淀粉含量和直链与支链比例对淀粉基可降解薄膜的性能影响及土壤降解研究
2022-11-23王明明关二旗李萌萌
王明明,关二旗,李萌萌,卞 科
河南工业大学 粮油食品学院,河南 郑州 450001
近年来各国对塑料制品的使用限制愈加严格,环保可降解塑料成为市场关注的热点。天然淀粉无毒、廉价,是研发可降解产品的重要原材料[1]。在淀粉加热挤出过程中,加入增塑剂有利于淀粉链舒展开[2],从而发挥更好的力学性能。水、甘油、酰胺类和有机酸等均可以作为增塑剂[3]。热塑性淀粉机械性能不足,对湿度敏感不利于单独用作包装材料,引入可降解生物聚酯是既保持优异力学性能又具备生物降解性的方法[4]。
可降解生物聚酯中,聚己二酸丁二醇酯-对苯二甲酸乙二醇酯(PBAT)类似于聚乙烯[5],断裂伸长率较高(>800%),但模量较低(≈300 MPa)[6]。聚乳酸(PLA)类似于聚苯乙烯[7],具有高模量(可达3 000 MPa)和高透明度,常用于制造热成型容器[8]。淀粉结合PBAT和PLA后改善了柔韧性和刚度,所制材料具备更广泛的实用性[9]。淀粉与PBAT和PLA(1.50~3.00美元/磅)混合,经济成本上也具有优势[10]。PBAT在微生物帮助下,5~7周可完全降解,PLA的降解时间为3~4个月[11]。由于淀粉亲水,而PBAT与PLA是疏水材料,共混后两相界面黏合性差,添加相容剂如硬脂酸、柠檬酸、酒石酸、马来酸酐和甲基丙烯酸缩水甘油酯等[12],均可改善两相界面结合。此外,在共混物中加入增强剂如蒙脱土、膨润土、海泡石[4]、纤维[13]、淀粉纳米颗粒[14]等填料也可改善异相之间的结合效果。
目前国内外关于淀粉中直链与支链比例对淀粉基薄膜性能的影响鲜见报道,为进一步挖掘淀粉构成与薄膜材料特性的关系,研究了淀粉含量和直链与支链比例对薄膜力学性能、阻隔性能和表面疏水性的影响。目前世界上土壤掩埋仍是处理塑料垃圾的主要手段,常见的塑料制品如PE、PVC、PP、PS等会在土壤中残留数百年以上,难以降解,对环境造成极大污染且浪费土地资源。选择生活中常见的土壤类型进行,而非难以应用的高温堆肥降解,这样能做到真正的土壤降解,更具有推广价值。
1 材料和方法
1.1 材料
高直链玉米淀粉(AM=65%)和高支链玉米淀粉(AP=99%):美国Kang biological products公司;PBAT(Ecoflex-F-Blend-C1200):德国BASF公司;PLA:美国Nature Works公司;硅酸镁(325目)、甘油、大豆油、柠檬酸、硬脂酸:上海麦克林试剂公司。
1.2 仪器与设备
DS32双螺杆挤出机:中国赛信公司;XLB 350四柱热压机:上海齐才液压公司;Quanta 250扫描电子显微镜:美国FEI公司;5943万能试验机:美国Instron公司;UV-2000紫外-可见分光光度计:美国UNICO公司;DSA100水接触角分析仪:德国Krüss公司。
1.3 薄膜配方和制作工艺
分别配制淀粉含量(淀粉添加量占共混物总质量的比例)30%、40%、50%、60%和固定淀粉含量(50%)的直链与支链比例为65/35、50/50、40/60、30/70、20/80的淀粉,薄膜的配方见表1。双螺杆挤出机温区设置为60、120、170 ℃,螺杆转速180 r/min。四柱热压机合模力50 kN,温度170 ℃,压制成厚度(0.25±0.02) mm的薄膜。

表1 薄膜的配方Table 1 Film formula
1.4 微观结构
薄膜断裂面经过液氮冷冻后破碎,在氯仿中蚀刻去除PBAT和PLA相。薄膜表面和断裂面均匀附着在双面导电胶的表面,离子溅射镀膜,使用扫描电镜观察。
1.5 力学性能测试
薄膜直接切割成条状试样,采用万能试验机进行测试,设备条件符合ISO 527-3标准。夹具速度50 mm/min,每种薄膜至少10个样品,在25 ℃、RH50%条件下稳定3 d后测试[15]。记录薄膜的拉伸强度(σ,MPa)、断裂伸长率(ε,%)和杨氏模量(E0,MPa)。
1.6 阻隔性能
1.6.1 水蒸气渗透率(WVTR)
参照ISO 2528—2017,采用重量法测定,略有改动。称取5 g无水CaCl2,置于锥形瓶中,用制备的薄膜密封瓶口。称量锥形瓶初始质量,置于25 ℃、RH50%的恒温恒湿箱中4 d后取出称质量,计算水蒸气渗透率。
式中:WVTR为水蒸气渗透率,g/(m2·d);Δm为水蒸气迁移量,g;A为膜面积,m2;t为时间,d。
1.6.2 透光率(OP)
参照ASTM D 1003∶ 2007,薄膜粘贴在样品室之间,并使用分光光度计测定其透光性。检测光选择波长为600 nm和200 nm的透射光,记录吸光度。每种膜随机选取3个位置测量并取平均值,评价薄膜的可见光和紫外线的阻隔性。
式中:T2为通过试样的光通量;T1为入射光通量。
1.7 水接触角测量
薄膜置于观测台上,控制自动微注射器把蒸馏水(5 μL)滴在薄膜表面。图像被高分辨率摄像机立即捕获并分析接触角。每个样品薄膜测量6次,计算平均水接触角。
1.8 土壤掩埋降解试验
选择4种具有截然不同土壤质地的地点作为掩埋选址,分别为湖边的、富含腐殖质的、富含干砂砾的和夯实的土壤点。薄膜土壤降解参照ISO 14855-2∶ 2018技术要求,土壤质量根据ISO 11465∶ 1993 标准测量。将切割好的薄膜埋在以上4个地点,掩埋深度15~20 cm,每个地点掩埋6片淀粉含量50%(AM=65%)的薄膜。对降解期(2021年6月1日—2021年10月1日)内薄膜残渣的回收和检查根据EN 14045—2003,每隔30 d回收1次薄膜[16]。具体操作:把土坑中的薄膜连带泥土一并挖出,用水在80目筛网上冲洗去除泥土,并手动清除大颗粒(如根和砾石)和其他碎屑。用镊子取出薄膜碎片,全部烘干称质量,与初始质量进行比较[17]。
1.9 数据统计与分析
试验结果用平均值±标准差表示。采用SPSS 20进行单因素方差分析,Duncan检验比较组间差异,Origin 2018和Prism进行绘图分析。
2 结果与讨论
2.1 淀粉含量和直链与支链比例对薄膜微观结构的影响
2.1.1 表面形貌
如图1所示,随着淀粉含量的增加,共混膜的表面变得粗糙,原因是淀粉表面充满亲水、极性高的羟基,而PBAT和PLA主要由极性较低的线性烃链和苯环组成[18],淀粉相和聚酯相不能很好地兼容。即使添加柠檬酸和硬脂酸作为相容剂,把淀粉羟基乙酰化以增强疏水性可改善淀粉与聚酯的相容性,但是相容效果仍会随着淀粉含量增加而减弱。且当淀粉的添加量更高(>50%)时,薄膜的表面会出现孔洞,这对于薄膜的屏蔽和阻隔性能都是不利的。当淀粉添加量不变时,随着支链淀粉(AP)比例提高,薄膜表面变得凹凸不平,出现淀粉颗粒团聚的现象。这可能是由于支链淀粉分子含有大量分支结构,在淀粉塑化时无法均匀排列而形成杂乱无章的结构,因此在宏观上表现为薄膜的不平整。
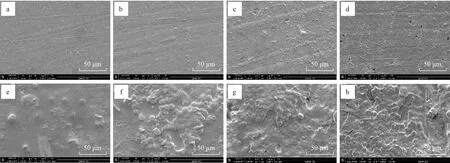
注:a、b、c、d分别是直支比65/35的淀粉含量30%、40%、50%、60%的薄膜表面;e、f、g、h分别是淀粉含量50%的直支比50/50、40/60、30/70、20/80的薄膜表面。图1 不同淀粉含量和AM/AP的薄膜表面形貌Fig.1 Surface morphology of films with different starch content and ratio of AM/AP
2.1.2 断裂面形貌
如图2所示,随着淀粉含量的增加,断裂面出现越来越明显的层叠结构。当淀粉含量为0%和40%时,连续相为聚酯相,分散相为淀粉,淀粉呈“孤岛”分布[19],被聚酯相隔开。当淀粉含量为50%时,两相分散性最好,聚酯相和淀粉相彼此交织缠绕均为连续相,宏观表现为较好的拉伸性能。当淀粉含量高于一半(60%)时,连续相转变为淀粉相,聚酯相转变为分散相。

注:a、b、c、d分别是直支比65/35的淀粉含量30%、40%、50%、60%的薄膜断裂截面;e、f、g、h分别是淀粉含量50%的直支比50/50、40/60、30/70、20/80的薄膜断裂截面。图2 不同淀粉含量和AM/AP的薄膜断裂面形貌Fig.2 Fracture morphology of films with different starch content and ratio of AM/AP
随着淀粉中支链淀粉比例的增加,薄膜断裂面呈现聚酯相逐渐变小的趋势,这可能是因为支链淀粉庞大的分支结构,缺少像直链淀粉的线性长链结构,在挤压熔融共混时,支链淀粉分子难以均匀地分散于聚酯相中,导致支链相互靠近,聚酯分布于淀粉分子的间隙。
2.2 淀粉含量和直链与支链比例对薄膜力学性能的影响
2.2.1 拉伸强度
如图3所示,淀粉含量从30%增加到50%,薄膜拉伸强度增大,这可能是由于PBAT和PLA的羰基可以和更多的淀粉羟基相互作用,导致聚酯相把应力转移给淀粉分子[20]。但是当淀粉含量为60%时,淀粉出现团聚现象,导致拉伸强度下降。淀粉含量在50%时,淀粉相和聚酯相达到平衡状态,双连续相均可分担拉伸外力,体现出最高的拉伸强度。随着淀粉中支链淀粉所占比例提高,薄膜拉伸强度逐渐下降,原因是支链淀粉分支横向延伸无法增强拉伸强度[21]。
2.2.2 断裂伸长率
如图4所示,随淀粉含量增加,薄膜断裂伸长率逐渐减小,因为淀粉是刚性材料,有机酸的存在导致淀粉出现交联,将淀粉分子连接起来,提高了空间位阻,薄膜表现为失去伸缩性[22]。支链淀粉比例增加导致断裂伸长率升高,宏观体现为薄膜逐渐变得“海绵化”,结构疏松、多层、不光滑。伸长率的提高是有上限的(120%~130%),原因可能是拉伸使支链淀粉分支的螺旋结构完全舒展开,到达极限后便会断裂。

注:(a)为淀粉含量30%~60%的薄膜断裂伸长率,(b)为直支比65∶ 35~20∶ 80的薄膜断裂伸长率。图4 不同淀粉含量和直支比的薄膜断裂伸长率Fig.4 Elongation at break of films with different starch content and AM/AP ratio
2.2.3 杨氏模量
杨氏模量代表薄膜的刚度,表示材料抵抗形变的能力。如图5所示,淀粉含量提高,薄膜的刚度增强,是有机酸促进淀粉链之间或淀粉链与PBAT之间交联的证据。在微观尺度上,分子间的相互作用力占据主导地位,增容后的共混物异相之间具有更好的界面黏合性,形成相对致密的结构,并提高杨氏模量。淀粉中支链的比例增大,杨氏模量下降,这可能是由于支链淀粉庞大的笼状或者伞状分支且淀粉颗粒较大,随着材料被拉长,结构分散,导致淀粉-聚酯界面相互作用变差和应力集中[23]。

注:(a)为淀粉含量30%~60%的薄膜杨氏模量,(b)为直支比65∶ 35~20∶ 80的薄膜杨氏模量。图5 不同淀粉含量和直支比的薄膜杨氏模量Fig.5 Young′s modulus of films with different starch content and AM/AP ratio
2.3 淀粉含量和直链与支链比例对薄膜阻隔性能的影响
2.3.1 水蒸气渗透率
如图6所示,淀粉含量越高,薄膜的WVTR越高,因为聚酯相有良好的隔水性能,但是随着聚酯相占比减小,这种屏蔽效果随之减弱[24]。同时有越多的淀粉相贯穿聚酯相,水分子更易通过,扩散系数会提高。因为水在薄膜中的扩散取决于水分子的可用路径,而颗粒填料的存在会为水分子渗透引入一条曲折的路径[25]。淀粉中支链比例越高,WVTR越低,这是有机酸导致交联的结果,虽然淀粉亲水,但是交联网络的存在会阻碍自由水的渗透[11]。较低的水蒸气渗透率可避免包装内面制品或果蔬出现变干发硬的劣化现象。若包装的是干炸食品、薯片、坚果等,可防止空气中的水分渗透进包装袋内,使食品受潮失去脆性甚至发霉。

注:大写字母表示不同直支比组的水蒸气渗透率的差异显著性(P<0.05); 小写字母表示不同淀粉含量组的水蒸气渗透率的差异显著性(P<0.05)。图6 不同淀粉含量和直支比的薄膜水蒸气渗透率Fig.6 Water vapor transmission rate of films with different starch content and AM/AP ratio
2.3.2 透光率
如图7所示,淀粉含量或者支链比例的提高造成可见光透光率(T600)略微降低,这和共混物中淀粉是半结晶或者无定型的状态,无机填料硅酸盐通过分子间(淀粉/硅醇基团)的相互作用造成光线的散射有关[26]。薄膜对于紫外线的阻隔性能均是比较卓越的,透光率(T200)均在1%以下。较低的可见光透光性能有效地保护包装袋内物品的隐私性,较好的紫外屏蔽性可防止新鲜水果的光致氧化及紫外线的危害[8]。

注:大写字母表示不同组薄膜T600的差异显著性(P<0.05);小写字母表示不同组薄膜T200的差异显著性(P<0.05)。图7 不同的淀粉含量和直支比的薄膜透光率Fig.7 Optical permeability of films with different starch content and AM/AP ratio
2.4 薄膜的表面疏水性
水接触角是在表面上沉积液滴,测量其与液滴轮廓端点切线之间的接触角,大于65°可以视为具有疏水性[27]。如图8所示,随着更多的淀粉加入,水接触角变小(102°→64.5°),由高疏水性向亲水性转变。原因是淀粉有大量羟基,当薄膜表面暴露的淀粉相比例越高,亲水性就越强。研究表明,接触角随淀粉含量的增加而线性降低[28]。淀粉中的支链比例越高,表面可用羟基数量增加,具有同样的趋势(薄膜亲水性更强,68.6°→54.7°)。多数时候高疏水性对于食品包装很有必要,但是对于土壤降解来说,亲水性越高,就越容易被微生物附着分解,疏水脂肪族聚酯PBAT和PLA的生物降解速率可通过亲水性的提高而加快。

注:a、b、c、d分别是直支比65/35的淀粉含量30%、40%、50%、60%的薄膜表面水接触角;e、f、g、h分别是淀粉含量50%的直支比50/50、40/60、30/70、20/80的薄膜表面水接触角。图8 水滴沉积在薄膜表面上的宏观形态Fig.8 Macroscopic morphology of droplet deposition on film surface
2.5 土壤降解情况分析
淀粉基薄膜在土壤降解过程中宏观变化情况见图9。薄膜在前3个时期(6、7和8月,30~90 d),表层土壤的水分含量保持在较高水平,之后(9月,120 d)有所下降,从薄膜的质量损失曲线可以看出降解速率和土壤水分含量以及微生物的活跃性息息相关。薄膜的降解主要是蚯蚓、节肢类昆虫等的破碎作用以及微生物的分解。土壤中的降解菌株大多属于霉菌和放线菌类等[29],它们会优先以薄膜中的淀粉成分为食物,这可以为微生物降解PBAT和PLA提供额外的营养。然后微生物通过分泌胞外酶比如脂肪酶分解PBAT和PLA中的酯键,把长链分子分解为小分子[30],从而使聚合物发生氧化或水解,最终无害化[31]。在湖边的土壤掩埋地点,薄膜有最快的降解速率和最好的降解效果(>85%),土壤富含干燥砂土的地点降解率最低,但也达到70%,说明环境条件(温度和湿度)对淀粉基薄膜的生物降解呈正相关,和Ruggero等[32]的研究结果一致。淀粉的生物降解速率比PABT和PLA要快,淀粉含量越高可以促进聚酯薄膜的生物降解[33],并且在Pokhrel[34]的研究中淀粉改善了PBAT的降解性能也得到证实。

图9 降解过程中膜的宏观变化Fig.9 Macroscopic change of films recovery residue during degradation
3 结论
研究表明,淀粉含量50%的薄膜不仅具有力学性能优异的完美双连续相缠绕受力结构,而且表面均匀,经济成本也较低;直链淀粉比例越高,共混膜的力学性能越好,但是对水蒸气渗透率和透光率有负面影响。在环保方面,淀粉基薄膜很容易被土壤微生物降解(120 d左右),极大地避免了塑料制品对环境的污染。另外,该研究对淀粉基可降解材料生产具有指导意义:根据用途不同合理选择淀粉原料,若应用于运输、农业等侧重于保护性和耐用性的包装如超市购物袋、快递包装、地膜等,可以选择高直链淀粉,增强薄膜力学性质;若应用于侧重屏障阻隔性能的一次性包装产品比如果蔬保鲜覆膜等,可以适当增加支链淀粉比例,提高薄膜的阻隔性能。未来可对主导薄膜降解的降解菌进行研究,对进一步探究可降解材料具有重要意义。