刚挠结合和挠性电路板金属接地电阻改善
2022-11-10王小时阳厚平孟昭光赵南清
王小时 阳厚平 孟昭光 赵南清
(东莞市五株电子科技有限公司,广东 东莞 523290)
0 前言
在刚挠结合板及挠性电路板制作中,金属接地电阻不良问题较为常见。目前在行业中一些制造商能将接地阻值异常不良率控制在0.1%以下的较少,因此金属接地电阻不良问题值得我们去分析探讨。造成接地阻值异常的因素很多,如工程设计、流程参数、违规操作等因素都会导致接地阻值异常,甚至于在工厂内部的测试没有异常,在交货到客户端后仍有测试不良现象。针对此类异常问题,文章通过工程设计及实际生产两方面展开原因分析和改善。
1 金属接地设计
在挠性板和刚挠结合板的工程设计中,前端布线设计在板上运用金属接地[1]是比较常见的一种方式(如图1所示)。设计中金属板作补强和柔性板的接地电路取得电气连接,此处的设计及制造结果是接地阻值异常的关键因素。因此需通过工程设计方面及实际生产方面保证接地阻值的一些关键点去进行分析改善。
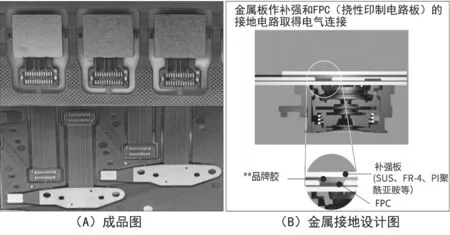
图1 金属接地示意图
2 不良原因分析
针对金属接地电阻异常,我们重点通过对工程设计到实际生产的制作过程中,保证金属接地电阻的一些关键点进行分析改善,同时对制造过程中的异常处理案例,在工程设计及流程不断优化设计的层面去分析。从而最大程度避免此类异常现象,保证金属接地电阻正常。
2.1 工程预审查对客户的原始资料进行评估
对工程设计的可制造性此点尤其重要,预审工程师对客户的原始资料与公司的生产能力进行对比分析,将其中的公司能力临界点提出,以便于CAM和MI人员制作出合理的流程及工具来满足于生产的要求。预审工作需要技能技术较高较全面的工程技术人员负责,不仅要结合公司工程设计方面的要求,还需要对公司技术能力资料较为熟悉,且对工艺流程控制方面的知识也需要有所认知,工程设计才能制作出更为合理的工具来满足于生产制作,对制造过程的控制也更为有利,通过预审可以完成结构、叠层、接地等一些工程设计工作。目前金属接地电阻运用在穿戴类的FPC及RFPC产品中较多,因此对所采用的金属接地导电胶要有充分了解并选用最佳的导电胶,导电胶[2]资料部分信息如图2所示。

图2 导电胶图
从材料的信息可以提取:直径0.8 mm的接地区40 μm导电胶层即可达到31 mΩ的阻值效果。导电胶的结构信息表明,随着接地区面积直径增加,阻值也会不断地降低。
2.2 客户资料的处理部分需与制造过程配合,最大限度避免接地阻值异常失效
客户表明设计资料的接地电阻部分如图3(a)所示,浅色的位置为接地位置,即覆盖膜[3]的开窗位置,补强与铜面的接触区域。覆盖膜的开窗位的面积可满足于金属接地导电胶的能力,浅色区域的直径1.0 mm,当然不能照搬材料供应商的参考及设计要求,因为多数的制造商通常会在原来的基础上加大开窗设计。对于接地点组图见图3(b)所示。在材料供应商提供的接地部分设计图参考值的基础上改进并得到明显的效果,在工厂内部测试中通过品质测试要求,不良比率大幅下降。可见,在满足客户要求的情况下,对材料供应商提供的参考值进行优化是必要的。

图3 设计和处理后的接地电阻图
2.3 工程设计优化
在客户原始的设计基础上,我们主要从三个方面进行工程设计的优化。
(1)加大覆盖层的开窗位,增加结合区域的面积来降低阻值;
(2)异形覆盖层的开窗设计,增加结合区域面积的同时从而避免与其他网络短路的风险;
(3)当覆盖层开窗无法进行导气设计时,可以适当更改大铜面接地线路的设计,从而改进排空的效果。
2.4 跟踪客户反馈接地不良原因
针对客户提供的接地不良品进行原因分析得出,因导电胶胶与板面的接触面积减小,甚至是分离导致。经过高温高压合的接地与板之间的切片图(如图4所示)。

图4 接地不良切片图
导致失效的根本原因:原覆盖膜开窗位的空气没有完全排出,在初期的品质过程中没有完全表现出来,在来自客户端回流的高温,甚至于多次的高温,甚至于到消费者的使用过程中才导致失效,不良切片图中的更改左下角只是加大面积,其他三个直接开窗到覆盖层的外面,其中的空气可以顺利地排出,最大程度避免了空气的残留。
2.5 实际生产中的关键点
(1)部分客户有接地设计在设计制作的过程中,可能不可以进行导气设计更改。这时为保证接地阻值,采用真空压机来完成压合的动作是很有必要性的。当然,真空快压的真空也是相对的,所以首件制作时的品质检验及工艺参数的确定也是过程品质控制关键。特别对于异形接地及3D金属接地的设计,可能需要辅助制具进行压合,才能满足于阻值的品质要求。首件的制作测试,工艺参数的优化及稳定,品质要求的Cpk,均成为此项的过程控制重点;定期的压机参数校正,甚至可以细节到各个不同压机差异化的不同影响。由于软板及软硬结合板的结构形状的多样化,情况也有所不同,通过上述的关键点优化还是可以满足于客户的要求。
(2)如果有导气设计的接地补强或经过工程确认后的设计,经过生产多次的试验,普通压机基本上都可以满足品质的要求,使生产的过程更便于控制。相对而言,对设计的接地图进行放宽处理,阻值更容易控制,品质的成本会更低,从我司长期的数据来看不良率在10×10-6以下,可以从根本上杜绝此类异常现象。
(3)对于客户有特殊的要求,比如溢胶量、偏移、异型等超常规要求的,可能还需要对参数及压机的选择进行优化,甚至于在覆形和阻胶辅助材料TPX(一种透明的聚烯高分子)的选择上,还需要进行厚度、光毛面等方面进行考虑和试验。
3 结论
本文仅举几例来说明工程设计对FPC及R-FPC接地阻值影响的重要性,同时对实际生产过程中关键制作中选择进行简述,仅为设计和制造提供参考。工程设计中极其细微的细节即可使整片板的制作前功尽弃及功能失效,合理完善的工程设计来掌控品质从而提升良率是工程设计不断进取的方向。
