西门子TCS-TOFFON功能的应用
2022-11-20李宁宁李鹏飞徐欢
李宁宁,李鹏飞,徐欢
沈阳机床(集团)有限责任公司 辽宁沈阳 110042
1 序言
目前,机床已广泛使用附件头实现五面加工,机床进行五面加工时,操作者需执行相关指令旋转工件坐标系,使加工刀具的进刀方向与工件加工平面垂直,进而完成斜面的加工。在AUTO或MDA模式下进行工件加工时,我们可激活手轮干预DRF并使用手轮移动机床轴,使轴远离工件,便于进行更换刀片等操作,更换刀片后还可以根据产生的偏置值,使用手轮将轴恢复至中断位置,恢复工件加工。标准的手轮干预DRF只能实现对机床轴的操作,如果机床配置附件头,操作人员将无法对坐标系旋转后的几何轴进行插补式的手轮干预操作[1-3]。本文将介绍通过TCS-TOFFON功能的应用,实现几何轴的手轮干预。
2 手轮干预DRF
在自动运行方式下,激活DRF功能,可在工件坐标系不变的状态下使用手轮移动机床轴,使机床坐标系按照手轮移动量产生零点偏移,零点偏移的数值可在数控系统显示器的特定界面下查看。DRF功能可通过依次选择按键“MENU SELECT”→“MDA”→“程序控制”,再勾选“DRF 手轮偏移”来激活,界面如图1所示。

图1 DRF功能激活界面
DRF功能激活后,由手轮操作产生的各轴偏置值可通过依次选择按键“MENU SELECT”→“参数”→“零偏”→“概览”来查看,显示界面如图2所示,红框部分为手轮DRF偏移值。从图2中可以看出,DRF只针对机床轴进行偏置。

图2 手轮DRF偏移值显示界面
3 TCS-TOFFON功能调试步骤
由于上述手轮干预DRF功能只能对机床轴进行偏置,无法实现对坐标系旋转后的几何轴进行插补式的手轮干预操作,因此,我们尝试通过TCSTOFFON功能实现几何轴手轮干预,其调试工作主要由设置参数、编写PLC程序、操作步骤三部分组成。
3.1 设置参数
具体的参数设置见表1。

表1 参数设置
3.2 编写PLC程序
本文以使用西门子MCP483键盘上的T9按键生效TCS-TOFFON功能为例,进行相关PLC程序的编写。图3为MCP483键盘,红圈中的按键即为T9按键。PLC程序如图4所示。
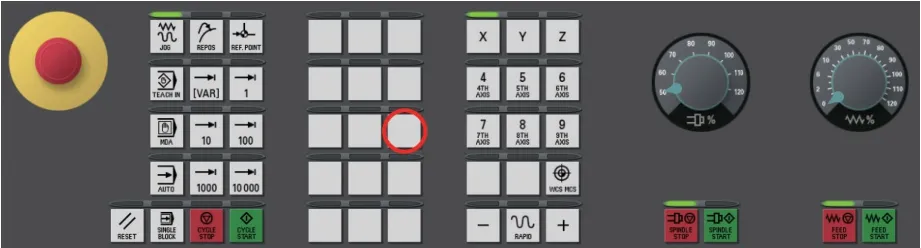
图3 MCP483键盘
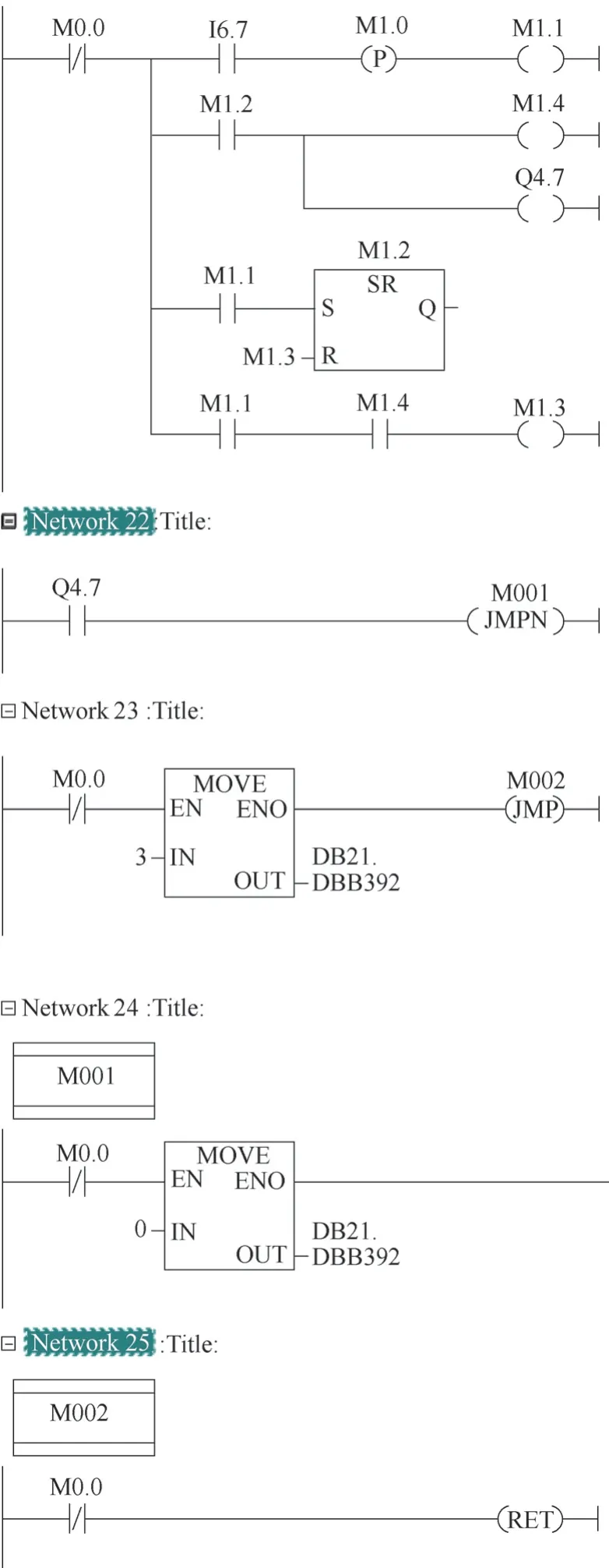
图4 PLC程序示例
3.3 操作步骤
参数设置和PLC程序完成后,可按如下步骤完成斜面手轮干预。
1)通过HMI操作界面的“程序控制”选择激活DRF。
2)在AUTO或MDA模式下,点动按下MCP键盘上的T9按钮(见图3),选择工件坐标系WCS。
3)执行一段简单斜面加工程序,使工件坐标系发生旋转,附件头的状态如图5所示。

图5 坐标系旋转后的附件头状态
4)生效手轮→选定Z轴→摇动手轮,可使Z轴沿着与加工平面垂直的方向(图5中红色箭头方向)远离倾斜加工平面。在零偏界面中的MCS实际值和叠加$AA_TOFF都会变化,如图6所示。

图6 叠加$AA_TOFF变量界面
4 结束语
应用TCS-TOFFON功能实现几何轴的手轮干预,补充了原手轮干预DRF的功能缺陷,完善了配置附件头的机床操作功能。不仅为操作人员提供了更便利的操作方法,而且提高了五面加工机床的加工效率。
