高密度聚乙烯管热熔接头的全聚焦成像实验分析
2022-11-17谢世杰许卫荣廖晓玲谷小红
谢世杰,许卫荣,王 强,廖晓玲,柳 青,谷小红
(1.中国计量大学 a.质量与安全工程学院;b.机电工程学院,浙江 杭州 310018; 2.湖州市特种设备检测研究院,浙江 湖州 313000;3. 杭州市特种设备检测研究院,浙江 杭州 310018)
0 引言
高密度聚乙烯(high density polyethylene, HDPE)由于其耐腐蚀、易成型、绝缘性能良好等优点,在城镇燃气管网的输送领域得到了广泛的使用[1]。截至2015年底,中国城镇天然气管网里程已经达到4.3×105km[2],其中大部分都是以HDPE材料作为输送管材。由于其在现场施工过程中,受到焊接工艺和环境的影响,焊接接头处易产生缺陷,如孔洞、夹杂等[3-4],若不能对这些缺陷进行及时排查,可能会给整个燃气输送系统带来极大的安全隐患。
目前,对HDPE缺陷的检测方法有目视检测、射线检测[5]和超声检测[6-18]等。传统超声检测采用纵波倾斜入射方式,对内部缺陷有一定的检测灵敏度,但是由于超声波在HDPE材料中传播时的衰减和频散导致的波形畸变,使常规超声检测对缺陷的定量检测还存在一定困难,结果不够直观[6-7]。针对HDPE这种材料的特性,国内外学者采用超声相控阵方法,开展了一系列的研究。文献[8]利用超声相控阵方法对HDPE的热熔接头缺陷进行了检测,证明该方法有良好的表征缺陷的能力,并能通过二维图像来进行数据分析。文献[9]对HDPE燃气管道接头进行了超声相控阵检测,介绍了聚乙烯燃气管道接头的超声相控阵检测方法与实施过程,可为规范施工和现场检测提供参考。文献[10]采用超声相控阵技术,对含有孔洞缺陷的HDPE试块进行了检测和分析。文献[11]采用K均值聚类算法和数学形态学相结合的图像处理方法,实现了对HDPE接头超声相控阵检测图像的处理,提高了缺陷图像的特征识别。由于HDPE材料的声波传播特性,超声相控阵技术只在声束聚焦点附近成像效果较好,远离聚焦点的成像信噪比较低[12]。
全聚焦(total focusing method, TFM)超声成像算法相比于超声相控阵方法,成像的信噪比有了很大的提高[13]。文献[14]对钢板焊缝进行了常规相控阵和全聚焦相控阵检测,实验结果表明:全聚焦方法比超声相控阵法有更好的检测效果,对未熔合、裂纹等缺陷的检测更具优势。文献[15]采用一种多视角的全聚焦成像方法,并在小直径奥氏体不锈钢管上进行了验证,该方法能有效检测小口径管焊缝缺陷,提高信噪比。文献[16]使用线性阵列的方向性函数改善全聚焦方法重建的图像,减少了伪像,使得检测漏检率得到有效降低。文献[17]提出了一种基于角度光束虚拟源的全聚焦成像方法,通过增加特定方向性的传输能量来提高灵敏度,并对镍基合金锻件中不同深度的槽型平面缺陷进行成像,证明了该方法的可行性。
目前,针对HDPE材料,基于超声相控阵的TFM成像实验研究还比较少,为此,本文运用全聚焦超声成像方法,对HDPE试块上的φ1 mm、φ2 mm和φ3 mm横通孔缺陷进行检测,在MATLAB软件中编写全聚焦超声成像算法,实现HDPE试块上孔洞缺陷的二维成像,并将全聚焦超声成像效果与超声扇形扫描成像结果进行对比和分析。
1 全聚焦成像算法原理
1.1 全矩阵数据
实现全聚焦成像算法的第一步,是对全矩阵捕获(full matrix capture, FMC)进行数据采集。假设某一超声换能器有N个阵元,那么全矩阵数据采集的过程,如图1所示。首先对超声换能器的第1个阵元进行激励,使其发出超声波,然后由N个阵元晶片对反射回来的超声回波进行接收,这样就能得到N个数据。假设得到的回波数据定义为S1j,其中j=1,2,…,N,那么这一组数据可以表示为S11~S1N,这样重复N次,得到N×N个数据,即全矩阵数据,如图2所示。Sij为第i个阵元发射,第j个阵元接收的超声回波数据,包含了每个采样点信号的幅值信息[18]。
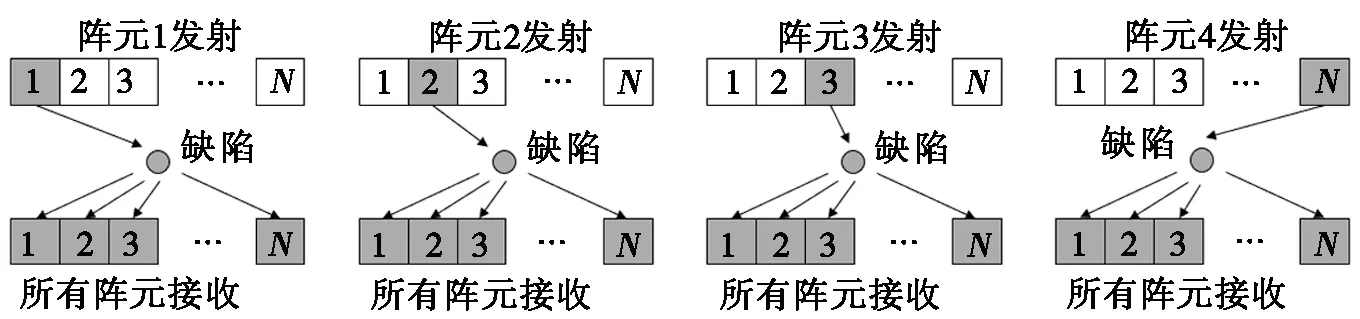
图1 全矩阵数据采集过程
1.2 全聚焦成像算法
全聚焦成像算法对采集到的全矩阵数据进行延时、叠加,聚焦到被测区域内的任意位置。全聚焦成像算法示意图如图3所示,假设一被测物体为某一矩形试块,耦合方式采用直接接触,相控阵探头有N个阵元,以探头下表面中心位置为坐标原点建立笛卡尔坐标系Oxy,通过全矩阵采集到N×N个全矩阵数据Sij(i=1,2,…,N;j=1,2,…,N),假设P(x,y)为被测物体上的任意一点,那么利用延时法对全矩阵数据中各发射-接收阵列得到回波信号的幅值进行叠加,即可得到该点P(x,y)的信号幅值I(x,y)。重复上述过程,对被检区域按照像素点划分进行幅值的叠加计算,根据叠加后幅值的大小即可实现被测区域内图像的表征。
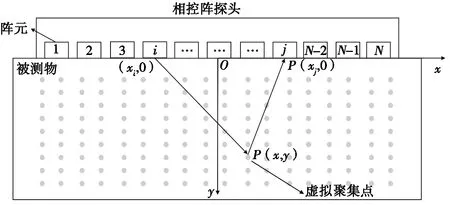
图3 全聚焦成像算法示意图
对于某一虚拟聚焦点P(x,y),某一阵元i发射超声波信号到P点,再从P点反射到另一阵元j,传播距离dxy可以由式(1)表示为[18]:
(1)
其中:xi为发射阵元中心的横坐标;xj为接收阵元中心的横坐标。
那么传播时间tij(x,y)可以由式(2)表示为:
(2)
其中:c为超声波在被测物体中的传播声速,m/s。
对于特定的聚焦点P(x,y),其幅值I(x,y)可以由式(3)表示为:
(3)
其中:Sij(tij(x,y))为第i个阵元激励、第j个阵元接收的超声回波信号,是对虚拟聚焦点P(x,y)的幅值表征。
针对超声波在HDPE材料中传播时的衰减和频散导致的波形畸变,超声相控阵方法检测该类材料成像质量、成像分辨率不足等问题,在MATLAB软件中编写了全聚焦超声成像算法,实现了HDPE材料的TFM成像检测。在算法中,对原始数据信号进行了一次9.7 MHz的低通滤波和一次0.5 MHz的高通滤波,采用二阶Butterworth IIR滤波器实现滤波器系数的设定,提高了成像的效果。
2 全聚焦超声检测及分析
2.1 HDPE试块
由于HDPE管道热熔接头区域材质与母材接近,故采用含预制缺陷的HDPE试块进行实验分析。选用PE100作为试块的原材料,该试块规格为400 mm×40 mm×80 mm,依据JB/T 8428—2015《无损检测 超声试块通用规范》[19]制作。在试块右侧,分别加工了φ1 mm和φ2 mm横通孔缺陷9个,φ3 mm横通孔缺陷5个,其中,φ1 mm和φ2 mm横通孔缺陷深度分别为10 mm、15 mm、20 mm、25 mm、30 mm、35 mm、40 mm、45 mm、50 mm,φ3 mm横通孔缺陷深度分别为10 mm、20 mm、30 mm、40 mm、50 mm。图4为HDPE试块设计图。

图4 HDPE试块设计图
2.2 全聚焦超声成像系统与设备
本文拟采用的相控阵全聚焦快速超声成像检测系统,如图5所示。该系统可以实现材料的超声相控阵全聚焦成像检测,并能够对全聚焦成像时所使用的全矩阵数据进行保存。

图5 全聚焦成像系统
本次实验使用的相控阵探头频率为5 MHz,探头阵元为64,阵元间距为0.6 mm,阵元大小为0.6 mm×10 mm。检测参数设置为纵波检测,纵波声速为2 300 m/s[20],零点校准为0.1 μs,采样频率为62.5 MHz,增益为50 dB,耦合剂为机油,检测时超声换能器位置分别位于φ1 mm、φ2 mm和φ3 mm横通孔缺陷区域的正上方。
2.3 实验结果和分析
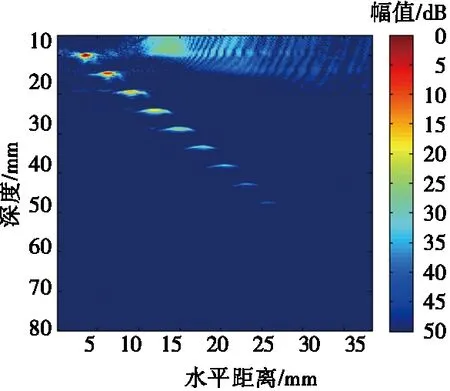
利用该全聚焦超声成像系统对HDPE试块中的φ1 mm、φ2 mm和φ3 mm横通孔缺陷进行检测, 其检测结果如图6所示。将系统成像所使用的全矩阵数据进行导出,经本文所述的在MATLAB软件中编写的全聚焦成像算法处理后,得到的检测结果如图7所示。
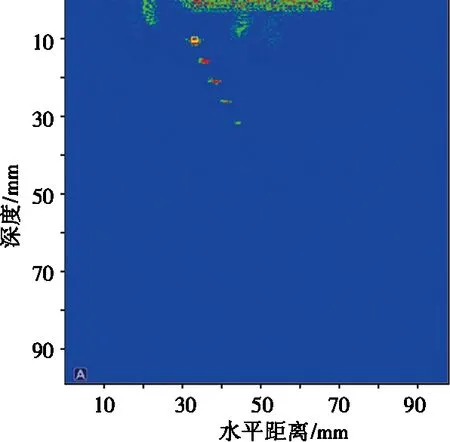
(a) φ1 mm横通孔
(a) φ1 mm横通孔
通过图6和图7的检测结果可知:TFM对HDPE材料中横通孔缺陷有良好的检测效果。对于φ1 mm、φ2 mm和φ3 mm的横通孔缺陷,可以分辨出每个横通孔的缺陷位置。但是对于深度较深的缺陷,没有近表面缺陷的成像效果好,深度越深,成像的效果质量也就越差。在5 MHz的超声探头频率下,TFM在HDPE材料上的检测深度能够达到50 mm。
全聚焦成像系统检测得到HDPE试块横通孔缺陷的深度,和本文算法得到HDPE试块横通孔缺陷的深度结果如图8所示。在定位缺陷的深度上,本文使用的全聚焦算法更接近实际深度,缺陷深度的误差平均值更小,φ1 mm、φ2 mm和φ3 mm的误差平均值分别为0.82 mm、0.91 mm和1.9 mm,与实际缺陷深度的误差在2 mm以内,能够实现缺陷的深度定位。
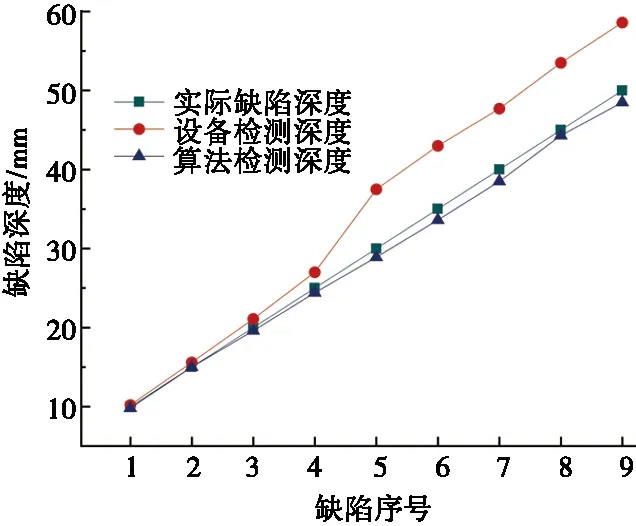
(a) φ1 mm缺陷深度对比图

(b) φ2 mm缺陷深度对比图

(c) φ3 mm缺陷深度对比图
对于同一深度不同直径(φ1 mm、φ2 mm和φ3 mm)的横通孔缺陷,横通孔缺陷的直径越大,成像效果越好,这是由于缺陷尺寸越大,经反射后接收的超声波能量较强,信噪比较高。对于同一直径不同深度(10 mm、20 mm、30 mm、40 mm、50 mm)的横通孔缺陷,随着缺陷深度的增加,反射的超声波能量在不断衰减,信噪比较低。
根据全聚焦成像检测结果,经计算得到φ1 mm、φ2 mm和φ3 mm横通孔缺陷相邻缺陷的横坐标相差平均值为2.750 mm、2.725 mm和5.450 mm,与实际HDPE试块φ1 mm、φ2 mm和φ3 mm横通孔缺陷水平间隔的设计值2.5 mm、2.5 mm和5.0 mm分别相差0.250 mm、0.225 mm和0.450 mm。上述结果表明:检测得到的相邻横通孔缺陷的水平横坐标位置与实际相差不大,误差都在0.5 mm之内。
通过上述实验的检测结果可知:TFM在检测HDPE材料的横通孔缺陷上,纵向误差在2 mm以内,横向水平误差在0.5 mm以内,能够实现该类缺陷的定位,但是在纵向分辨率上还需进一步的提高。另外,从图8中可知,缺陷超过30 mm左右的深度时,TFM难以得到缺陷的实际大小,需要进一步的改进。
针对HDPE材料中不同直径的横通孔缺陷,采用相同频率、相同阵元数目的超声换能器,在相同的位置,采用30°到70°的超声相控阵扇形扫描对φ1 mm和φ2 mm横通孔缺陷进行检测,检测结果如图9所示。由图9a可知:在设置增益为50 dB,聚焦深度为25 mm的条件下,超声相控阵扇形扫描方法只能测出φ1 mm横通孔缺陷前4个缺陷,检测深度只有25 mm左右,成像效果要差于TFM,从图9b中也可以得到相同的结论。

(a) φ1 mm缺陷扇形扫描成像图
表1列出了两种成像方法检测出的HDPE缺陷的最大幅值,缺陷的最大幅值可以用来表征能量的均匀性[18]。由于在5 MHz探头频率下,扇形扫描成像方法不能检测出缺陷5~缺陷9,故只考虑了前4个缺陷。从表1中可以看出:全聚焦成像方法缺陷最大幅值的标准差相比扇形扫描成像方法缺陷最大幅值的标准差,有很大的减少。对于φ1 mm缺陷最大幅值的标准差从16.8 dB减少到7.5 dB,对于φ2 mm缺陷最大幅值的标准差从21.0 dB减少到了6.2 dB,有将近2~3倍的提升。
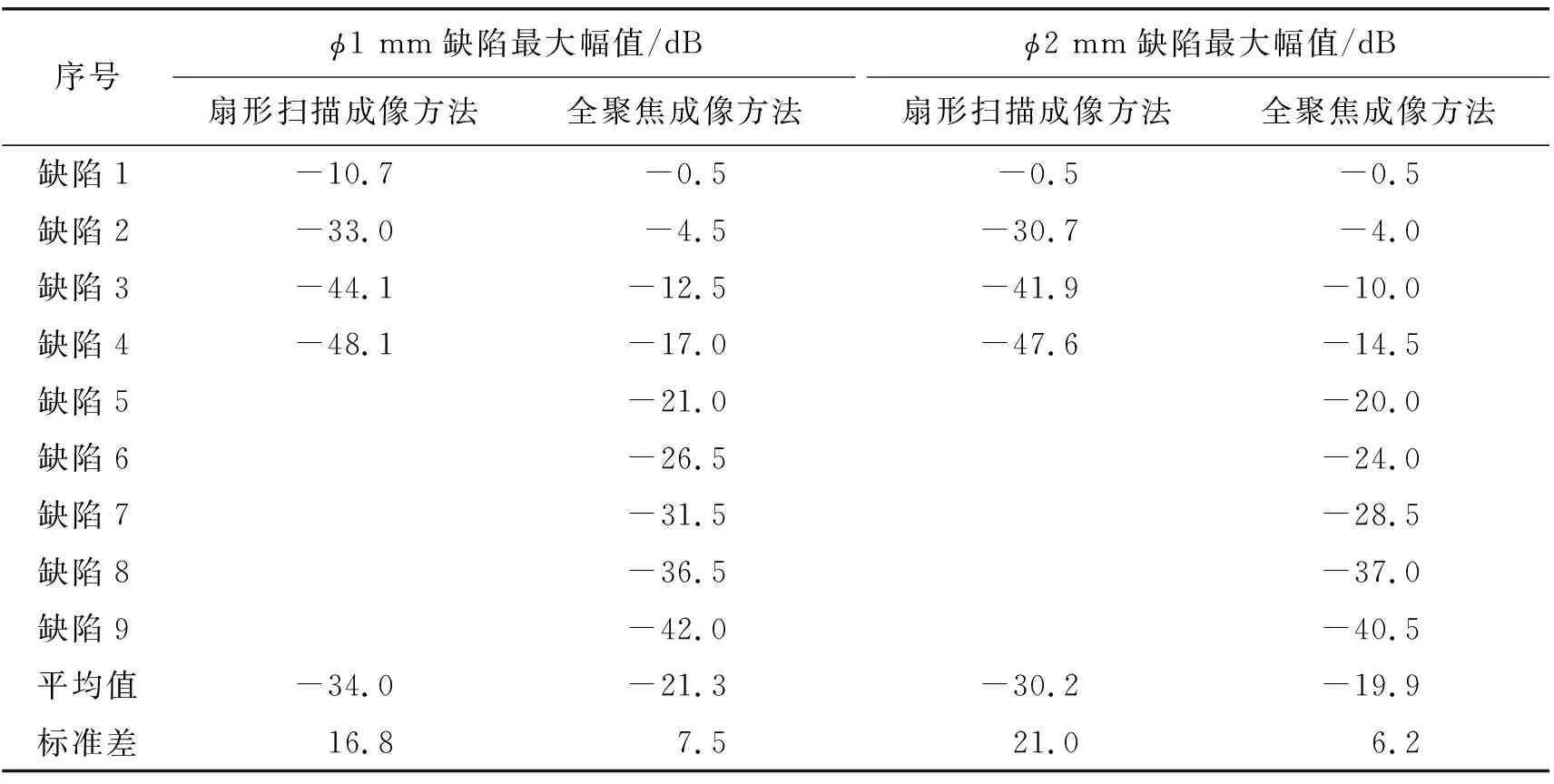
表1 φ1 mm和φ2 mm缺陷的最大幅值
3 结论
(1)对于HDPE试块内部的横通孔缺陷,本文采用的全聚焦超声成像算法能够实现缺陷实际位置的定位,检测深度达50 mm,纵向误差在2 mm以内,横向水平误差在0.5 mm以内,能够实现该类缺陷的定位,但是在纵向分辨率上还需进一步提高。
(2)TFM相比超声相控阵扇形扫描成像方法,在检测深度和检测精确度上都有很大的提高,对于同一深度位置的缺陷,TFM能够更准确地给出缺陷的实际大小和实际位置,这在实现HDPE试块缺陷的定量描述上更加具有优势。
(3)相比于扇形超声扫描成像方法,TFM给出的φ1 mm缺陷的最大幅值标准差从16.8 dB降低到了7.5 dB,φ2 mm缺陷的最大幅值标准差从21.0 dB降低到了6.2 dB,有将近2~3倍的提升,这表明TFM在HDPE试块缺陷的相控阵超声检测上有较好的应用前景。
