ZJ116B型卷接机组滤嘴供应系统的改进
2022-11-21潘恒乐邓灿李小平
潘恒乐,邓灿,李小平
常德烟草机械有限责任公司,湖南省常德市武陵区长庚路999号 415000
ZJ116型卷接机组是第一代国产双烟道高速卷接设备,经过优化改进目前已形成ZJ116A、ZJ116B等系列化产品,其中ZJ116B型卷接机组主要用于生产细支烟[1-3]。与常规卷烟生产相比,ZJ116B机组滤嘴供应系统的切割轮上容易出现滤嘴缺失问题,进而导致设备停机,影响生产效率。近年来,针对细支烟生产设备已有诸多研究,王震等[4]研制了一种烟丝结构柔性调控设备,改善了细支烟烟丝结构分布;厉德俊等[5]针对GD121A型卷接机组设计了一种压丝块,提高了细支烟产品合格率;汤治国[6]对ZJ114型卷接机组的风室部件进行改进,解决了输送至烟枪的烟丝束零乱、烟丝通道堵塞等问题;潘恒乐等[7-8]基于ZJ116B型机组研制了一种吹气装置和短型搓板,提高了设备有效作业率。但对于如何解决卷接机组切割轮缺失滤嘴的问题则鲜见报道。为此,基于ZJ116B机组对切割轮滤嘴缺失原因进行分析,并对滤嘴供应系统进行改进,以期减少滤嘴缺失数量,提高设备运行效率。
1 问题分析
1.1 工作原理
ZJ116B型卷接机组滤嘴供应系统主要由滤棒(4倍长滤嘴)贮存库、滤棒料斗、切割轮、错位轮、并行轮和加速轮等组成,见图1。其中,滤棒贮存库(1)在滤嘴供应与接收中断时向滤棒料斗(2)连续供应滤棒,再由滤棒料斗中的横向输送皮带(8)将滤棒输送至切割轮(3)承烟槽中;承烟槽内设置有负压风孔,通过负压作用将滤棒吸附在承烟槽上,使滤棒随切割轮顺时针旋转;切割轮正上方安装有顺时针旋转的拨料辊(10),将未进入承烟槽的滤棒挡住,确保一个承烟槽只容纳一支滤棒;承烟槽中滤棒随切割轮旋转至切刀(9)位置时被切割成双倍长滤嘴,再经错位轮(4)错位、并行轮(5)排列、加速轮(6)加速后送入烟条供应系统的汇合轮(7),与烟条结合后形成组烟。
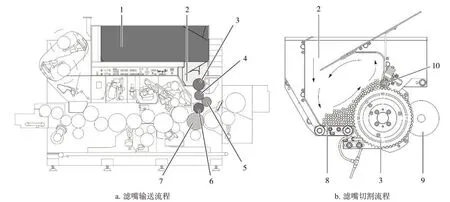
图1 滤嘴供应系统结构示意图Fig.1 Structure of filter plug supply system
1.2 存在问题
生产中发现切割轮上吸附有滤棒的承烟槽在经过拨料辊前,容易出现两支滤棒被同时吸附到承烟槽边缘而无法下落至承烟槽等问题,两支卡阻的滤棒随切割轮转动并被拨料辊全部拨走,由此造成切割轮上滤棒缺失,见图2。当B41M传感器连续检测到错位轮上出现12个空烟槽时,设备停机报警。调节切割轮承烟槽的负压大小发现,滤棒缺失数量随负压的降低而减少,说明切割轮承烟槽的负压过大是导致滤棒卡阻的主要原因。由图3可见,滤嘴接装机主风机产生的负压吸风分6路输出,对整个卷接机组的鼓轮负压进行分段控制,其中一路经金属软管进入滤嘴供应系统为切割轮、错位轮、并行轮以及加速轮的承烟槽提供负压[9]。由于滤嘴供应系统各鼓轮的负压吸风入口位于设备内部且位置紧凑,单独调节切割轮负压难以操作,若通过降低主风机的负压来降低切割轮承烟槽的负压,则可能导致卷接机组其他鼓轮上出现烟支掉落、交接不稳等问题。
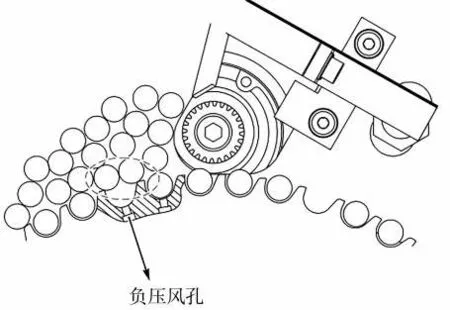
图2 滤棒卡阻示意图Fig.2 Schematic diagram of filter plug jamming
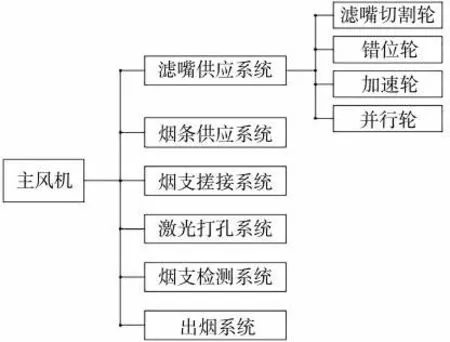
图3 滤嘴接装机主风机负压吸风供应系统Fig.3 Negative pressure air supply system of main fan in filter assembler
2 改进方法
为避免切割轮上出现滤棒卡阻问题而导致滤嘴缺失和设备停机,同时确保机组其他鼓轮运行稳定,改进后在滤嘴供应系统的负压管道上增加阀门机构用于调节负压值(图4),并对切割轮承烟槽上负压风孔尺寸进行优化。
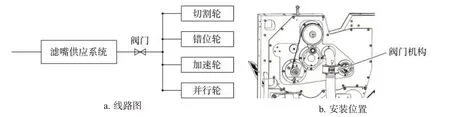
图4 滤嘴供应系统阀门机构安装位置示意图Fig.4 Schematic diagram of installation position of valve in filter plug supply system
2.1 阀门机构设计
阀门机构由阀板、安装座、刻度法兰、阀轴、手柄以及连接管等部分组成,见图5a。两个刻度法兰(2、3)通过螺钉固定在安装座(7)上;阀轴(4)一端与手柄(5)连接,另一端依次穿过刻度法兰、安装座、阀板(1)和刻度法兰后通过螺钉(9)将其拧紧;阀板通过弹性销(8)固定在阀轴上随阀轴同步转动;安装座与连接管(6)连接,与机组的负压系统接通。通过手柄带动阀板转动可以控制负压管道的通风截面(阀门开度),进而调整滤嘴供应系统的负压值。如图5b所示,刻度法兰0°~90°之间每隔15°对应的阀门开度依次为0、1/6、1/3、1/2、2/3、5/6、1。
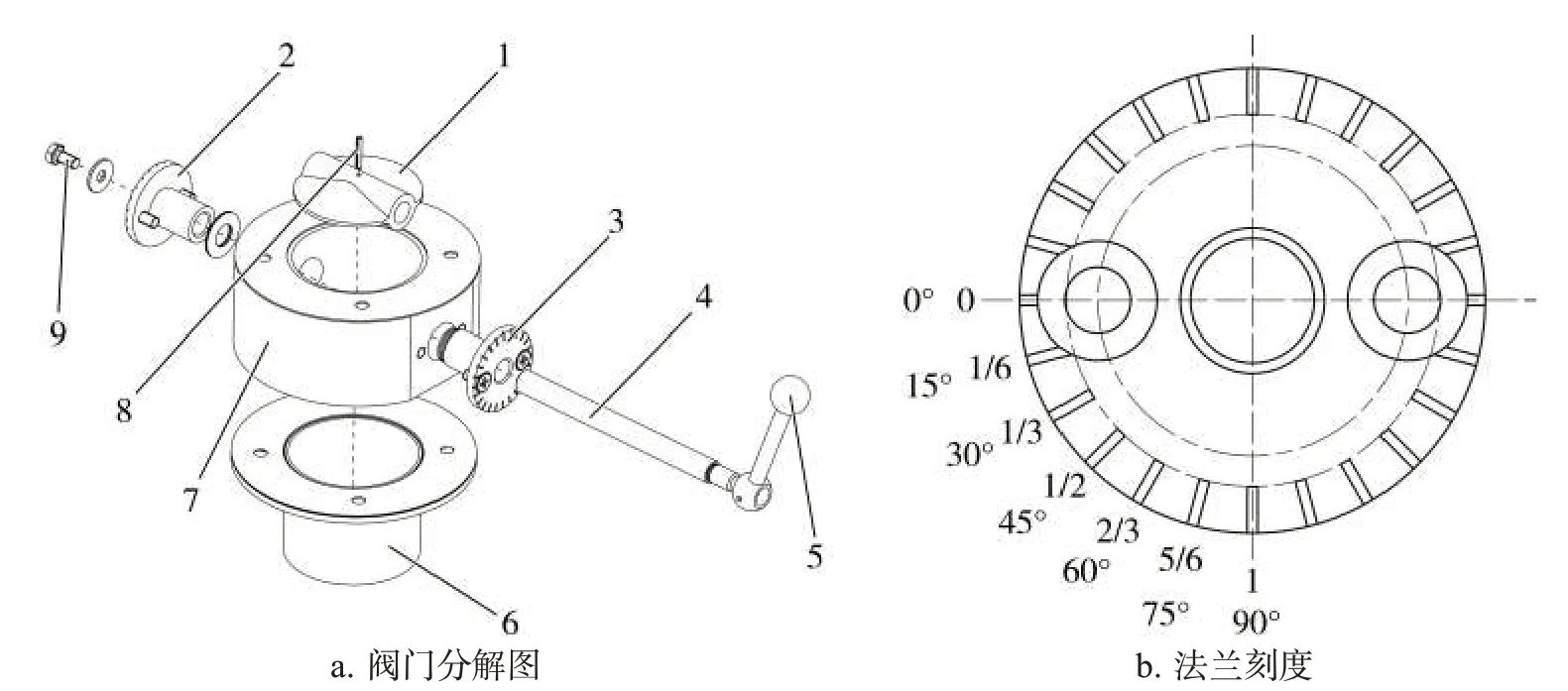
图5 阀门机构结构示意图Fig.5 Schematic diagram of valve mechanism
2.2 阀门开度计算
2.2.1 滤嘴运动分析
如图6所示,切割轮在A点连通负压将滤棒吸入承烟槽,滤棒被分切后在B点因负压断开而落入护轨并进入错位轮;错位轮在C点将滤嘴吸入承烟槽,逆时针转动经过D点后在E点断开负压并将滤嘴交接给并行轮;并行轮在M点将滤嘴吸入承烟槽,利用负压吸风将并行轮中心线两侧的滤嘴吸向鼓轮中间,使滤嘴排成一列后在N点传递给加速轮;加速轮在J点将滤嘴吸入承烟槽并带动滤嘴逆时针转动,再在K点断开负压将滤嘴交接给烟条供应系统的汇合轮。切割轮、错位轮、并行轮和加速轮的设计参数见表1。当机组以额定生产速度10 000支/min运行时,4个鼓轮的角速度分别为4.84、12.44、1.98、37.38 rad/s。

表1 切割轮、错位轮、并行轮和加速轮的固有参数和运行参数Tab.1 Intrinsic and operating parameters of cutting,grading,shifting and accelerating drums
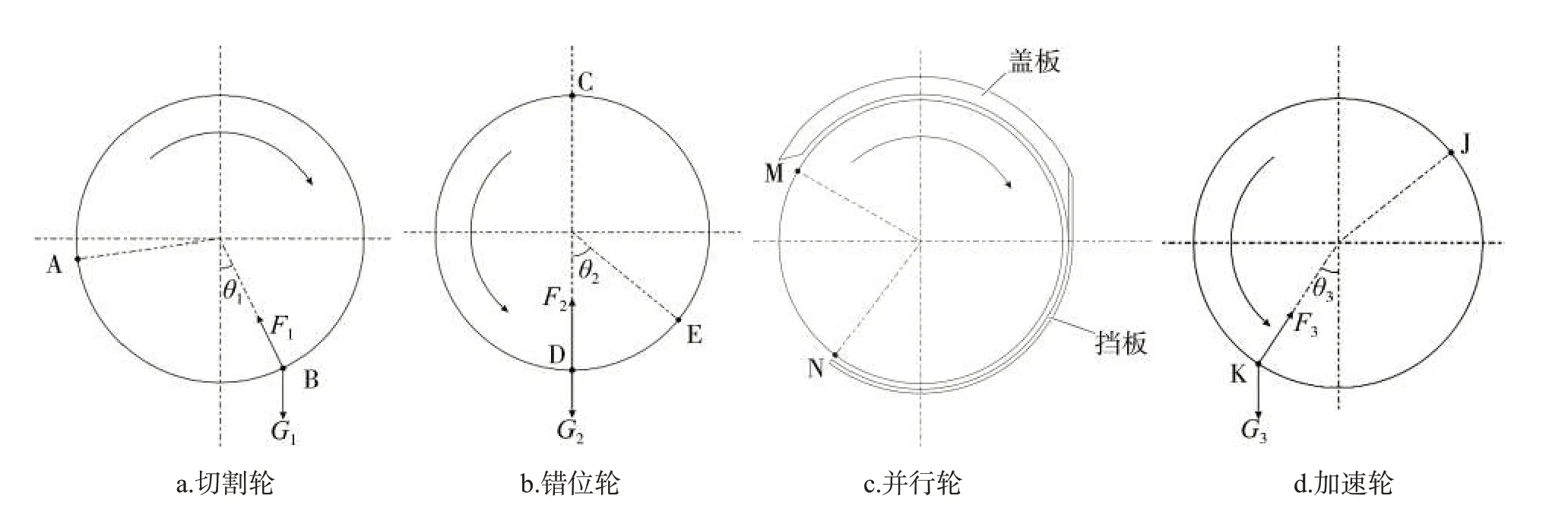
图6 切割轮、错位轮、并行轮和加速轮上滤嘴运动和受力分析Fig.6 Movement and load analyses of filter plugs on cutting,grading,shifting and accelerating drums
2.2.2 滤嘴受力分析
分析发现,滤嘴随切割轮、错位轮和加速轮转动时会因承烟槽负压过小而掉落;随并行轮转动时虽有盖板和挡板阻挡不会掉落,但会因负压吸风过小而横移不到位,从而导致汇合轮上的组烟不完整[10]。因此,滤嘴在切割轮、错位轮和加速轮上的受力情况相似。由图6可知滤嘴在B点、D点和K点最容易掉落,对这3点进行受力分析可得:
式中:F1、F2、F3分别为避免滤嘴在切割轮、错位轮和加速轮上掉落的最小吸力,N;Fn1、Fn2、Fn3分别为滤嘴在切割轮、错位轮、加速轮上受到的向心力,N;G1、G2、G3分别为切割轮、错位轮、加速轮上一个承烟槽内滤嘴受到的重力,N;m为单倍长滤嘴质量,取0.1 g;ω1、ω2、ω3分别为切割轮、错位轮、加速轮的角速度,rad/s;R1、R2、R3分别为切割轮、错位轮、加速轮的半径,mm;g为重力加速度,取9.8 m/s2;θ1、θ3分别为B点和K点与垂直方向的夹角,(°)。
已知θ1=30°、θ3=27°,计算可得F1≈0.004 4 N、F2≈0.004 46 N、F3≈0.025 2 N。根据负压计算公式可得:
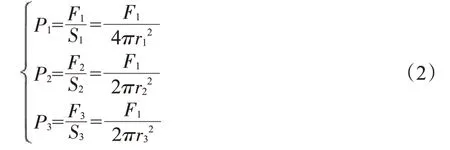
式中:P1、P2、P3分别为切割轮、错位轮、加速轮在运行过程中所需的最小负压,Pa;S1、S2、S3分别为滤嘴切割轮、错位轮、加速轮上一个承烟槽的负压风孔面积,m2;r1、r2、r3分别为滤嘴切割轮、错位轮、加速轮上负压风孔的半径,mm。
计 算 可 得P1=114.33 Pa、P2=177.46 Pa、P3=501.34 Pa,即加速轮所需负压大于切割轮和错位轮。滤嘴在并行轮上因受力复杂而难以计算所需最小负压,通过调节阀门开度检测错位轮上滤嘴缺失数量和汇合轮上不完整组烟数量(表2),发现阀门开度≤2/3时,滤嘴在并行轮上无法横移到位进而导致汇合轮上出现不完整组烟。因此,阀门开度应>2/3。
2.3 切割轮负压风孔尺寸优化
由表2可知,阀门开度为5/6时,汇合轮上未出现不完整组烟,但滤嘴缺失数量较多。经检测,阀门开度为5/6时加速轮负压值为9 500 Pa,远大于理论计算要求的负压值501.34 Pa,说明滤嘴缺失是由于切割轮上出现滤棒卡阻而非滤嘴从鼓轮上掉落所致。因此,需要缩小切割轮负压风孔直径以减小承烟槽负压,避免发生滤棒卡阻现象。考察不同切割轮负压风孔半径(1.50、1.25和1.00 mm)和阀门开度(1和5/6)下机组运行情况,结果见表3。可见,切割轮负压风孔半径为1.25 mm、阀门开度为5/6时,滤嘴缺失数量为7支/班次,不完整组烟数量仅有1组/班次,停机次数为0,该测试结果优于其他组合。
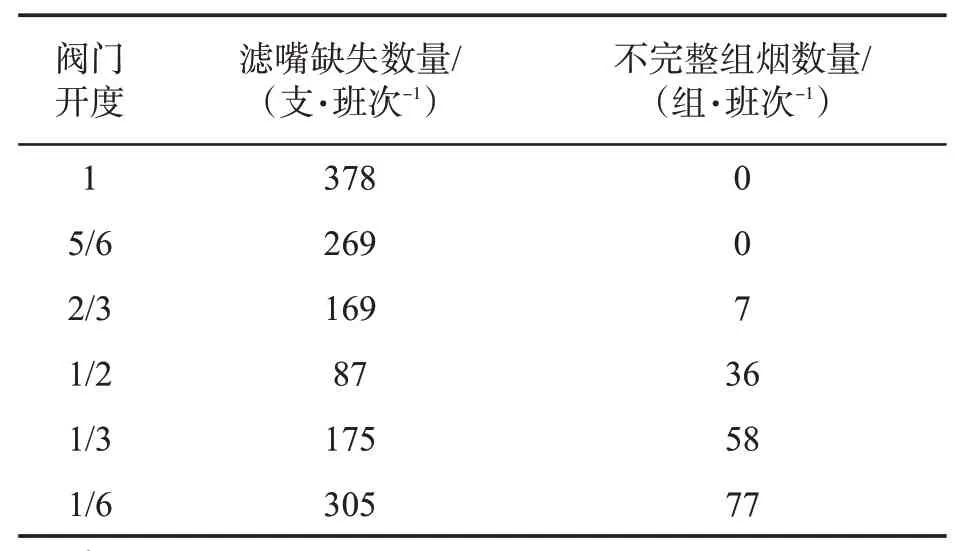
表2 不同阀门开度下滤嘴缺失及不完整组烟数量①Tab.2 Numbers of missing filter plugs and incomplete cigarette groups at different valve openings
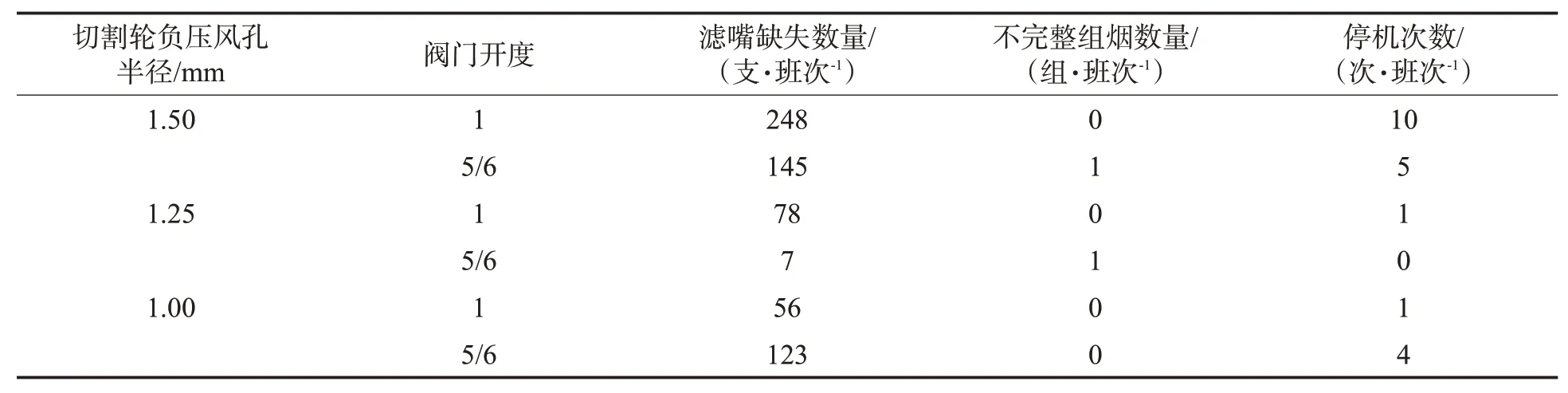
表3 不同阀门开度和切割轮负压风孔半径下卷接机组运行情况①Tab.3 Operating status of filter cigarette maker at different valve openings and vacuum hole radiuses of cutting drum
3 应用效果
3.1 实验设计
材料:“南京(煊赫门)”细支烟(江苏中烟工业有限责任公司淮阴卷烟厂提供)。
设备:ZJ116B型卷接机组(常德烟草机械有限责任公司)。
方法:ZJ116B型卷接机组的运行速度设置为10 000支/min,滤嘴接装机主风机的负压设置为-12 000 Pa,统计改进前后ZJ116B机组3个班次(每个班次运行7 h)的滤嘴缺失数量、不完整组烟数量以及停机次数(滤嘴连续缺失12支造成的设备停机),取平均值。
3.2 数据分析
由表4可见,改进后滤嘴缺失数量由402支/班次减少至9.67支/班次,降幅97.59%,且未出现设备停机现象;由于调节阀门后,滤嘴供应系统负压值降低导致并行轮上的负压吸风减弱,不完整组烟数量由0增加至0.33组/班次,但因数量极少可忽略对设备的影响。不完整组烟和设备启停阶段的烟支会被全部剔除,因此滤嘴供应系统的改进有效提高了机组运行效率并减少了原辅材料的浪费。
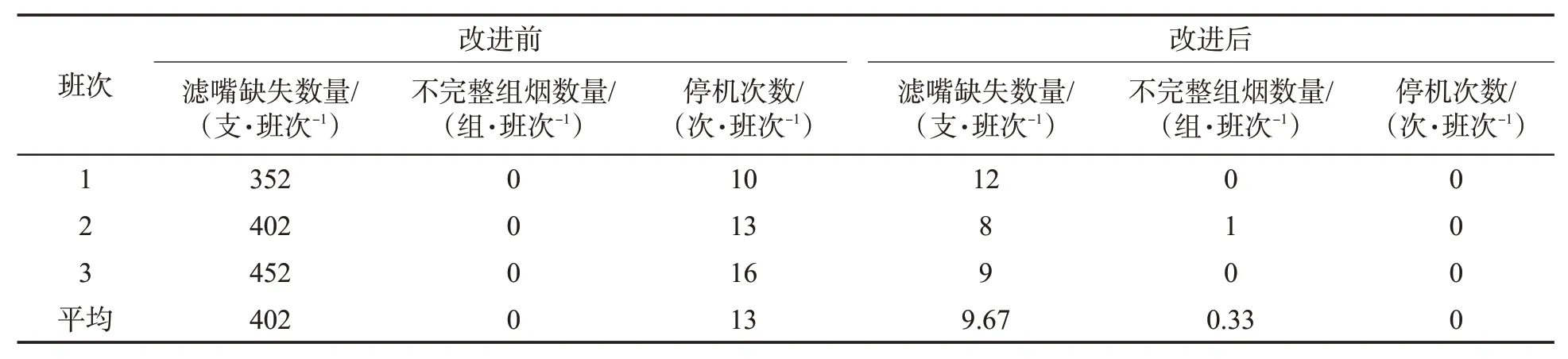
表4 滤嘴供应系统改进前后机组测试数据①Tab.4 Test data of filter plug supply system before and after modification
4 结论
通过在ZJ116B型卷接机组滤嘴供应系统的负压管道上安装阀门机构(阀门开度设为5/6),同时将滤嘴切割轮负压风孔半径缩小至1.25 mm,有效解决了切割轮上滤棒卡阻问题,大幅减少了滤嘴缺失数量。以淮阴卷烟厂生产的“南京(煊赫门)”细支烟为对象进行测试,结果表明:改进后ZJ116B机组切割轮上滤嘴缺失数量由402支/班次减少至9.67支/班次且未出现设备停机现象,有效提高了卷接质量以及设备运行效率。该技术可在其他细支烟卷接机组上推广应用。
