催化裂化装置选择性催化还原脱硝技术应用中的问题及解决方案
2022-11-16高勇强范玉龙徐梦飞
余 璐,高勇强,范玉龙,徐梦飞
(中国石油长庆石化公司,陕西 咸阳 712000)
在催化裂化装置的再生器中,原料中5%~15%的含氮化合物会被氧化为氮氧化物(NOx)[1],因而NOx是催化裂化装置产生的重要污染物。大量NOx排放直接危害人体健康,并产生光化学污染、酸雨、土壤酸化、水体富营养化等问题[2]。《石油炼制工业污染物排放标准》(GB 31570—2015)[3]要求催化裂化烟气中NOx质量浓度不大于200 mg/m3,NOx排放达标成为制约催化裂化装置长周期运行的主要因素之一。
采用先进工艺控制NOx排放已成为催化裂化装置升级的必经之路[4]。目前,烟气脱NOx最常用的技术为选择性催化还原(SCR)脱硝技术。该技术以氨气(NH3)为还原剂,在200~450 ℃下将烟气中的NOx催化还原转化为氮气和水[5]。SCR脱硝技术具有不产生副产物,不形成二次污染,装置结构简单,脱除效率高(可达90%以上),运行可靠以及便于维护等优点[5];但其在运行过程中,还原剂NH3的过量喷入会造成余热锅炉下游省煤器结盐堵塞[6]。例如,武汉某石化公司催化裂化装置每半年就需要停炉人工清灰[7];宁夏某石化公司催化裂化装置在运行过程中结盐沉积问题得不到解决,需每年停炉清灰一次[6];上海某石化公司催化裂化装置在运行18个月后停炉人工清灰[8]。余热锅炉的结盐、积盐不但增加装置能耗,而且严重影响装置的稳定运转。
本研究基于对中国石油长庆石化公司(简称长庆石化)催化裂化装置烟气及余热锅炉相关数据的分析,探讨余热锅炉压降持续增加的原因,提出可行的解决方案并剖析其原理,进而给出未来改进措施。
1 装置运行现状
长庆石化催化裂化装置采用快速床+湍流床单器完全再生方式、两器高低并列式布置,设计加工规模为140 Mt/a。为满足环保法规排放要求,长庆石化配套建设了烟气脱硫脱硝装置,分别采用EDV湿法脱硫工艺和SCR脱硝工艺。
烟气在余热锅炉脱硝过程见图1。催化装置产生的烟气(温度为465~485 ℃)进余热锅炉进行能量回收,依次经过高温过热器、中温过热器和低温过热器,温度降至295~325 ℃,与NH3充分混合后进入SCR脱硝模块;在SCR脱硝催化剂(主要组分为铁、钒、铬、钴或钼等碱金属)的作用下,烟气中的NOx与NH3发生氧化还原反应,转化为N2和H2O;脱硝后的烟气依次进入高温省煤器、中温省煤器和低温省煤器,温度降至155~180 ℃后进入脱硫系统进行后续烟气污染物的去除。

图1 烟气在余热锅炉脱硝过程示意
2 装置存在的问题及原因分析
烟气脱硝装置运行的过程中,余热锅炉的压降变化如图2所示。由图2可知:2021年5月中旬装置检修后,余热锅炉初期压降为2.28~2.86 kPa;随着运行时间增加,余热锅炉压降持续升高;至2021年8月18日,余热锅炉压降高达8.03 kPa。
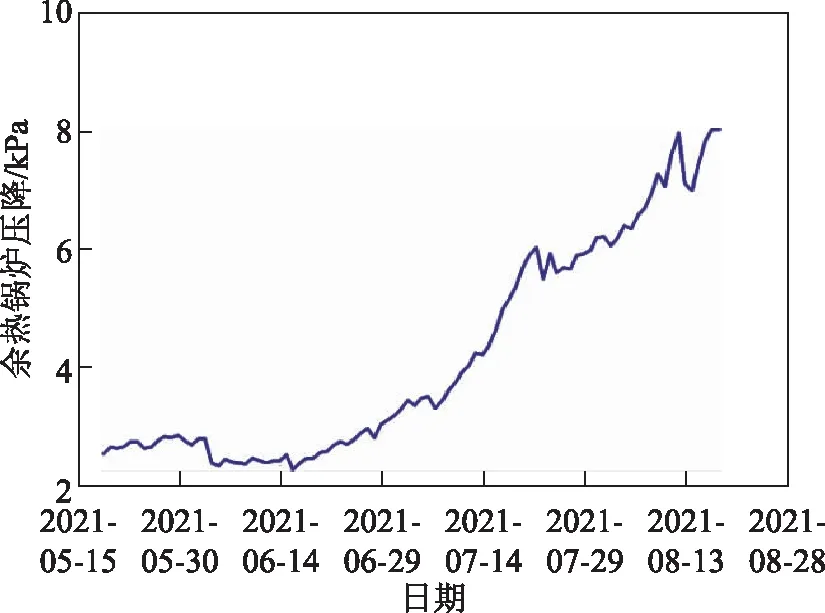
图2 余热锅炉压降变化趋势
余热锅炉中省煤器器壁积盐前后的形貌如图3所示。在余热锅炉检修过程中,发现余热锅炉压降增加是由其内部堵塞引起的,其中过热器和脱硝模块堵塞情况较轻,高温省煤器、中温省煤器和低温省煤器中均有较多白色粉末附着于管壁,且沉积厚度依次增加,不仅影响省煤器传热效率,还会导致烟气通路不畅。盐沉积严重时,会造成催化裂化装置停工进行人工清灰维修,影响催化裂化装置的长周期稳定运行。
在SCR脱硝模块中,SCR脱硝催化剂中的V2O5会将催化裂化烟气中的SO2转化为SO3[9],NH3除了与烟气中的NOx发生氧化-还原反应外,还可与烟气中的SO3反应生成硫酸铵[(NH4)2SO4]和硫酸氢氨(NH4HSO4)[8]。其中,NH4HSO4在省煤器155~280 ℃的温度下由液态转变为固态,因其黏性极强,可粘附烟气中的飞灰附着于省煤器管束。由图3可知,随着温度降低,在高温、中温、低温省煤器管束表面的白色粉末(NH4HSO4粘附飞灰)逐渐增多,导致省煤器阻力增加、余热锅炉压降升高[8,10-13]。
NH3逃逸是生成NH4HSO4的主要原因。装置喷氨格栅注入的NH3在空间上分布不均匀,导致脱硝模块截面上NH3/NOx摩尔比及其流量出现差异。同时,注入的NH3流量无法随烟气中NOx的浓度变化及时智能调节,造成氨逃逸量增大,影响脱硝效率[12]。脱氨模块反应温度低也是氨逃逸量大的一个原因。SCR脱硝模块温度为300~400 ℃时,NH3与烟气NOx发生氧化还原反应的活性较高,但研究装置脱硝模块的温度较低,为285~315 ℃,温度较低造成脱硝效率下降,NH3消耗量减少、逃逸量增大[12]。在装置运行过程中,若每层催化剂各点的温度不能保持在270 ℃以上,NH4HSO4将凝聚附着于催化剂上,造成SCR脱硝催化剂中出现积盐堵塞,导致催化剂床层压降升高及催化剂活性降低,进而影响SCR脱硝效率[12]。随着装置运行时间的增加,烟气停留时间随余热锅炉压降的增加而增长。停留时间过长,喷入的NH3会与氧气发生氧化反应,影响NOx的脱除率[6]。为保证外排烟气中的NOx不超标,采取增大喷氨量的措施,进一步促进NH4HSO4的生成,余热锅炉压降持续升高。
3 处理方法及效果
3.1 应用脱硫脱硝助剂
NH4HSO4的露点随着NH3浓度和SO3浓度乘积的增大而升高,在SO3烟气浓度足够高时,即使氨逃逸体积分数仅为1 μL/L仍可生成NH4HSO4[12]。因此,同时降低反应-再生系统中硫氧化物(SOx)浓度和NOx浓度,大幅降低二者乘积,可以有效控制NH4HSO4的生成。这可以通过向反应-再生系统中添加助剂来实现;添加助剂后余热锅炉入口NOx浓度显著降低,使SCR模块所需的喷氨量大幅减少甚至降为零[7],从而减少NH4HSO4的生成,保障装置长周期运行[13]。
为解决SCR模块及余热锅炉长周期运行问题,长庆石化自2021年8月18日起应用SDJF-A1型脱硫脱硝助燃剂,每天分4次加入反应-再生系统,在达到藏量要求后,根据需求控制加注量为80~140 kg/d。
SDJF-A1型助剂以低温活性氧化铝(γ-Al2O3)为载体,负载一定比例的多组分贵金属和稀土氧化物的混合物。SDJF-A1型助剂利用不同金属元素分别对C、CO、NH3、有机胺(NR3)等还原剂和NOx的吸附、配位和化合能力,降低NOx发生氧化还原反应的活化能,促进其还原为N2,从烟气中脱除NOx[13]。在再生器内,烟气中的SOx与SDJF-A1型助剂的组分反应形成稳定的金属硫酸盐。在提升管反应器和沉降器汽提段内,由于是还原环境,附着在助剂表面的硫酸盐转化为H2S,从而降低烟气SOx的浓度[13]。
应用SDJF-A1型助剂前后,装置的原料性质及处理量基本相同,在装置操作工况相当的情况下,SDJF-A1型助剂对催化裂化烟气NOx和SO2浓度的影响如图4所示。由图4可知,SDJF-A1型助剂使用前,催化裂化烟气中NOx的质量浓度为117.10~509.28 mg/m3,SDJF-A1型助剂使用达到藏量要求后(自2021年9月1日起),NOx质量浓度降低至75.06~125.94 mg/m3。另一方面,SDJF-A1型助剂的使用明显减少了催化裂化烟气中的SO2,SO2的质量浓度由助剂使用前的130.91~386.88 mg/m3降至助剂使用后的98.52~289.70 mg/m3。利用软件SPSS 19.0对数据进行显著性分析,并利用显著性概率(P)大小判断不同样本之间的差异性。若P>0.05,则表示两个样本之间无显著性差异;若P<0.05,表示两个样本之间有显著性差异。分析结果表明,使用SDJF-A1型助剂后,催化裂化烟气中NOx的质量浓度较使用前显著降低(P<0.05)。
计算再生器中NOx的转化率,结果如图5所示。由图5可知:在使用SDJF-A1型助剂前,大部分时间内再生器中NOx转化率低于60%;而使用SDJF-A1型助剂后,再生器中NOx转化率明显提高,高达69.08%~81.27%。同时,SDJF-A1型助剂的使用,大幅降低了SCR脱硝模块入口NOx浓度,减轻了SCR脱硝模块的负荷,致使SCR脱硝模块的NOx转化率大幅下降。如图5所示,SCR脱硝模块的NOx转化率由助剂使用前的45.13%~84.61%降为助剂使用后的0.82%~48.96%。因此,使用SDJF-A1型助剂后,在保证NOx外排达标的前提下,氨需求量大幅降低,氨逃逸量随之减少。
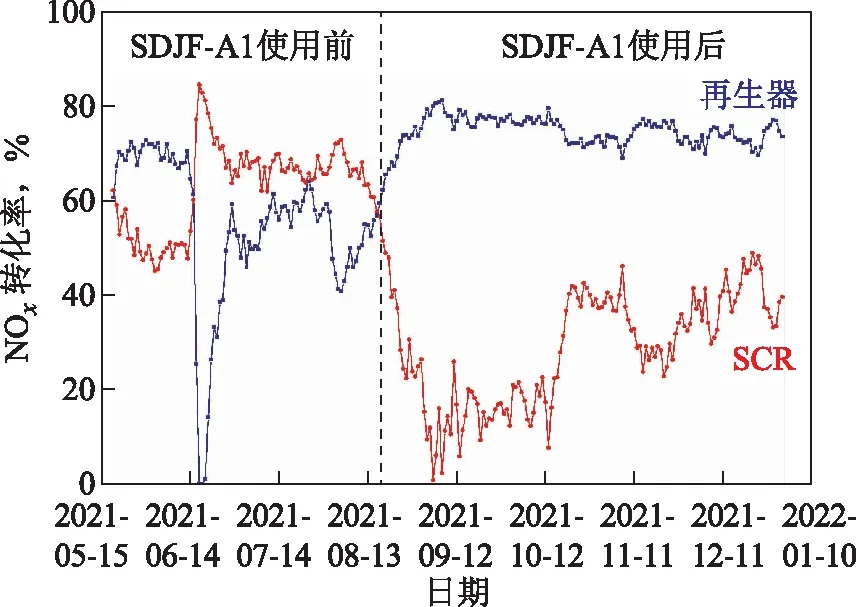
图5 SDJF-A1型助剂对再生器和SCR脱硝模块中NOx转化率的影响
结合图4和图5可知,使用SDJF-A1型助剂后,SCR脱硝模块中NH3和SOx浓度均降低,生成NH4HSO4的量减少,从而使余热锅炉压降逐渐降低并趋于平稳,见图6。相应地,喷氨量的降低减少了装置运行费用。此外,SDJF-A1型助剂的使用对催化裂化装置的产物分布和产品性质无负面影响,反应-再生系统催化剂流化正常,待生催化剂和再生催化剂各项指标均正常。
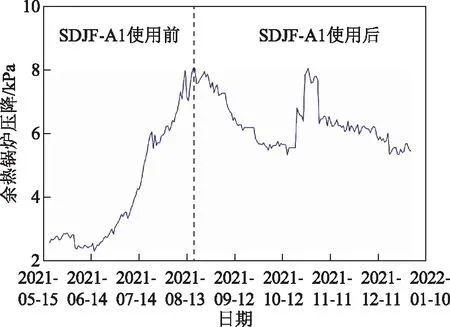
图6 SDJF-A1型助剂使用前后余热锅炉压降变化
3.2 余热锅炉结盐的清除
余热锅炉内生成的NH4HSO4首先沉积在SCR脱硝催化剂的空隙里;随着烟气与省煤器进行热量交换,烟气温度逐层降低,当运行温度低于NH4HSO4露点时,生成的大量NH4HSO4沉积于省煤器管束中,并粘附大量飞灰而形成结垢[12]。NH4HSO4的沉积过程是可逆的,当运行温度升高到NH4HSO4露点以上时,沉积的NH4HSO4会蒸发[12]。此外,NH4HSO4的分解温度为200 ℃,当运行温度高于200 ℃时,NH4HSO4会分解为NH3和H2SO4[8],其反应如式1所示。

(1)
因此,可通过调节省煤器的进水措施将高温省煤器和中温省煤器的出水温度提高至250 ℃,从而提升省煤器烟气温度,使沉积于省煤器管束外部的NH4HSO4蒸发和分解。省煤器除氧水的汽化温度为270~280 ℃,省煤器管束变形温度在420 ℃以上,因此该升温过程不会造成除氧水汽化且对管束设备无影响。
然而,采用升温方法只能清除沉积于省煤器管束的NH4HSO4,无法彻底清除NH4HSO4粘附飞灰的结垢。对于管束结垢,目前常用乙炔激波吹灰器进行清理,即将乙炔与空气按一定比例混合后,在余热锅炉内通过逐层点火实现微爆炸、产生冲击波将沉积结垢清理干净。为保障余热锅炉长周期运行、缓解余热锅炉结盐堵塞严重的问题,采取系列措施优化吹灰系统:①调整19路吹灰器的吹灰频次,重点强化易结垢的省煤器段的吹灰效果;根据余热锅炉压降变化调整吹灰频次,若余热锅炉压降增加较快,吹灰频次由2次/d调整为4次/d;②定期清理吹灰系统滤网,更换减压阀,保证吹灰效果。实际运行结果表明,通过优化上述操作,SCR脱硝催化剂和省煤器管束上的NH4HSO4及飞灰均可得到有效清除。
如图6所示,由于冬季烟气环保外排要求更加严格,需通过增大余热锅炉的喷氨量来保证NOx的排放达到减排要求。而喷氨量增加导致氨逃逸量增多,会生成更多NH4HSO4,导致余热锅炉压降迅速提高,2021年10月21日余热锅炉压降达到最高(8.03 kPa)。长庆石化及时采取增加激波吹灰频次和提高省煤器温度等措施使余热锅炉压降逐渐降低,至2021年11月3日余热锅炉压降降至6.4 kPa并维持稳定。由此说明,NH4HSO4生成初期附着性较弱,通过提升省煤器温度和优化余热锅炉吹灰系统,可在装置不停工状态下短时间内有效清除新沉积的结盐。
4 改进措施展望
4.1 优化喷氨量
一般而言,当SCR模块脱硝效率不低于85%时,根据标准《燃煤烟气脱硝喷氨混合系统》(GB/T 34339—2017)规定,NOx与NH3的摩尔比相对标准偏差不宜大于3%[14],但实际上我国余热锅炉内SCR脱硝模块首层催化剂入口的NOx与NH3摩尔比很少达标[15]。研究装置SCR脱硝模块入口烟气与NH3存在混合不均的问题是氨逃逸量较大的重要原因之一,严重影响SCR模块的脱硝效率。因此,在下次检修时需采取措施优化喷氨系统,改善氨分布不均的问题。基于此,利用CFD软件对装置流场开展模拟,根据模拟结果重新设计喷氨格栅的喷口密度(N)、开孔率(φ)、喷口与烟气夹角(α)、喷嘴与烟道轴向长度(X)和径向宽度(Z),以优化烟气与NH3混合效果。同时,考虑喷氨格栅在余热锅炉中的位置,模拟喷氨格栅于不同位置时SCR脱硝模块烟气与NH3的混合效果,并根据模拟结果调整喷氨格栅的位置,以获得烟气与NH3混合段的适宜长度。
此外,装置在喷氨量的控制精度上存在问题,不能根据烟气中NOx含量变化及时微调喷氨量是氨逃逸量增加的另一重要原因。因此,建议在装置检修时于原有喷氨调节阀旁增设小流量调节阀,优化喷氨系统控制,以主要喷氨量信号代替实际信号来预测NOx的变化,减少控制响应时间[15],从而更加精确的控制喷氨量,在NOx排放达标的前提下尽量减少氨逃逸,减少NH4HSO4的生成。
4.2 提高反应温度
NH3与NOx的混合均匀度和反应活性均受SCR脱硝模块温度影响[12]。脱硝过程中SCR脱硝模块需要维持在190~510 ℃,但为了降低氨逃逸量、抑制NH4HSO4的生成,宜保持较高的脱硝反应温度[12]。例如:中国石油锦州石化公司通过将反应温度由280~300 ℃提升至330~350 ℃,余热锅炉压降增大问题得到明显改善[15];有8家企业将余热锅炉脱硝反应温度维持在340~370 ℃之间,在运行过程中余热锅炉内部结盐较少,装置的长周期运行得到保证[13]。因此,将SCR脱硝模块温度长期维持在340 ℃以上,可以解决余热锅炉结盐严重、影响装置长周期运行的问题。研究装置运行时SCR脱硝模块温度为285~315 ℃,需将脱硝段温度提升至340~370 ℃,装置内中温过热器下部温度正好处于该区间,因而建议将低温过热器与SCR脱硝模块调换位置。
4.3 改进吹灰系统
目前,研究装置采用单一的激波吹灰系统,激波吹灰以正面冲击为主,作用范围较小,适用于松散型积盐和粘结性积盐[16],而对SCR脱硝模块中的细粉及灰烬去除效果较差。蒸汽吹灰对SCR脱硝模块中细粉及灰烬的去除效果较显著,因此增设中压蒸汽吹灰器可有效去除SCR脱硝模块中的细粉、灰烬及催化剂表面积盐,保证NOx脱除率,减少氨逃逸量,从而抑制NH4HSO4的生成,延长余热锅炉的使用时间[17]。同时,在过热器和省煤器段,仍宜采用激波吹灰系统,避免蒸汽吹灰湿度增加导致的省煤器腐蚀和堵灰问题[17]。另外,需改良吹灰器反吹风设计,最大限度消除吹灰管线腐蚀泄漏问题。
5 结 论
(1)SCR脱硝模块的NH3与催化裂化烟气中SOx生成的NH4HSO4是余热锅炉省煤器结盐堵塞的主要原因,严重影响余热锅炉长周期运行。
(2)反应-再生系统应用SDJF-A1型脱硫脱硝助燃剂,可直接降低SCR脱硝模块入口SOx和NOx浓度。在确保外排烟气NOx浓度达标的前提下,可大幅降低SCR脱硝模块负荷,显著减少喷氨量。同步降低余热锅炉中NH3浓度和SO3浓度是控制NH4HSO4生成的有效方法。
(3)目前,通过提高省煤器温度,可促进NH4HSO4分解;通过优化吹灰系统的运行,可明显减缓余热锅炉的堵塞问题,延长装置运行周期。未来,可采取优化SCR喷氨系统、提高SCR模块温度、改进吹灰系统等措施,减少和去除余热锅炉内的沉积结盐,解决余热锅炉长周期运行的问题,提升装置的经济效益。
