数控机床超低待机状态作业车间调度节能研究
2022-11-21刘欣玥王黎明
刘欣玥,王黎明
(山东大学机械工程学院高效洁净制造教育部重点实验室,山东 济南 250061)
1 引言
如今制造业能源环境问题日益成为关注焦点。国家统计局数据[1]显示,2017 年制造业能源消费量占全国能源消费总量的54.65%。机床能耗是作业车间能耗的主体,在加工制造中能源消耗量巨大,由此产生的温室气体排放直接关系着气候变化。降低作业车间能耗,特别是降低机床能耗是制造业节能的研究重点。
随着加工技术的不断发展,数控机床成为车间制造的核心,并向绿色制造和智能制造方向发展。数控机床主要能耗为电能。车间能耗调度研究[2-3]普遍将数控机床能耗状态划分为加工状态和待机状态。研究[4]是通过优化数控机床加工参数实现加工状态节能的车间调度研究,其加工参数的选取基于假设驱动,容易忽略加工参数对加工质量的影响。待机状态能耗是机床不必要能耗的重要来源之一,与加工参数相比待机状态能耗与加工质量关联相对较小。机床待机状态节能是实现机床节能的重要手段。由于机床停机状态能源消耗普遍小于待机能耗。文献[5-6]在车间节能研究中将机床由待机状态切换至停机状态以降低机床待机能耗。但研究[6]指出频繁开关机床可能导致机床寿命缩减等问题。前期研究[7]中在流水车间中引入了一种数控机床超低待机状态。超低待机状态能够在不关闭机床的条件下降低机床待机状态能耗,且超低待机状态功率水平更接近停机状态,能耗更低。这是待机状态节能的新思路,由于数控机床超低待机状态功率状态的特殊性,引入超低待机状态的车间机床功率状态划分和能耗建模更为复杂,目前引入数控机床超低待机状态车间调度研究较少。与流水车间相比,作业车间打破了工艺约束的限制,更加贴近实际生产情况。
本研究在以数控机床为加工设备的作业车间中引入超低待机状态,优化控制数控机床待机状态耗能部件,降低机床待机能耗。并针对引入超低待机状态的作业车间建立面向绿色制造的多元能耗调度模型,实现数控机床各状态能耗建模与分析。在此基础上,以能耗最优为目标,设计遗传算法优化上述调度模型,以实现绿色制造。
2 作业车间问题模型
作业车间是机械加工系统典型加工方式。作业车间能耗调度可以在设定的约束条件下,对机械加工任务进行机床资源合理分配,以达到能耗指标最优化。作业车间能耗调度是研究A个工件在B机床上的加工问题,各工件加工均需要在B个机床上完成B个工序,每个工序能且仅能在一台机床上加工,各工件工序顺序和所需时间固定,但可以不相同。引入超低待机状态的作业车间调度假定生产设备全部是数控机床。由于数控机床超低待机状态的特殊性,该调度问题需同时考虑数控机床包括超低待机状态在内的三种状态,如图1所示。

图1 调度方案甘特图Fig.1 Gantt Diagram of Scheduling Scheme
数控机床超低待机状态能耗特性研究3.2进行详细介绍。该作业车间调度方案甘特图,如图1所示,其中(a,f)是工件a的第f个工序,如(1,3)表示工件1的第3个工序。该能耗调度问题目的是通过合理安排工件的加工顺序,以实现车间总能耗最优。除了上述条件之外,该调度问题还需满足以下约束:
(1)各机床运行过程同一时间最多加工一个工件,且需完成整道工序后才能停止加工;
(2)同工件各工序加工顺序需满足优先级约束;
(3)不同工件各工序间没有优先级约束。
3 数控机床功率状态及能耗特性
机械加工生产过程中的能耗统计是进行车间层次能耗管理和调度优化的基础。为了实现机械加工车间能耗的定量分析,优化生产过程能耗构成,有必要对车间加工设备进行能耗状态分析,确定加工设备能耗状态的组成。要实现车间能耗调度首先需要建立车间层次能耗统计模型,并通过能耗统计模型计算机床各状态的能耗值,统计车间能耗总量。引入超低待机状态的作业车间数控机床耗能阶段划分为加工状态能耗、待机状态能耗和超低待机状态能耗。
3.1 加工状态能耗模型
加工状态是数控机床加工工件各工序加工所处的运行状态。处于加工状态的数控机床依据工加工需求开启机床各单元部件,以满足加工任务对机床功能的需求,能耗水平高于待机状态。数控机床MXR-460V加工运行状态曲线[7],如图2所示。加工运行状态曲线通过CW240钳式功率仪采集,设置的采样频率100ms。此曲线对前期研究[8]等中的理论曲线进行补充说明。其中加工状态是数控机床主轴处于较高转速下的空转功率状态,由于主轴转速较高,主轴停转时会进行主轴制动产生负值功率,主轴转速较低时主轴停转不产生负值功率。

图2 数控机床功率曲线图Fig.2 Power Curve of NC Machine Tool
车间调度研究[3]一般将机床各耗能阶段功率设置为定值。数控机床加工能耗与各机床加工功率和各机床加工时间有关,引入超低待机状态的作业车间中一台数控机床加工能耗Eproc,如式(1)所示。

式中:c—机床编号;
Pproc—机床c的加工功率;
Tproa,c—一个工序的加工时间。
3.2 两种待机状态能耗模型
待机状态是数控机床两个相邻工件加工间隔时所处的状态,即机床两个相邻加工状态之间所处的状态。从图2可见,机床处于待机状态时能耗水平依然较高,部分辅助部件依然开启。研究引入超低待机状态,进一步降低数控机床待机状态功率水平。超低待机状态形成原理是通过控制机床数控系统完全关闭辅助部件,使处于待机状态的机床能耗进一步降低。处于超低待机状态的数控机床基础单元不关闭,数控系统有输入输出设备开启,例如机床数据存储装置。如图2处于超低待机状态的数控机床功率明显小于待机状态。但是数控机床由超低待机状态切换到加工状态时数控系统必须进行一定检测操作,各项检测操作的完成需要一些时间,不同数控机床所需检测时间不同。因此,在进行引入超低待机状态的车间调度时,需要进行待机状态和超低待机状态两种待机形式的主动控制。
数控机床两种待机能耗与机床待机状态功率和待机时间有关。研究引入待机决策变量x,当机床c第d个待机时间大于等于超低待机状态切换到加工状态所需最小时间Tswac时,待机决策变量xc,d设置为0,否则为1。引入超低待机状态的作业车间中机床c待机能耗Ewaic,如式(3)所示。
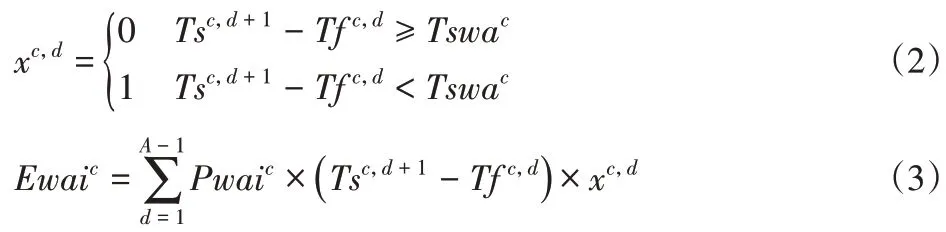
式中:Pwaic—数控机床c的待机功率;Tsc,d+1—数控机床c第d+1个工序的开工时间,例如图1中的Ts2,2是机床2第2个工序的开工时间;Tf c,d—机床c第d个工序的完工时间,例如图1中的Tf2,1是机床2第1个工序的完工时间。
研究引入超低待机决策变量y,当机床c第d个待机时间大于等于超低待机状态切换到加工状态所需最小时间Tswac时,超低待机决策变量yc,d设置为1,否则为0。引入超低待机状态的作业车间中机床c超低待机能耗Eulwc,如式(5)所示。
式中:Pulwc—数控机床c的超低待机功率。
3.3 总能耗模型
作业车间能耗调度目的是在问题解集空间内搜索能耗指标最优的调度方案。因此建立车间总能耗模型作为调度方案能耗指标的评价机制。引入超低待机状态的作业车间能耗为所有机床加工能耗和两种待机能耗总和,最终总能耗Eall模型,如式(6)所示。

4 优化算法
作业车间能耗调度问题是典型的NP-hard问题,由于作业车间打破了工件加工顺序的限制,作业车间能耗调度问题对优化算法的要求更高。遗传算法[9-10]一直以被用于研究作业车间能耗调度问题。研究基于遗传算法求解引入超低待机状态的作业车间问题,算法优化流程图,如图3所示。

图3 遗传算法流程图Fig.3 Flow Chart of Genetic Algorithm
流程具体说明如下:
(1)编码与解码:首先通过基于工序的编码方式确定解集空间,遗传算法示意图,如图4所示。以图4中的个体1为例第一个“1”表示工件1 第一个工序,第二个“1”表示工件1 第二个工序。然后随机生成第一代种群。车间调度解码方式很多,研究采用面向工序解码,图4展示了两种解码方式。以个体1最后一个工序(3,2)为例,第一种解码方式将工序安排在机床可以最早开始加工的时间,如工序(3,2),Ts1,3-Tf1,2<Tswa1进入待机状态;第二种解码方式将工序安排在可进入超低待机状态位置,Ts'1,3-Tf1,2≥Tswa1进入超低待机状态,如工序(3,2 )',能耗降低,但机床1方案运行时间延长。方案运行时间是生产制造中需要考虑的因素,因此研究采用第一种解码方式,以控制方案运行时间。图4中还可见Ts1,3-Tf1,2与工序(3,1)加工时间长短有关,对于加工时间长度等级不同的数据超低待机状态待机节能效果可能不同,此问题研究5将做具体分析。
(2)遗传操作:通过轮盘赌的方式选择两个个体并进行交叉操作。交叉操作首先任意选取两个个体的同一位置,然交换该位置后的所有基因,产生两个新的个体,图4中个体1交叉后为[1 1 2 2 3 3]、个体2交叉后为[1 2 1 3 2 3]。对于不可行的个体通过将重复的基因替换成缺失的基因进行修正。变异操作示意图,如图4所示。首先任意选取一个个体,然后将个体任意位置后的所有基因逆序排列,产生一个新的个体,图4中个体3变异后为[3 2 1 1 2 3]。

图4 遗传算法示意图Fig.4 Schematic Diagram of Genetic Algorithm
(3)种群适应度评估:计算种群各个体的适应度值,个体适应度F函数,如式(7)所示。

(4)种群更新迭代:通过锦标赛方法选取优势个体进入下一代种群。
(5)终止判断条件:寻优迭代达到最大迭代次数时输出最优解。
由于作业车间调度优化结果难以预计,加工时间长度等级对待机节能效果能且仅能通过优化算法求解进行预测,研究5通过优化求解对加工时间长度等级问题进行具体分析。
5 案例分析
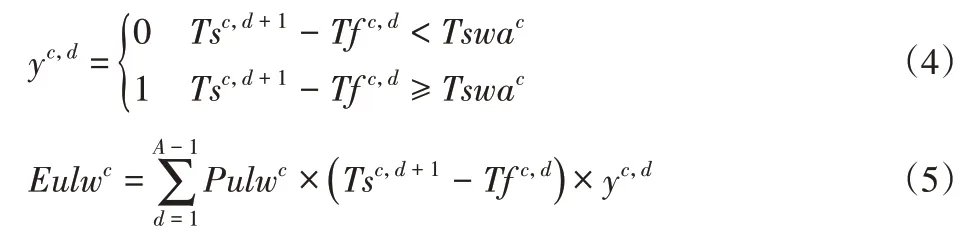
由于作业车间基准问题缺乏机床能耗数据,研究通过实际测量和查阅文献[7,11]得到相关数据,如表1所示。机床能耗数据在相对理想环境下采集,实际生产中机床能耗数据可能有所波动,例如模式转换时间略有增加。并使用基准问题la01 作为车间加工时间数据,以分析引入超低待机状态的作业车间节能效果。分别设置5-1min、10-1min、15-1min、20-1min 和25-1min 五个不同时间等级延伸基准问题。问题类型用la01*时间等级表示,例如la01*5-1表示以5-1min 为时间单位的la01 基准问题。案例进行引入超低待机状态调度实验(实验1)和不引入超低待机状态调度实验(实验2),分析加工时间长度等级对作业车间待机节能效果的影响。实验算法参数设置:种群规模:200个;迭代次数:100 次;交叉概率:0.6;变异概率:0.05;竞赛规模:4个。实验运行配置:Matlab R2014a版本/Windows10操作系统。每组问题的两组实验分别进行30次,每组问题实验最优结果,如表2所示。

表1 机床能耗数据Tab.1 Machine Tool Energy Consumption Data
表2 实验最优结果(kW*min)Tab.2 Experimental Optimal Results
上述实验结果可见,引入超低待机状态的作业车间待机能耗明显小于不引入超低待机状态的车间。五个问题引入超低待机状态后待机节能效果图,如图5所示。其中,待机节能百分比,如式(8)所示。


图5 待机节能曲线Fig.5 Energy Saving Efficiency Curve of Idle state
研究[5]和研究[6]是典型的应用停机策略降低待机能耗的研究。两个研究能够降低(8.9~80.0)%的待机能耗,本研究方法可降低(25~62)%的待机能耗。可见超低待机状态节能效果不亚于停机策略。图5中还可分析,随着案例问题加工时间长度等级的缩小,待机节能效率有一定呈下降的趋势。这是因为时间等级的缩小导致相邻工序间待机时间缩短,使待机时间未能超过超低待机状态切换到加工状态所需最小时间,而不能启用超低待机状态;或者最优方案倾向于待机时间相对较长的方案,以更多的启用超低待机状态,这两种情况都可能会导致问题总待机能耗相对增加,待机节能效率下降。
la01*10-1和la01*25-1问题实验1 和实验2 最优方案,如图6所示。对比图6(a)和图6(c)可见,图6(c)总待机时间(白色和浅灰色虚线矩形部分)占比高于图6(a),符合上述待机节能效率分析。对比la01*10-1和la01*25-1问题类型的两组实验,两个问题的实验1部分机床运行时间比实验2长,但两个问题的实验1和实验2方案运行时间相差不多,可见算法解码方式能够一定程度控制调度方案运行时间。

图6 最优方案甘特图Fig.6 Optimal Gantt Diagram
6 结论
研究分析了数控机床超低待机状态功率及能耗特性,并建立了引入超低待机状态的作业车间能耗模型,实现了车间层能耗的定量分析;研究设计了能够有效解决引入超低待机状态的作业车间能耗调度问题的优化算法流程,在实现绿色制造的同时能够一定程度上控制方案运行时间。
研究结果显示,数控机床超低待机状态是降低作业车间待机能耗有效途径,节能效果不亚于停机策略。加工时间长度等级对数控机床超低待机状态待机节能效果有一定影响,随着问题加工时间长度等级缩小,待机节能效果可能存在下降趋势。
对于优化算法解码形成的调度方案,改变其中部分工序的开工时间不会影响其他工序开工时间和方案运行时间,这可以进一步优化调度方案能耗。通过对解码后的调度方案进行再优化,能够增强优化算法的局部优化能力,是提升优化算法求解质量的可行研究方向。
