve installation schematic
采用焊条电弧焊进行角焊缝焊接,角焊缝焊接接头形式及焊接顺序如图2 所示,焊接工艺参数如表2 所示.采用直流反接方法,管道倾斜45°进行全方位焊接,焊接顺序是由12 点位置下向焊接至6 点位置,整个焊接过程采用火焰加热方法进行预热,预热温度应不低于80 ℃.

表2 焊接材料工艺参数Table 2 Welding process parameters
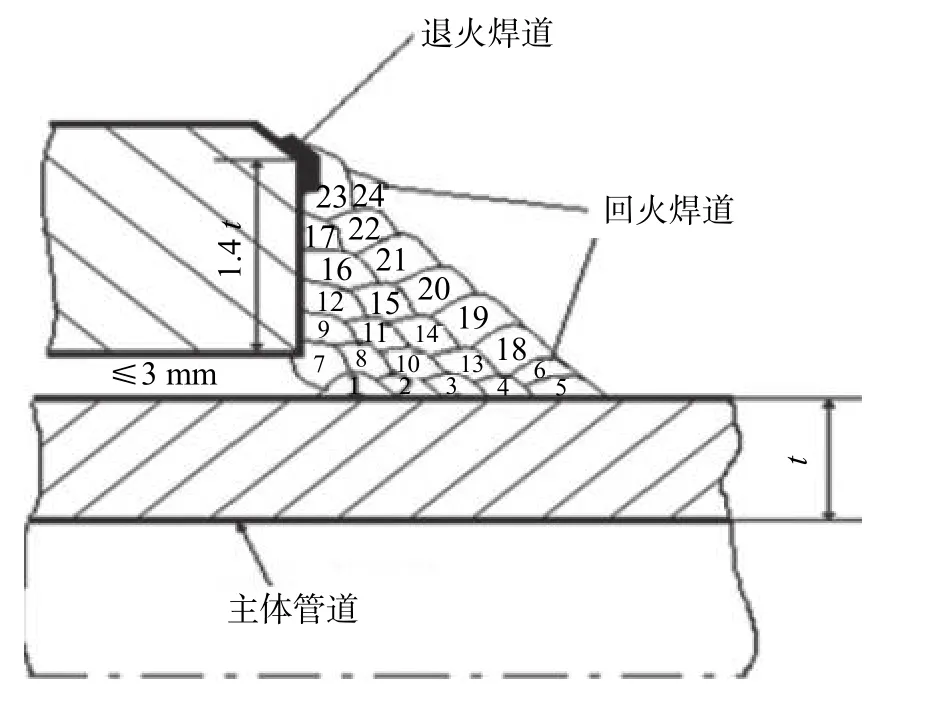
图2 角焊缝焊接接头焊接顺序Fig.2 Welding sequence of fillet weld joint
采用UTM5305 型的材料试验机按照标准GB/T 228.1—2010《金属材料 拉伸试验 第1 部分:室温试验方法》进行拉伸试验.沿角焊缝环向在其焊缝金属中心处取样,试样为棒状试样,标距段直径为6.25 mm,标距段长度为25 mm.采用PSW750 型冲击试验机按照标准GB/T 229—2007《金属材料 夏比摆锤冲击试验方法》进行冲击韧性试验.沿角焊缝环向在其焊缝金属中心处取样,加工夏比V 形缺口冲击试样,试样尺寸为55 mm ×10 mm × 10 mm.依据标准GB/T 13298—2015《金属显微组织检验方法》分别在等匹配焊接接头和高匹配搭接角焊缝处取样进行金相分析.依据标准GB/T 4340.1—2009《金属材料 维氏硬度试验第1 部分:试验方法》在金相试样上进行维氏硬度试验,测试角焊缝处焊缝及热影响区维氏硬度,并绘制硬度分布云图.硬度试验中加载载荷为9.8 N.
2 试验结果
2.1 拉伸试验
采用焊接接头所用焊接材料的抗拉强度和钢材抗拉强度的比值定义强度匹配比,并且将强度匹配比小于1、等于1 和大于1 的情况分别称为低匹配、等匹配和高匹配.拉伸试验结果如图3 所示,断后伸长率主要反映整体变形阶段的塑性变形能力,均匀延伸率反映了均匀变形阶段的塑性变形能力.待修复钢管管体屈服强度为639 MPa,抗拉强度为682 MPa,屈强比为0.94,断后伸长率为28.5%,均匀延伸率为10.5%,拉伸曲线存在明显屈服平台;套筒的屈服强度为556 MPa,抗拉强度为659 MPa,屈强比0.84,断后伸长率为22.5%,均匀延伸率为8.5%.选用CHE607Ni 焊接材料施焊的等匹配焊接接头熔敷金属屈服强度为657 MPa,抗拉强度为744 MPa,强度略高于钢管和套筒,屈强比为0.88,断后伸长率为22.5%,均匀延伸率为9.0%,延展性变化不大;选用CHE707Ni 焊接材料施焊的高匹配焊接接头熔敷金属屈服强度为792 MPa,抗拉强度为841 MPa,强度明显高于钢管和套筒,屈强比为0.91,断后伸长率为20.5%,均匀延伸率为7.5%,延展性最差.

图3 拉伸试验结果Fig.3 Results of tensile test
2.2 冲击韧性试验
图4 为冲击韧性试验结果.采用正态概率纸对数据进行统计分析,待修复钢管管体的夏比冲击吸收能量分布在235~310 J 范围,平均值为275 J,标准偏差为22.2,具有良好的韧性;等匹配焊接接头熔敷金属的夏比冲击能量分布在128~217 J 范围,平均值为159 J,标准偏差为27.0,冲击韧性低于待修复钢管,且数值分布较为分散;高匹配焊接接头熔敷金属的夏比冲击能量分布在93~115 J 范围,平均值为102 J,标准偏差为8.3,冲击韧性相较其他数值最低,但数值分布更为集中.

图4 夏比冲击试验正态概率分布Fig.4 Normal probability distribution of Charpy impact test
2.3 缺陷检测及电镜分析
对角焊缝进行磁粉检测时发现高匹配搭接角焊缝出现了横向裂纹,裂纹及沿裂纹所在界面解剖后断口形貌如图5 所示,裂纹面存在轻微锈蚀.
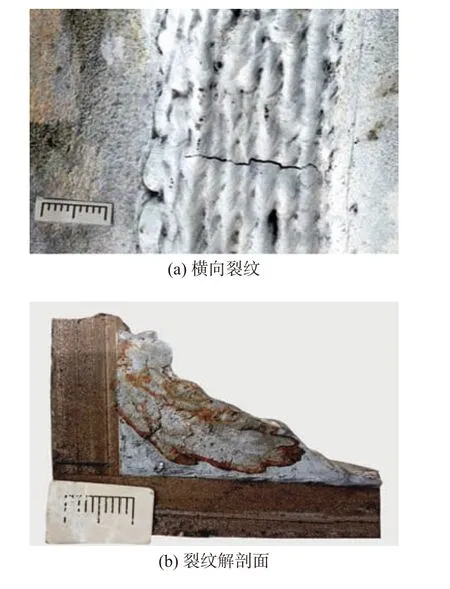
图5 高匹配焊接接头横向裂纹Fig.5 Transverse crack of over-matching welded joint.(a) transverse cracks;(b) crack anatomy
对角焊缝裂纹面进行电镜观察,如图6 所示,焊缝裂纹均起源于角焊缝的外表面层,源区沿柱状晶呈放射状由外向内壁层方向扩展,准解离扩展方式反复向前推进,整个断口较为粗糙,断口上存在较多的小气孔,局部扩展区呈浅韧窝形貌.
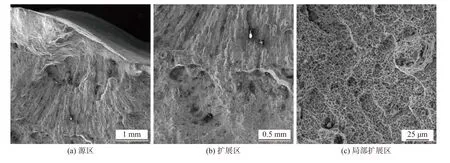
图6 裂纹面形貌Fig.6 Crack surface morphology.(a) source region;(b) expansion region;(c) local expansion region
2.4 低倍形貌观察及硬度试验
图7 为等匹配搭接角焊缝宏观形貌和硬度云图,图8 为高匹配搭接角焊缝宏观形貌和硬度云图.图7 所示焊缝及热影响区维氏硬度分布在179~293 HV10 范围,平均值为227 HV10,标准偏差为24.3,角焊缝外表面与套筒搭接处焊缝硬度出现最高值.图8 所示焊缝及热影响区维氏硬度分布在207~403 HV10 范围,平均值为285 HV10,标准偏差为38.1,角焊缝整体硬度偏高,尤其是外表面中心位置焊缝硬度出现异常峰值.

图7 等匹配焊接接头Fig.7 Matching welded joints.(a) Macromorphology of fillet weld;(b) Hardness nephogram

图8 高匹配焊接接头Fig.8 Over-matching welded joints.(a) macromorphology of fillet weld;(b) hardness nephogram
3 讨论及分析
试验选用X80 钢级B 型套筒修复X80 钢管,待修复钢管及选用的B 型套筒具有良好的拉伸强度和冲击韧性;并选用管道专用细晶粒钢焊条(CHE607Ni)施焊角焊缝实现等匹配焊接,选用低氢钠型药皮的低合金钢船用焊条(CHE707Ni)施焊角焊缝实现高匹配焊接.相较待修复钢管,选用CHE607Ni 焊材施焊的等匹配焊接接头熔敷金属实测拉伸强度接近待修复钢管,冲击韧性低于待修复钢管且数值分布较为分散;而选用CHE707Ni 焊材施焊的高匹配焊接接头熔敷金属拉伸强度明显高于待修复钢管,且延展性较差,冲击韧性较低但数值分布更为集中.总体而言,等匹配焊接和高匹配焊接的焊接接头具有良好的拉伸强度和冲击韧性,高匹配焊接的焊接接头延展性较差.后续开展了修复结构件的静水压验证试验,其试验压力为1.5 倍的设计压力,发现B 型套筒修复件未发现泄漏.
对施焊完成的角焊缝进行磁粉检测,高匹配搭接角焊缝出现了横向裂纹,其扩展方向与管道受力荷载相关性关系不大,推测其形成与其焊缝内应力偏大相关,并且焊缝裂纹均起源于角焊缝的外表面层,源区沿柱状晶呈放射状由外向内壁层方向扩展,准解离扩展方式反复向前推进,整个断口较为粗糙,断口上存在较多的小气孔,局部扩展区呈浅韧窝形貌.通过进一步的低倍形貌检查及硬度测试,等匹配搭接角焊缝维氏硬度最大值为293 HV10,出现在角焊缝外表面与套筒搭接焊缝处,然而,高匹配搭接角焊缝维氏硬度整体偏高,与焊缝熔敷金属合金含量偏高有关,测得维氏硬度最大值为403 HV10,出现在外表面中心位置焊缝处,与横向裂纹起裂位置相对应,其产生原因与焊接过程中不同部位熔池金属冷却速率有关,尤其是外表面盖面焊焊接时冷却速度较快,造成外壁层硬度值异常偏高,进一步造成裂纹产生.因此建议搭接角焊缝焊接焊材选择时,在不影响密封和承载前提下,可尝试降低焊缝匹配强度等级.
4 结论
(1)高匹配搭接角焊缝焊接接头仍具有良好的拉伸强度和冲击韧性,其冲击韧性和延展性略低于等匹配焊接.
(2)高匹配搭接角焊缝出现了起源于角焊缝外表面层的横向裂纹,且该焊接接头硬度整体高于等匹配焊接,硬度最大值出现在外表面中心位置焊缝处,数值为403 HV10,与裂纹起裂位置对应,其产生原因应与焊接过程中不同部位熔池金属冷却速率有关.
