双层套管开窗工艺在某井中首次成功应用
2022-11-15刘亮中海油能源发展股份有限公司工程技术分公司天津300452
刘亮(中海油能源发展股份有限公司工程技术分公司,天津 300452)
0 引言
平常作业中所设计或作业的开窗侧钻一般指对单层套管进行开窗作业,作业工艺相对简单,开窗难度相对较小;所谓的双层开窗简单来讲就是同时对两层套管(隔水导管+技术套管或技术套管+油层套管)一次性进行开窗作业,考虑到不同导管或套管的钢级、材质和尺寸,以及两层套管间的固井质量和间距等因素,使得窗口的形成难度增大,作业时间长,侧钻成功率低。因此,对开窗工具的改进和工艺的研究还是很重要的。
1 某井井况介绍和侧钻要求
某井的井身结构为Ф609.6 mm隔水导管×120 m+Ф339.7 mm技 术 套 管×397 m+Ф177.8 mm生 产套管×下至油层。根据施工设计,本井侧钻点选择在130 m进行侧钻,需取出130 m以上Ф339.7 mm技术套管。
按照施工设计,该井于2017年5月1日至2017年5月8日进行了第一次捞取Ф339.7 mm技术套管作业,作业累计时间7.25 d。本次作业主要以套铣、切割打捞和磨铣Ф177.8 mm生产套管作业为主,但是磨铣至85.83~96.73 m时日进尺非常慢,仅为4.33 m/d,且磨铣损坏严重,考虑到实际作业情况与设计预想不同,工期超设计,再加上海上作业钻井船高昂的日费,决定暂停磨铣作业思路,就地对Ф609.6 mm隔水导管+Ф339.7 mm技术套管双层复合套管的开窗作业进行思路处理[1]。
2 双层套管开窗技术及工况分析
鉴于海上油气田双层套管开窗技术(隔水管+技术套管)在国内还没有成功应用案例,作业前对该井进行详细的工况分析及技术研究。
2.1 双层套管开窗难点
(1)开窗位置选择:单层套管开窗一般窗口长度为3 m左右,所以一般选择避开接箍且保证套管外固井质量优。但是双层套管开窗的窗口铣锥要穿双层套管,这两层套管的接箍往往不会在同一位置,所以在选择开窗点时难度很大,同时还要考虑套管外面固井质量等因素;
(2)开窗工具选择:双层套管开窗要穿越双层套管,对铣锥的耐磨性和攻击性要求很高,要满足长时间作业对工具的磨损,但为了避免工具提前出窗口,对斜向器硬度要求并不是越高越好,铣锥在切削套管的时候,不易确定作用位置,无法很好地掌握在作业中的技术参数;
(3)双层套管在开窗作业工程中会遇到两个“死点”:上死点和下死点,在钻压和钻柱等技术参数选择上很重要,要打破内软外硬的套管障碍是很难的技术操作;
(4)在作业中如何将产生的铁屑及时并尽可能多地返出也是作业中的难点;
(5)在开窗作业中选择什么样的操作能开出足够长足够平滑的窗口来保证后续作业的进行也是重中之重。
2.2 双层套管组合分析
如表1所示,最外层隔水导管壁厚和硬度远远大于技术套管壁厚和强度,称之为“内软外硬”型复合套管,从而增加了开窗难度。采用普通三段式铣锥开窗,当内层套管开出去后,头锥就会处在两层套管之间,如果再遇到双层套管环空中无水泥环,那么头锥再次切削厚度和硬度较强的隔水导管难度系数更大,开窗速度也大幅度降低,此时西瓜铣和尾锥正处于斜向器位置,长时间挤压斜向器及锚定器,会加大锚定器松动落井风险。

表1 双层套管井套管情况
2.3 内层套管偏心程度对开窗作业的影响
隔水导管和技术套管之间的相对关系存在两种情况:(1)技术套管相对隔水导管居中;(2)技术套管相对隔水管偏移。而在实际作业中,往往以相对偏移这种情况居多(尤其是深层侧钻),相对开窗侧钻难度增大。
如图1所示技术套管处于居中状态,在开窗作业过程前通过建立模型模拟窗口长度及相关作业参数来指导现场作业,但这是一种理想化状态,这也是作业过程相对容易的一种情况。因此,在下套管作业过程中应尽可能保证套管居中,为后续开窗侧钻作业提供有利条件。
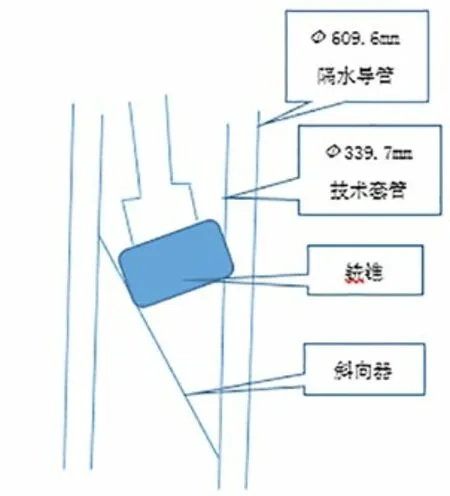
图1 技术套管居中状态
图2和图3都是属于偏移情况,其中如图2所示的向右偏移隔水导管的情况可看成加厚的单层套管开窗,这样开窗工作量少,铣锥和斜向器磨损量小,可高效成功地将双层套管开窗出去。这种情况在深层开窗比较常见。
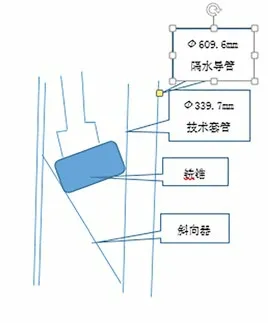
图2 技术套管偏移(右)状态
相对于以上两种情况,图3偏移情况是双层套管开窗作业中最常见的一种状况,也是作业难度最大,成功率最低的一种。如果隔水导管和技术套管环空中有水泥环,内层软套管开出去后环空中有水泥环承托铣锥按原来的轨迹进行切削至双层套管开窗成功,期间单只普通复合铣锥可能不足以完成整个作业,尤其在切削水泥环和外层导管时,速度明显减慢,作业工期时间长,对铣锥和斜向器的磨损较大;如果隔水导管和技术套管环空中没有水泥环,当内层软套管开出去后头锥无支撑,就会卡在环空中,就会出现频繁憋扭矩无进尺现象,无法保证窗口质量,导致开窗失败[2]。
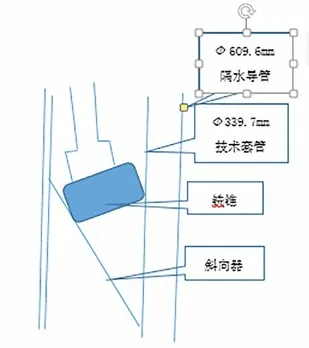
图3 技术套管偏移(左)状态
通过分析内层套管偏心程度可知,选择在内层套管偏向外层套管一侧方向(环空中最好有水泥环)进行开窗时,开窗成功率最大。
2.4 双层套管侧钻参数设计
双层套管开窗与单层套管开窗不同的是要通过两个“死点”,可划分为四个阶段:
(1)头锥接触内层套管阶段,该阶段应该采用小钻压,低转速磨出一个光滑接触面;
(2)头锥磨穿内层套管到通过 “上死点”阶段,该阶段铣锥切削正常,采用高钻压高转速;
(3)“上死点”到“下死点”阶段,该阶段主要切削水泥环和外层硬质套管,采用高钻压高转速使铣锥平稳通过“死点”位置;
(4)“下死点”到开窗结束阶段,该阶段采用高钻压中转速使头锥尽快通过窗口进入新地层。
3 现场应用
某井是渤海湾第一口成功实施双层套管开窗的井。该井前期捞取Ф177.8 mm生产套管至96.73 m,侧钻点设计在89.40 m,对Ф609.6 mm隔水导管+Ф339.7 mm技术套管进行开窗作业[3]。
3.1 开窗钻具组合
考虑到开窗点比较浅,为了保证窗口尺寸和有足够的钻压加在铣锥上,采用刚性强的钻具组合:12-1/4″复合铣锥 +12-1/4″钻柱铣 +8″DC×3+ X/O+5″HWDP 。
3.2 开窗参数
由于现场对双层套管相对偏移关系无法判断,为了保证作业的成功率,在各个开窗阶段优选了开窗参数。双层套管开窗参数如表2所示。
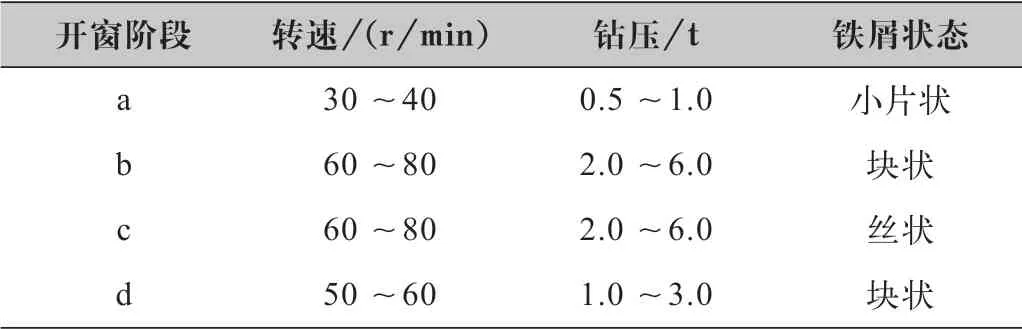
表2 双层套管开窗参数
(1)当铣锥刚接触斜向器顶部并且铣锥顶部与套管内壁接触时,应采用小钻压、低转速,使套管壁首先磨出一个圆形接触面;
(2)当铣锥与套管接触面增加时,可提高钻压和转速,快速磨铣至铣锥头接触到隔水导管内壁;
(3)从铣锥头接触到隔水导管内壁至“上死点”前采用大钻压,中转速去磨铣隔水导管;
(4)到达“上死点”时进一步加大钻压,中转速使铣锥头穿过“上死点”,进而接触到技术套管外壁;
(5)从“上死点”到“下死点”之前,适当降低钻压,提高转速,使窗口平稳过度;
(6)到达“下死点”后应进一步加大钻压,使铣锥穿过“下死点”;
(7)“下死点”通过后,使用大钻压高转速使铣锥迅速进入新地层,形成新的窗口;
(8)最后就是使用小钻压,高转速进行修窗作业。
最终,某X井采用合理的钻具组合,优选开窗参数,一趟钻高效完成了双层开窗作业,上窗口89.40 m,下窗口95.70 m,窗口长度6.30 m,后续起下钻、下套管过窗口无阻挂现象,优质高效完成开窗作业[4]。
4 结语及建议
(1)开窗前应进行理论分析,选择合理的技术参数进行作业前模拟,更好地指导实践开窗作业;
(2)双层套管开窗时应考虑到开窗组合的刚性问题,为后续作业钻具过窗口提供保障;
(3)斜向器斜面材质的选择很重要,根据所开窗套管的刚级和材质选择合适硬度的斜向器斜面,确保斜向器安全的前提下,开出更长更平滑的窗口;
(4)双层开窗时应尽量选择双层套管偏移量严重的方向(环空间隙小)进行开窗,可提高开窗成功率;
(5)双层套管开窗过程中,重视两个“死点”位置,优选开窗参数,尤其对“内软外硬”型复合套管开窗;
(6)针对多层套管锻铣、磨铣难度大的井型,双层套管开窗是一种成本低、见效快、成功率高且作业程序简单的方法,能在短时间内完成开窗侧钻作业,在调整井作业中效果显著。
