石墨烯涂层导热织物的制备及性能
2022-11-22魏保良王涵龙田明伟曲丽君朱士凤
魏保良,王涵龙,田明伟,曲丽君,朱士凤
(1.青岛大学 纺织服装学院,山东 青岛 266071;2.青岛市智能可穿戴工程研究中心,山东 青岛 266071;3.青岛大学 省部共建生物多糖纤维成形与生态纺织国家重点实验室,山东 青岛 266071)
随着安全生产的观念深入人心,工人个体防护装备在逐渐升级。对于电焊工人来说,长期接触熔融金属飞溅容易造成皮肤过热、烧伤[1]。这种现象可借助导热织物进行改善。
导热织物是由导热材料与纺织品结合制成的,是一类应用潜力极大的功能性纺织品,由于其本身为纺织材料,可在服装上应用,起到散热效果[2]。传统导热材料多为硅材料、金属材料、人造金刚石等,其与服装织物的基本要求如柔性、透气性不相符,这些因素严重限制了其应用范围[3]。因此不妨转变策略,将功能化改性赋予织物本身,增强其对热防护服装的相容性[4]。可选择的方法有制备导热纤维并纺纱织造、涂层改性织物等。前者通常需要复杂的工艺,较长的流程并引入更多不确定因素,因此后者的应用更为广泛[5]。事实上在织物基材上使用功能改性层,包括纳米复合涂层或混合涂层,可以显著改变纺织品表面的功能化特性[6]。例如通过涂覆纳米级石墨烯可使织物获得高导电特性,以供传感应用[7]。然而,为了获得高性能和耐用性,大量涂层胶被应用在涂层中,这会显著影响纺织品的手感及其柔韧性,从而限制了其在服装中的应用[8]。相反,较薄的功能化改性涂层将保留织物的典型特征,如耐磨性、柔韧性、轻质性以及透气性。
石墨烯在热学性能表现优异,理想状态下导热系数可达5300 W·m-1·K-1[9-10]。石墨烯涂覆是在各种基材上获得较薄且导热性、均匀性优越涂层的一种简单方法[11]。石墨烯可以通过多种技术应用,包括喷涂、旋涂、浸涂和刮涂等[12]。刮涂的优点是在织物表面形成涂层且不会渗透到织物反面和内部,形成水平方向和竖直方向性质异性的功能性织物。特别是石墨烯与刮涂方式的结合,会使热量在水平方向迅速传导散开,在垂直方向因织物的隔热作用使热量难以传导至人体皮肤组织,这对保护电焊工人有很好的有效性[13-14]。
本文中织物的导热涂层是通过简单且可扩展的刮涂工艺实现的,以石墨烯为功能助剂,对涂层的结构、形貌、导热性和抗金属冲击性进行了测试,评估了其热防护性能。通过测试增重和透气性表征制备织物的穿着舒适性,并评估其应用在电焊防护服的可行性。
1 原料和仪器
1.1 原料
石墨烯浆料(GR,片径3 μm,厚度50 nm),北京中伦国际新材料科技有限公司提供;阻燃织物(本质阻燃织物,成分为阻燃维纶/阻燃芳纶/宝德纶/阻燃粘胶混纺,面密度320 g/m2,单纱细度28tex/2×2,织物密度360×220),山东沃源新型面料有限公司提供。
1.2 仪器
分析天平(GL224i-1SCN,Sartorius,德国),激光闪射测量仪(LFA467,NETZSCH,德国),全自动织物透气量仪(YG461E,温州际高检测仪器有限公司),抗熔融金属溅沫冲击性能测试仪(LFY-239,天津尼科斯测试技术有限公司),EVO 18型扫描电子显微镜(EVO18,Zeiss,德国)。
2 实验部分
2.1 制备样品
将石墨烯(JQC02)调配成浓度分别为0.5%、1%、2%、3%、4%的石墨烯溶液,并充分搅拌。分别取20mL石墨烯溶液,用刮刀在织物样品(约15cm×15cm)表面充分刮涂。此后在80℃的鼓风干燥箱中充分烘干,得到石墨烯涂覆的织物样品,并命名为Jx,其中x为不同的石墨烯浓度。

图1 制备流程
2.2 表征
对织物的增重进行分析,使用GL224i-1SCN型分析天平记录织物处理前后的重量数据,并以公式1计算其增重率,并以增重率表征石墨烯的负载率:
其中WGR为增重率,%;m1为涂覆后织物重量,g;m0为涂覆前织物重量,g。
使用蔡司EVO 18型扫描电子显微镜在10kV的加速电压下观测织物表面和截面的形貌特征,并在SEM图中标注石墨烯成膜直径和涂层厚度,以分析在不同浓度下涂层织物的状态。
使用LFA467型激光闪射测量仪进行分析织物的横向和纵向热扩散系数,并通过公式2引入织物密度和比热容计算织物的导热系数。

其中λ为导热系数,W·m-1·K-1;α是热扩散系数,mm2·s-1;ρ是织物密度,g·cm-3;Cp是比热容,J·kg-1·℃-1。
由于织物既需要优秀的水平导热以加快热量传导散失,又需要纵向隔热以防护热量传递到人体造成伤害,因此需要织物具有各向异性能力,以同时具有以上两种功能。在此引入各向异性系数(公式3)表示水平和竖直方向导热系数的比值:

其中η为各向异性系数,无单位常量;λ//为水平方向上的导热系数,W·m-1·K-1,λ⊥为竖直方向上的导热系数,W·m-1·K-1。
金属熔滴升温实验最能模拟电焊防护服的真实应用场景。使用LFY-239型抗熔融金属溅沫冲击性能测试仪测试织物的抗熔融金属飞溅升温,表征其受瞬时温度冲击时的防护能力,并评估其应用在焊接防护服中的可行性。
使用YG461E型全自动织物透气量仪测试织物透气性,根据GB/T 5453-1997标准评估导热涂层织物的穿着舒适性。此标准适用于多种纺织织物,包括产业用织物、非织造布和其他可透气的纺织产品。
3 结果和讨论
3.1 增重分析
表1示出织物的样品名、石墨烯浓度和织物增重。

表1 织物样品名、石墨烯浓度和织物增重
使用同种原料JQC02的织物,石墨烯浓度为0.5%~2%时增重差距不大,在4.7%到5.6%之间,说明在此浓度下石墨烯附着量基本相似。在石墨烯浓度为3%和4%时织物增重增加有明显的上升趋势,这是由于石墨烯含量高时其浆料性状较粘稠,同时使用刮刀手动刮涂工艺的应力小于丝网印刷、浸轧等工艺,其涂层在浆料粘稠时更易在织物表面附着沉积,致使涂层较厚,因此用量提升明显。可于织物扫描电子显微镜截面图像中观测涂层厚度,其导热性能可于导热系数测试和抗金属熔滴冲击升温测试中得到证实。
3.2 扫描电子显微镜
由于刮涂应力较小,石墨烯涂层在织物表面附着,不会发生明显的渗透现象,因此图2截面SEM图像显示,石墨烯仅在织物表面存在分布。石墨烯质量分数为1%时可观测到石墨烯成膜并附着在织物表面,成膜片径约为60μm,在多个石墨烯微膜之间存在连接。石墨烯浓度为4%时,织物表面沉积石墨烯形成连续石墨烯膜,其厚度约为50μm,可形成完整的导热通路。
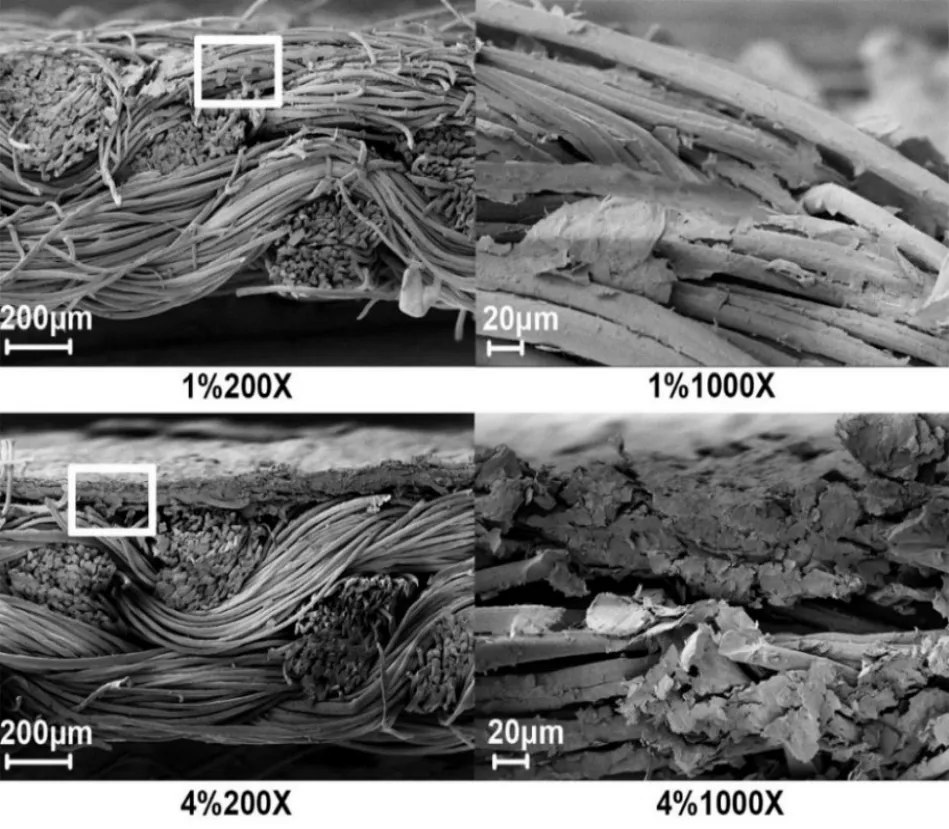
图2 石墨烯质量分数为1%和4%的织物截面图
3.3 激光闪射法测热扩散系数和导热系数
表2和图3示出织物原样和涂层织物的导热系数。在织物原样中,垂直导热系数较小,水平导热系数也较小,这对于热防护来说虽然不会第一时间损害织物下层的人体皮肤组织,但不利于热量水平方向传递,因此不利于热量的快速散失,有可能会热量堆积,最终使织物局部温度过高对人体造成伤害。
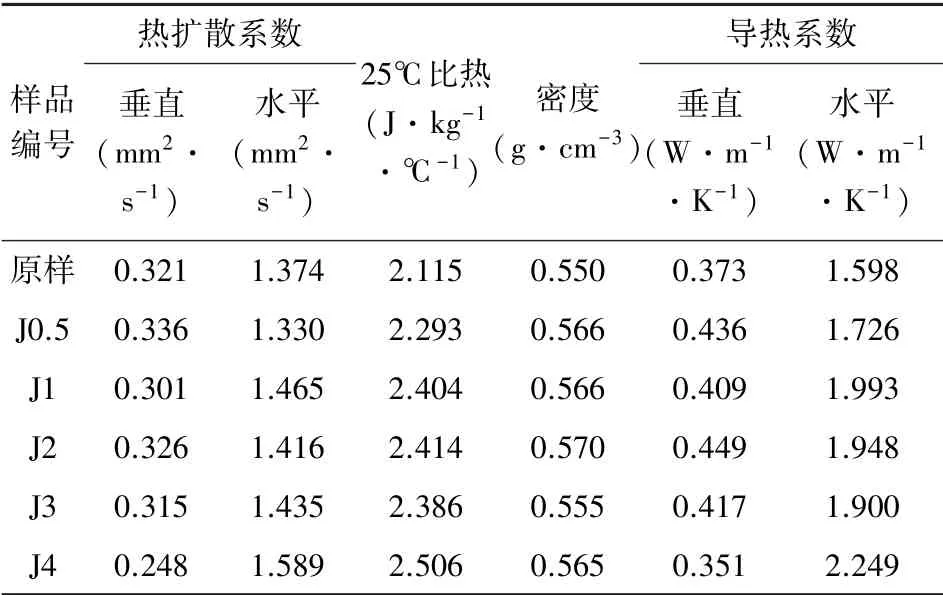
表2 织物的热扩散系数、比热、密度和导热系数
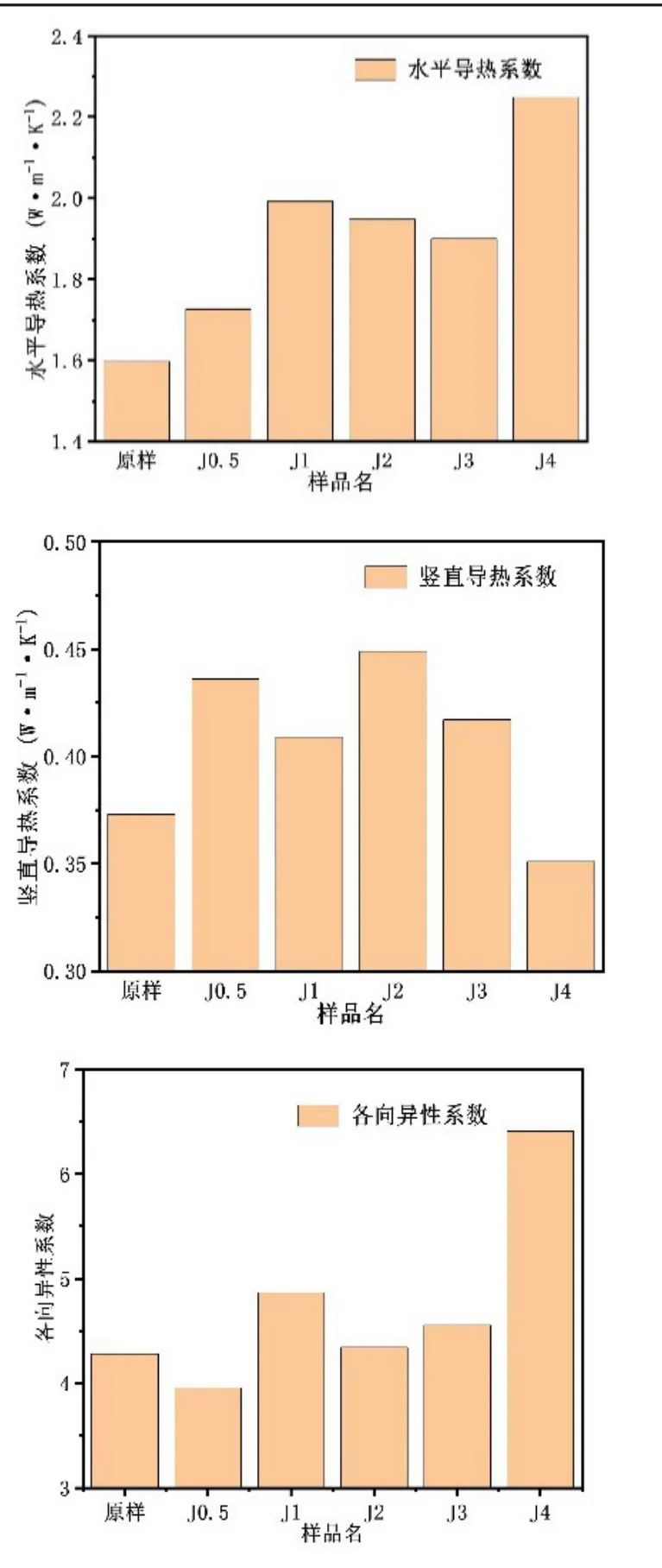
图3 织物的导热系数和各向异性系数
使用石墨烯改性后,水平导热系数均有提升,这有利于热量迅速传导并散失,有利于改善积热现象。使用较低浓度的石墨烯能提升水平和竖直方向的导热系数,这是由于石墨烯本身具有优异的导热性能,其存在加快了织物的导热能力。在石墨烯浓度为2%以后竖直方向的导热系数逐渐减小,这是由于石墨烯的层间屏蔽作用阻止热量向涂层下方传导[15]。石墨烯浓度为4%时垂直方向上的导热系数略低于织物原样。
研究水平方向上的导热系数,可发现石墨烯的加入对其影响很大,所有织物的水平方向导热系数均高于原样,说明石墨烯涂层在织物表面发挥了导热作用。伴随石墨烯用量升高至4%,其导热系数达到最高,为2.249 W·m-1·K-1。其各向异性系数也达到最高,符合快速散热、纵向隔热的预期。此外,质量分数1%的石墨烯涂覆织物也有比原样更大的各向异性系数,这为产业化节约成本提供了新的方案。
3.4 熔融金属冲击升温
如图4(a)所示,对于织物原样,在熔融金属飞溅冲击下织物背面升温达到36℃。使用石墨烯涂覆的织物冲击升温明显下降。石墨烯浓度为0.5%~2%时织物背部升温下降至24℃~26℃,已经符合GB 8965.2-2009中介绍的阻燃防护焊接服的标准。在石墨烯浓度升高至4%时,金属熔滴飞溅升温迅速下降至18℃,表现出优异的点状热源冲击阻挡能力,这与水平导热系数升高和竖直导热系数降低相对应。
3.5 透气性测试
透气性实验显示,织物原样的透气率是44.42 mm/s,织物的透气率与石墨烯浓度有关,见图4(b)。浓度在0.5%~2%之间的织物透气率较高,在30mm/s~40mm/s之间。浓度为3%时,透气率迅速下降到15.41mm/s;浓度为4%时,织物透气率仅为5.83mm/s。透气性下降影响服用穿着的舒适性,因此为达到最佳防护效果,4%石墨烯涂层织物可用于电焊金属冲击频率较大的身体部位,如制成手套、护腿等,其余部位使用1%浓度石墨烯涂覆织物。
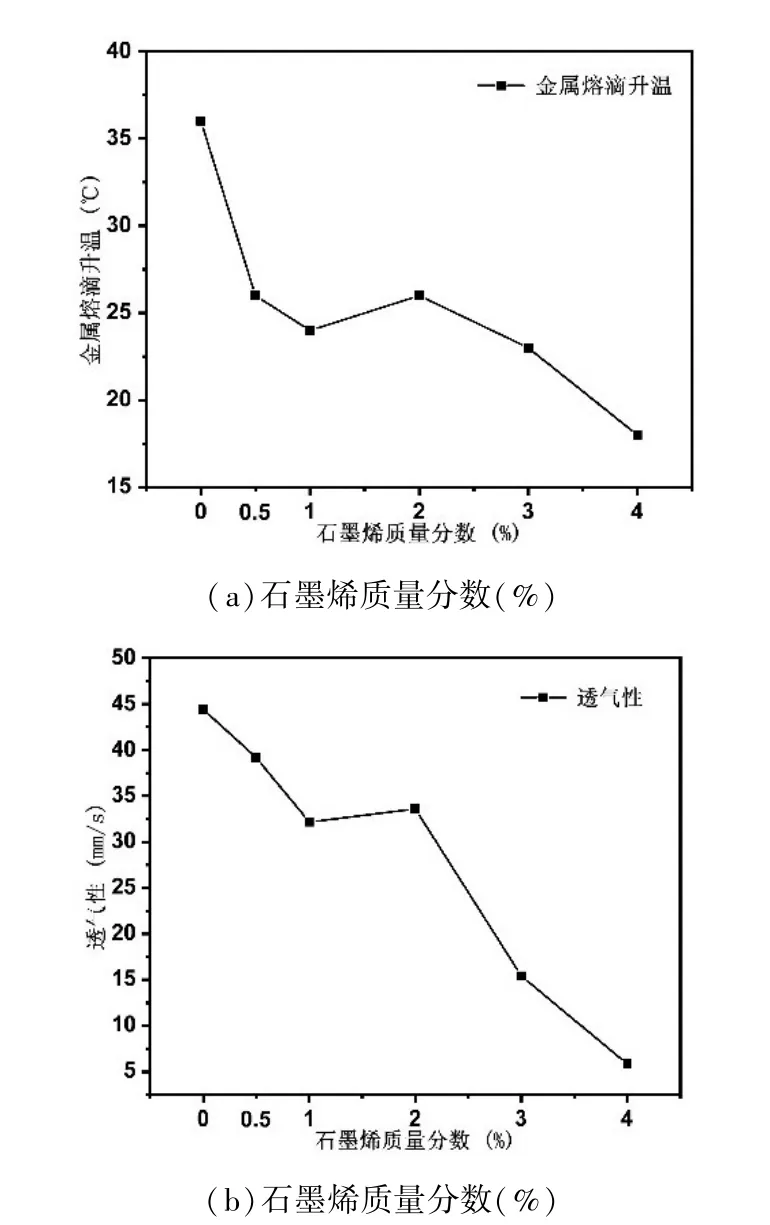
图4 金属熔滴冲击升温和织物透气性
4 结论
本文通过刮涂整理的方式,将不同浓度的石墨烯均匀地涂覆在阻燃织物上,制备出可应用于热防护服的面料,并从导热系数、抗熔融金属飞溅、透气性等方面对织物的防护性和穿着舒适性进行研究,得出如下结论:
(1)使用石墨烯刮涂处理的织物防护性能有明显提升。对比未处理织物,横向导热系数上升明显,可以将热量迅速水平传导并散失。石墨烯浓度为4%时水平导热系数最高,此时抗熔融金属冲击防护性最高。因此要达到最佳防护效果,石墨烯质量分数为4%。
(2)应结合不同浓度石墨烯涂覆织物的性能特点达到最佳效果。织物热防护性最佳时增重也较大,为10.78%,透气性下降严重;而石墨烯浓度1%的改性织物热防护性及各向异性指标较好,且增重较小,为4.79%,透气性较好。为达到最佳防护效果与生产成本、穿着轻便与舒适性的平衡,4%石墨烯涂层织物可用于焊接金属熔滴冲击频率较大的部位,如制成手套、护腿等,其余部位使用1%浓度石墨烯涂覆织物以增加穿着舒适性。
(3)防护性能的表现与织物表面石墨烯的分布有很大的关系。石墨烯质量分数为4%时在织物表面形成了石墨烯层,这种层状结构有利于形成导热通路,提高织物的点状热源冲击防护性,可用作电焊防护服和其他需要热防护的面料。石墨烯质量分数为1%时在织物表面形成导热微膜,同样可加快热量水平方向传导和散失,有利于个体防护。
