风电齿轮箱齿轮轴断齿原因
2022-11-22燕友增孟高强高文香
燕友增, 孟高强, 曹 奇, 张 皓, 高文香
(明阳智慧能源集团股份公司, 中山 528400)
齿轮轴是风电齿轮箱的核心部件,一端用来啮合齿轮,另一端用来过盈装配大齿轮,其承受的弯曲应力较大,在使用过程中容易发生断齿。齿轮轴的材料为18CrNiMo7-6钢,其一般的生产工艺流程为:炼钢→锻造→锻后正回火→粗加工→渗碳淬火→精加工。 某风电齿轮箱在运转了约10个月后,其齿轮轴发生断齿,齿轮轴结构示意及断齿的齿轮轴宏观形貌如图1所示。笔者采用一系列理化检验方法对该齿轮轴的断齿原因进行分析。
1 理化检验
1.1 宏观观察
用线切割的方式对齿轮轴断齿部分进行切割取样,断齿的宏观形貌如图2所示。整个齿轮轴只有一颗齿发生了断裂,断口宏观形貌完整,无磨损、锈蚀情况,其余轮齿较完整。从未断裂齿面情况来看,齿面啮合痕迹比较清晰,轴向和径向啮合面积大于95%,不存在偏载情况,初步排除由于齿轮装配或齿轮传动异常导致断齿的可能。
齿轮轴断口处的宏观形貌如图3所示,图3中存在明显的疲劳弧线[1],根据裂纹源的扩展方向可以判断裂纹源的位置,裂纹源位于次表面,断口属于单一裂纹源疲劳断裂。
1.2 化学成分分析
从断齿上取样,按照GB/T 4336—2016 《碳素钢和中低合金钢 多元素含量的测定 火花放电原子发射光谱法(常规法)》,用直读光谱仪分析断齿心部的化学成分,结果如表1所示,结果符合EN 10084—2008 《渗碳钢交货技术条件》对18CrNiMo 7-6钢的要求。
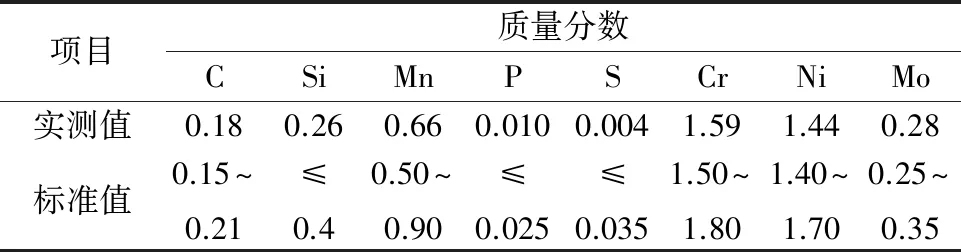
表1 断齿心部的化学成分分析结果 %
1.3 扫描电镜(SEM)分析
采用SEM对裂纹源进行观察,结果如图4所示,由图4可知:裂纹源处存在与周围基体明显不同的物质,长度约2~3 mm,疑似为夹杂缺陷,裂纹从裂纹源处向四周扩散,存在明显的疲劳弧线和辉纹,裂纹源附近区域呈准解理微观形貌。
1.4 能谱分析
采用能谱分析仪对裂纹源处的疑似夹杂物进行分析,结果如图5所示,由图5可知:裂纹源处Al,O元素含量异常,远高于标准EN 10084—2008对18CrNiMo7-6钢的要求,分析可知该夹杂物属于B类氧化铝夹杂物。
1.5 齿面磨削烧伤检测
切取断齿和非断齿的齿面,按标准GB/T 17879—1999 《齿轮磨削后表面回火的浸蚀检验》进行磨削烧伤检测,未发现磨削烧伤痕迹,说明不存在生产制造或使用维护不当导致高温损毁的情况[2]。断齿和非断齿齿面浸蚀后的宏观形貌如图6所示。
1.6 硬度测试
在断齿的表面和心部取样,按标准GB/T 230.1—2018 《金属材料 洛氏硬度试验 第1部分:试验方法》进行硬度测试,结果如表2所示,表面硬度的平均值为60.3 HRC,心部硬度的平均值为33.7 HRC,结果满足设计要求。
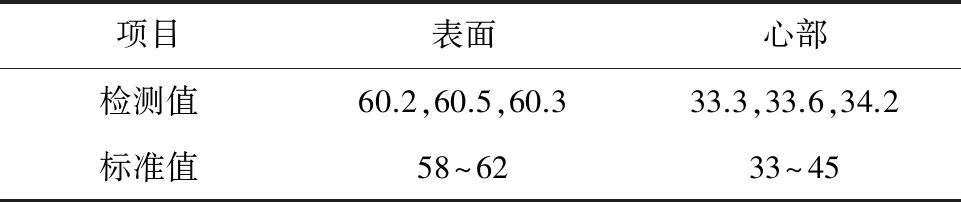
表2 断齿表面和心部的硬度测试结果 HRC
1.7 齿面渗碳层深度和硬度梯度分析
从断齿上取样,按照GB/T 9450—2005 《钢件渗碳淬火硬化层深度的测定和校核》测试其硬度梯度,结果如表3所示,齿面硬度梯度曲线如图7所示,渗碳层深度为2.0 mm,满足设计要求。
1.8 金相检验
从断齿上取样,用体积分数为4%的硝酸乙醇溶液腐蚀,按照JB/T 6141.3—1992 《重载齿轮 渗碳金相检验》,用光学显微镜评定断齿表面和心部的显微组织,结果如图8所示,由图8可知:断齿表面组织为细针状马氏体、残余奥氏体和碳化物(2级);心部组织为板条马氏体及少量铁素体[3],符合ISO 6336-5:2003 《正齿轮和斜齿轮承载能力的计算 第5部分 材料的强度和质量》的MQ级要求。按照GB/T 6394—2017 《金属平均晶粒度测定方法》,用光学显微镜检验心部的晶粒度,结果为7.5级,符合标准要求(≥6级)。
2 综合分析
为了找到断齿的原因,需要从齿轮箱设计、生产制造和使用维护等多个方面进行分析。该风机齿轮箱没有发生大批量断齿的情况,故可以排除设计原因。
该齿轮箱仅运转了10个月左右就发生了断齿,使用时间较短,且风场对振动、油温、油压等关键参数都有大数据实时监控,断齿的齿轮箱各监控数据与风场其他齿轮箱并无明显差异,故可以排除使用维护的原因。
由断齿齿轮的宏观形貌可知:齿面啮合面积大于95%,说明不存在偏载情况,可以初步排除由于齿轮装配或齿轮传动异常导致断齿的可能。
由齿面磨削烧伤分析结果可知:断齿和非断齿的齿面均未发现磨削烧伤痕迹,可以排除由于生产制造或使用维护不当产生磨削烧伤导致齿面点蚀剥落,进而导致断齿的可能。
由化学成分、硬度测试和金相检验结果可知:齿轮轴断齿的化学成分、晶粒度、齿面硬度、渗碳层深度、硬度梯度等结果均符合设计及标准要求。
从断口的SEM分析可知:裂纹源处存在疑似夹杂物,结合能谱分析得到裂纹源处Al,O元素含量异常,判断为B类氧化铝夹杂物。氧化铝夹杂物硬度高、受力时不易变形,大尺寸氧化铝夹杂物的存在会割裂基体的连续性,降低材料的疲劳强度。当夹杂物处在承受应力较大位置时,夹杂物周围易产生应力集中,从而萌生疲劳裂纹,随着时间的延长,裂纹会进一步扩展,最终发生疲劳断裂[4]。
3 整改措施
(1) 炼钢熔化期:烘干电炉炉衬,控制炉料的纯净度、高氧化性、好的流动性,适量的熔渣,中等偏低温度[5]。
(2) 炼钢氧化期:增大沸腾程度、延长沸腾时间、彻底扒渣、控高温、薄渣、加大供氧量和氩气量。
(3) 炼钢还原期:烘干钢包炉衬、控制加入合金的纯净度、降低O元素和S元素的含量、控制氩气搅拌。
(4) 炼钢真空脱气:采用氩气搅拌、延长脱气时间。
(5) 浇注:采用氩气保护,防止二次氧化,吹扫干净出钢槽。
(6) 锻造:充分锻打,采用合适的利用率。
4 结语
该风机齿轮轴断齿属于单源疲劳断裂,裂纹源处存在大尺寸的B类氧化铝夹杂物,冶炼缺陷是齿轮轴发生断齿的主要原因。经整改后,笔者单位生产了近百件产品,都未发生开裂。
