有色金属选矿厂给排水系统设计构建及探析
2022-11-15马永明
马永明
(中国恩菲工程技术有限公司,北京 100038)
0 前言
在我国工业高速发展的过程中,伴随环境保护问题的严峻性,水资源的保护和水污染防治成为突出问题的同时,也提出了相应更加严格的要求。在矿山工程中,选矿厂(又称选厂)作为矿山企业的一个主要生产单位和重要组成部分,专门利用破碎、筛分、磨矿、浮选、精矿尾矿分离、压滤等各种选矿方法和工艺流程,从原矿中获取较高品位精矿的工厂[1]。湿式作业是选矿厂采用的主要工艺流程,指通过以水为媒介来分离精矿和尾矿,采用浮选生产的选矿厂工业用水量一般为4~7 m3/t(原矿)。根据实际工程应用实践获知,选矿厂用水量在整个矿山工程中占比高达80%以上。同时我国选矿厂废水具有水量大,悬浮物含量高,含有害物质种类较多而浓度较低等特点。而且选矿生产过程中产生的废水含有残留选矿药剂对环境产生严重污染,所以对水资源的循环利用就显得非常重要。因此,对于选矿厂的工程建设来讲给排水系统的构建设计尤为重要,整个系统的设计合理与否将对选矿效果和经济效益产生直接的影响,且与节约水资源等环保问题息息相关。本文基于实际工程实践总结,针对我国有色金属选矿厂工程建设过程中给排水系统的构建设计进行了探讨分析。
1 水量的平衡
我国现行《污水综合排放标准》(GB 8978—96)对有色金属选矿厂给排水提出了明确要求,水重复利用率要求不低于75%,且要求控制外排废水量及污染物总量,废水经处理后对SS 有明确要求,废水一级外排标准≤70 mg/L,二级外排标准是≤300 mg/L。对于选矿厂工程给排水系统水量平衡规划设计,应充分考虑利用工艺回水和循环回水,提高水的重复利用率,减少新水耗量,降低外排废水量。目前有色金属选矿厂主要采取以下两种方式:
(1)选矿厂内以浓密机回水为主的小循环方式:以金川新建11 000 t/d 铜镍选矿厂为例,设计规模11 000 t/d,回水系统分精矿浓缩回水和尾矿浓密机回水两个系统,一次浓缩回水和二次浓缩回水经精矿回水泵站送至浮选和精矿车间作业,尾矿浓缩机回水经尾矿回水泵站送至磨矿作业,不足部分由生产新水和中水补充。
(2)以尾矿库的回水大循环途径协同选矿厂内浓密机回水循环工艺,可同步实现水重复利用率不低于90%和减排废水及外排污水达标的目标。以利比里亚邦铁矿项目先期复产工程为例,设计规模270 万t/a,回水系统主要由尾矿库回水和精矿浓密机回水组成,不足部分由生产新水补充。选矿厂设回水池1 座,尾矿库回水和精矿浓密机回水收集至该回水池,根据厂房的标高不同,由3 组加压泵分别供给磨矿筛分厂房、初螺选矿厂房、重选精选厂房用水。
有色金属选矿厂用水点主要分为工艺补加水、设备冷却用水、洗矿用水、轴封用水、药剂制备用水、降尘用水和地面冲洗用水等。各用水进入选矿厂各车间系统后主要通过精矿或尾矿工艺工程带走水。水量平衡图设计过程中,除了正常考虑精矿带走的水量以及蒸发损失的水量外,同时需要详细考虑设备冷却用水、浓密机溢流出水等产生的外排废水的收集回用路径。目前,常见的选矿厂生产水量平衡图形式如图1 所示。

图1 某选矿厂水量平衡图
2 水系统分类及工艺用水的选择
2.1 水系统分类
给排水系统的构建既要充分考虑满足有色金属选矿厂生产工艺各用水要求,同时精细化设计厂区系统,节水提高水重复利用率,按照“高水(高品质)高用,低水(低品质)低用”,不随意外排[2]的原则进行设计。统筹考虑不同生产工艺和用水水质具体要求,选矿厂给水系统主要包括生产消防给水系统、回用水系统、冷却循环水系统和生活给水系统;污废水系统可分为生活污水系统和生产废水系统。
生产消防给水系统一般采用生产新水,新水中SS 的质量浓度≤50 mg/L,主要用于选矿厂生产消防给水系统、回用水系统补充用水、软化水系统的给水。
回用水系统主要为精矿、尾矿浓缩池的溢流出水和生产车间产生的的生产废水,通过采取沉淀澄清等措施处理后的出水,出水中SS 的质量浓度≤200 mg/L。回用水系统主要供给选矿厂对用水水质要求不高的用水点。
工程实践中选矿厂球磨机、半自磨机、空压机等设备需要统一考虑配备独立的循环水系统,经过冷却后的水利用余压送至配套冷却塔经过喷淋降温处理后,由泵加压后输送至相应用水点重复使用,降低了新水用量。补水采用水质较好的软化水或生产水,主要考虑到设备冷却用水量少,配套给水管径较小,为避免设备使用过程中冷却管道的结垢,因而从源头提高用水品质。
生活用水系统为厂区生活新水,主要用于各车间、办公楼、食堂生活用水,水质满足《生活饮用水标准》(GB 5749—2006)。
生活排水系统主要为各厂房生活间冲洗厕所生活污水和生活废水。粪便污水经化粪池处理后,与其他生活废水一并排入生活污水管道,自流进生活污水处理站,采用生物法二级处理,再经过滤消毒后达到城市杂用水水质标准(GBT 18920—2002)后,用于厂区道路冲洗、绿化或外排。
生产排水系统主要为厂房地面冲洗水,一些铜钼、铅锌选矿厂还会有一些无法直接回用的生产废水。地面冲洗水收集至厂区回水泵站,经泵加压送至各厂房,回收利用。无法直接回用的生产废水,应经试验获取可靠资料,通过技术经济比较确定具体处理方案,处理达标后外排或回用。
2.2 工艺用水的选择
选矿工艺流程主要为破碎、筛分、磨矿、浮选、精矿、尾矿。
工程实践中破碎筛分主要为干式作业,由破碎机和筛分机组成的破碎工序,选厂多采用二段或三段破碎筛分流程.用水点主要为降尘用水、地面清洗和设备冷却用水。湿式除尘主要是通过雾化除尘器直接在矿石下料口加湿,一般选用生产新水作为水源,主要考虑来水中水质较差时容易造成喷头堵塞。车间地面清洗一般选用生产回水,设备冷却用水采用独立的循环水系统。
选矿厂的主要用水单元是磨矿浮选工序,水量需求大但对水质要求不高。工程实践中常采用选矿厂精矿及尾矿浓缩池溢流水会用于磨矿用水点。而浮选工序对用水有一定明确要求,来水浊度太高会加速浮选系统的泥化现象,浪费浮选药剂,增大浮选难度,降低精矿品位。设计时应考虑浮选区域同时供给生产新水备用,以南非gamsberg 铅锌矿选矿厂项目,浮选区域同时铺设生产新水管道和回水管道,生产新水备用。
如果选矿场地空余空间较大,可以对精矿及尾矿浓缩池溢流水出水设沉淀处理设施后,再回用。以金川镍铜选矿厂项目为例,精矿浓缩池溢流水出水先进万立方米沉淀池沉淀后再回用,尾矿浓密机溢流水先进两个已废弃的直径为百米浓密机沉淀后再回用。
选矿厂按照水质需求层次,对于球磨机、强磁机等都大型设备对冷却用水需求量大,水质有一定明确要求,常独立设置选矿系统设备冷却水系统统一供给生产新水或者是软化水。
磨矿、浮选药剂制备、尾矿浓缩絮凝剂制备、渣浆泵的水封及冲洗水一般选用生产新水。
3 流量控制系统的设置
在选矿厂的实际生产中常常会出现设备实际给水流量与矿浆流程指标不能吻合。生产作业工序对用水量有相应要求,供给水量波动会影响选矿指标和水量的平衡。因此给排水设计应和选矿专业、自控专业密切配合,在重点监测部位设置流量控制系统,设计时在设备供水管上宜增设检测流量的仪表和电动调节阀门,以监控和分配给水量,可以收到较好的效果。以南非gamsberg 铅锌矿选矿厂为例,在半自磨机进矿槽的进水管、振动筛进水管、再磨区域进水管、球磨机排矿泵池的补水管以及滚筒筛进水管等管道上增设流量计和调节阀门,实现对供水量的控制。
4 高位水池的设置
选矿厂设置高位水池的主要用来调节水量、稳定水压、储备事故用水、消防用水和安全用水。
工程应用中优先考虑利用选矿厂的高差地形,通过设立高位水池构建选矿的安全用水系统,生产中破碎设备、筛分设备、机修设备等用水作业率较低,其它辅助车间的用水多为间断式的[3],造成新水用量不均匀,高位水池的设置有效解决了用水问题。以利比里亚邦铁矿项目先期复产工程为例,生产新水经二级加压泵站加压送至生产高位水池,供采矿工业场地、选矿工业场地的粗碎站、原矿堆、皮带廊及转运站地面冲洗、磨矿筛分厂房、粗螺选矿厂房、重选精选厂房、脱水厂房等生产补加水,渣浆泵水封用水和地面冲洗用水,场地绿化、冲洗汽车用水。
高位水池的调节容积应充分综合考虑生产作业制度、输水管线距离长短、合理检修时间、供水波动连续等因素,一般按照不小于8 小时供水量考虑设计。当生产与消防共用一个给水系统时,高位水池应同时考虑满足正常的生产用水量和消防用水,且应设置措施保证一次消防用水量不被动用。高位水池的设置高度主要考虑最不利点服务水头、管道水头损失、富余水头。当选矿厂各车间总图布置差异较大,当厂房内最不利用水点水压不足情况下,可通过设置管道泵二次加压供给用水需求。
若选矿厂没有可利用的地形条件,例如一些戈壁滩、沙漠地区,可不设置高位水池,回水通过变频回水泵供厂区工艺用水。此种方案设计要点是水泵变频调节装置的选择。
回用水系统具有输送流量大和电耗高等特点,承担了选矿厂主要设备用水的供给,如何低能耗供水是回用水系统重点考虑的问题。尤其大型选矿厂存在选别系列较多前提下,循环回水泵的台数设置与生产制度要直接关联,同时泵应设置变频调速装置,保持水泵在高效区间工作满足不同工况下生产用水需求。调速控制主要根据回用水泵出水管上的流量计读数作为关键控制参数。
5 选矿厂生产废水处理
对于选矿厂清洁生产,实现绿色矿山,选矿厂生产过程中产生的污废水需要进行综合治理,实现废水处理后优先回用,节约水资源,消除废水对环境的污染,降低生产成本。
生产废水水质主要以挟带大量SS 和少量药剂,其中悬浮物主要为矿粉和脉石废渣等无机固体物,通过重力分离处理、化学、生物等方法将废水净化以达标排放。废水中浮选剂、离子等对选矿指标会产生较大的影响时,特别是铜钼矿、铅锌矿和硫化矿,应考虑设计废水处理系统。另一种情况,在南方地区降雨量大,由于尾矿库回水含大量雨水无法完全回用,此部分废水需处理后才能达标排放。
以国内某硫化矿选厂为例,浮选工艺一般采用黄药、黑药、松醇油作为浮选药剂,经过复杂的化学物理反应转化成酚类等有机物,故生产外排废水属于含有机物废水。浮选药剂添加量从几十到几百克每吨,甚至可高达几公斤每吨[4],但其主要伴随外排废水流走。因此,产生的选矿废水中会含有大量的悬浮物SS 和选矿药剂物质,若直接排入就近水体环境将造成严重污染,破坏当地生态环境。
以某锌铟选厂尾矿废水中为例,As 为0.065 mg/L、氨氮为 4.475 mg/L、COD 为27.992 mg/L、F-为4.228 mg/L 未达到《地表水环境质量标准》(GB 3838—2002)芋 类排放标准,针对废水水质特点,本工程废水处理工艺如图2 所示。试验表明:砷处理可以稳定达到≤0.03 mg/L,氟处理稳定达到≤1.0 mg/L 排放标准,满足《地表水环境质量标准》(GB 3838—2002)芋类排放标准。该废水处理工程采用改性沸石、PAM 等药剂,利用两级混凝沉淀工艺流程,可以使水中重金属去除,同时有效去除有机物及氨氮,确保处理出水能够稳定达标。当然,选矿生产废水的具体处理方案,应经试验获取可靠资料,通过技术经济比较确定。
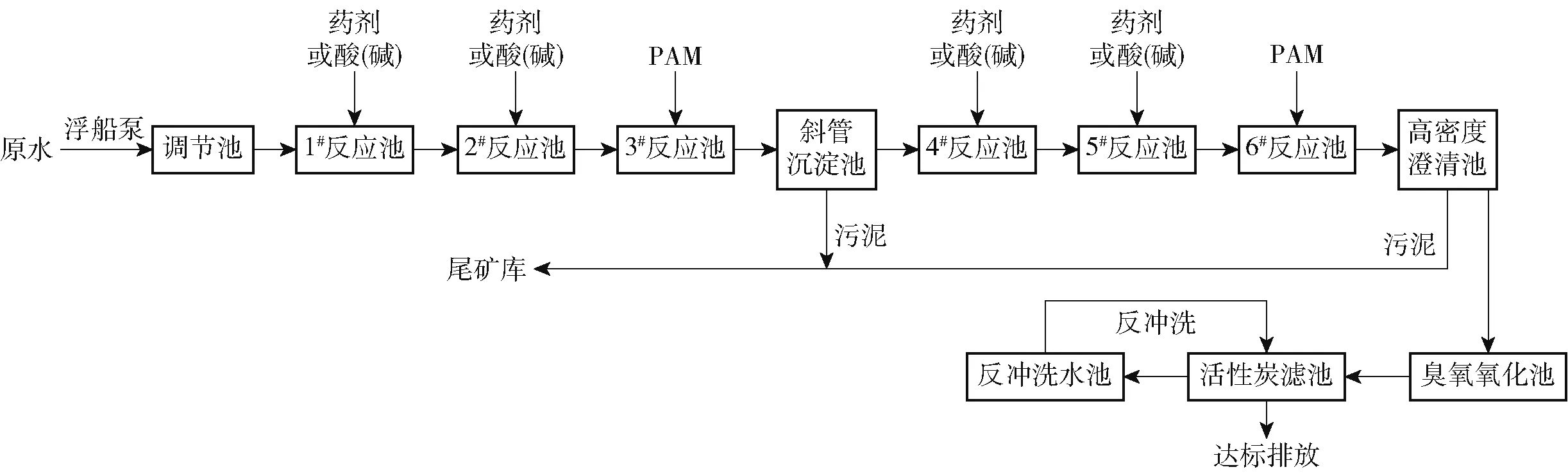
图2 国内某尾矿库生产废水处理工艺流程图
6 结语
有色金属选矿厂给排水系统构建设计不仅要满足生产工艺不同水质的用水需求,还要满足环保审批以及节水指标考核要求,因此矿山给排水设计还存在着很大的提升空间,需要进一步的探索和优化。同时也对设计人员提出了具体要求,设计过程中要以实际的工程概况具体分析,积极消化吸收新工艺、新技术,优化系统设计,提高水资源重复利用率,为工程提供优质的全面系统化设计。
