60万t/a甲醇装置技术改造及长周期运行探索
2022-11-09王图钦张明成
王图钦,张明成
(陕西长青能源化工有限公司,陕西 宝鸡 721405)
陕西长青能源化工有限公司(以下简称长青公司)是以煤为原料生产甲醇的现代煤化工企业,设有3台水煤浆气化炉,2开1备,单台气化炉投煤量为1 500 t/d,甲醇产能为60万t/a。该项目于2013年5月建成投产,实现了满负荷运行,甲醇产量约2 000 t/d,投产1个月后,装置通过性能考核并转入商业运行。目前,精甲醇产量约2 300 t/d,达到设计负荷的115%。经过近10年运行摸索,长青公司甲醇装置已基本具备稳定性高、操作弹性大、负荷高的特性,但在运行期间也暴露出较多影响长周期运行的问题。以下对存在的问题及采取的技术改造措施进行介绍,供同类型企业借鉴、参考。
1 60万t/a甲醇装置工艺流程
长青公司60万t/a煤制甲醇工艺流程示意图见图1。

图1 煤制甲醇工艺流程示意图
由储运装置输送的原料煤,经两台棒磨机制备成煤浆质量分数约63%的水煤浆,水煤浆和氧气在气化炉中反应产生粗煤气,粗煤气经一段耐硫宽温变换,产生氢碳比(体积比)为2.2∶1.0的粗合成气,粗合成气进入低温甲醇洗工艺脱除多余的二氧化碳和对甲醇合成催化剂有害的硫化氢等物质。被脱除的硫化氢气体进入硫回收装置,通过克劳斯反应器生成硫磺。净化后的合成气经压缩机提压后送至甲醇合成塔,在高压高温的条件下反应生成粗甲醇,粗甲醇通过四塔高效精馏后得到合格的精甲醇产品。
该项目气化部分采用6.5 MPa的GE水煤浆气化工艺、净化部分采用Linde的低温甲醇洗工艺、合成及精馏部分采用Casale工艺,均属国内外先进的工艺技术。
2 存在的问题及技术改造
2.1 工艺烧嘴磨蚀损坏
气化炉烧嘴正常运行周期为55 d~65 d,使用后期煤浆喷头磨损大,雾化效果差,容易造成煤浆偏流。另外,烧嘴冷却水盘管在高温高压的恶劣环境下运行,容易产生坑蚀[1]。运行期间烧嘴喷头磨损及冷却盘管坑蚀情况见图2。

图2 烧嘴喷头磨损及冷却盘管坑蚀情况
解决措施:一是将冷却水盘管材质由Inconel600升级为Inconel625。二是将烧嘴压差由0.4 MPa提高到0.6 MPa。对烧嘴部件间隙、深度等进行调整,中外喷头环隙(5.3±0.2)mm、中喷头深度(8.4±0.3)mm、内喷头深度(73.9±0.5)mm、外氧头口径(65.1±0.3)mm、煤浆头口径(47.0±0.3)mm。三是将烧嘴整体长度由原来的1 085 mm调整为1 053 mm,减少外喷头暴露在火焰中程度。四是在烧嘴喷头的内腔表面喷涂抗物理磨蚀的UMCo-50硬质耐磨镶套合金。
2.2 洗涤塔排黑水管线堵塞
洗涤塔在开车阶段受到热膨胀的影响,系统内形成的大量垢片堵塞渣水角阀和管道,致使洗涤塔排黑水不通。运行到后期时因排黑水管线堵塞,导致水中细渣在洗涤塔底部沉积无法排出。积渣达到一定程度时,洗涤塔液位计取压管堵塞,洗涤塔液位计显示不准[2-3]。
解决措施:一是将洗涤塔排黑水管线切断阀前后两个弯头由5D弯头改为大半径10D弯头,防止块渣在管道弯头处堵塞;二是在洗涤塔排黑水管线切断阀后设计一路开工管线,将开车过程中脱落的块渣第一时间排至捞渣机;三是在洗涤塔排黑水管线进入备用角阀底板处设计开工管线,当系统压力高于1.0 MPa无法继续向捞渣机排放时,关闭至捞渣机排放阀门,打开黑水管线至备用角阀底两道手阀,继续将水中的块渣通过角阀的下部管线排放至高压闪蒸罐,排放一定量后关闭该手阀,使用角阀控制流量。黑水管线改造部分为流程示意图3中的虚线框部分。
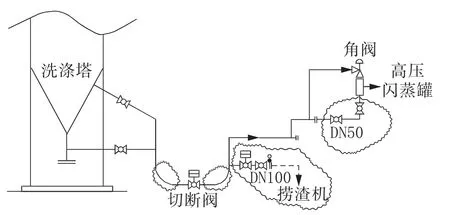
图3 黑水管线改造流程示意图
2.3 变换系统汽提塔塔顶冷凝器频繁内漏
变换系统汽提塔用以脱除工艺冷凝液中的NH3、H2S、CO2等组分,避免其在系统中的循环累积。但在实际运行过程中,由于汽提塔脱除的气相组分复杂,导致汽提塔塔顶冷凝器频繁泄漏。2016年7月汽提塔塔顶冷凝器开始出现换热管泄漏情况,截止到2018年8月因管束泄漏检修5次,共堵管119根(堵管率16.1%)。2018年11月汽提塔塔顶冷凝器整体更新,更新后又不断发生管束泄漏现象,截止到2020年6月,因管束泄漏检修5次,共堵管265根(堵管率36%)。E2110换热管腐蚀泄漏情况见图4。

图4 E2110换热管腐蚀泄漏情况
经专业机构对换热器腐蚀机理分析,确认泄漏原因是在NH3-CO2-H2S-HCl-CO-H2O复杂介质环境下发生了以氯化铵腐蚀为主、氰化物等促进为辅共同作用所导致的腐蚀减薄。
解决措施:一是将原换热器的换热管由312不锈钢管升级为钛管,提高材质的抗腐蚀性;二是增加换热器的列管数和换热管直径,提高换热器的换热面积,降低换热器内部的气体流速,减少冲刷腐蚀。
2.4 渣水系统阀门出现冲蚀泄漏
闪蒸系统的黑水来自气化炉和洗涤塔,黑水中固体含量相对较高,运行过程中易出现角阀底部堵板泄漏、角阀阀芯阀座磨损。
解决措施:一是在黑水角阀筒体三通处堆焊钢板,进行加厚处理;二是在角阀后筒体内部增加耐磨衬里,减缓黑水对角阀筒体的冲刷;三是增加导流管,减少气液两相流对三通处的冲刷,导流管增加在角阀阀芯扩散头处,直径与角阀扩散头直径一致。导流管插入深度位于三通底部管线300 mm处。
2.5 2#合成装置进气调节阀故障
低温甲醇洗工段5.3 MPa的净化气由调节阀控制进入2#合成装置,系统发生故障需紧急停车时,操作人员远程关闭调节阀切气。调节阀出现故障,需现场手动关阀,但手动关闭调节阀时间较长,在此过程中新鲜气会源源不断的进入合成系统,造成合成触媒超温。
解决措施:在2#合成系统进口新鲜气调节阀阀前增加1台气动切断阀,并将新增切断阀远程控制引至合成装置中控DCS操作画面;更改系统联锁,在SIS系统增设触媒床层温度高高及汽包液位低低关闭新鲜气切断阀联锁。
2.6 棒磨机进料鼓形给料系统频繁泄漏
煤颗粒从煤称重给料机落入鼓形给料系统,靠重力自流进入棒磨机,煤颗粒落入鼓形给料系统对给料管底部造成撞击,同时煤颗粒在通过给料管时对底部钢棒进行摩擦,造成鼓形给料管频繁泄漏。
解决措施:利用废旧钢板在鼓形给料系统外部设计夹层,夹层中间灌入水泥,避免煤颗粒直接与鼓形给料管接触摩擦,改造运行至今未出现泄漏现象。同时在密封处设计压缩空气喷头,也有效防止了物料的泄漏。
2.7 精馏塔空冷器冷凝效果差
精馏常压塔塔顶压力控制范围为9 kPa~13 kPa,空气冷却器进口温度约为64℃,出口温度61℃~63℃,在夏季工况下,常压塔塔顶压力可达37 kPa以上,同时预精馏塔塔顶温度也可见显著升高,造成了甲醇蒸气挥发逃逸,影响精馏装置整体负荷。
解决措施:一是在预塔和常压塔塔顶空冷器后各增加1台水冷却器;二是在空气冷却器增加4组喷淋管,喷淋管上加装104个喷头,夏季高温运行工况下,对空冷器喷冷脱盐水进行降温。正常运行期间耗水量15 m3/h,满足精馏负荷的要求。
3 结 语
煤制甲醇生产工艺流程长、工艺过程复杂、生产连续性要求高,实现装置的长周期稳定运行一直是技术人员钻研的课题。长青公司通过近些年一系列的改造,气化炉单独运行周期均到达140 d以上,日产精甲醇可稳定达到2 300 t以上,全系统年安全稳定运行时间达到350 d以上,完全达到了预期效果。当然,装置还存在其他方面的问题和缺陷,需进一步解决和完善,以保证系统的安、稳、长、满、优运行。
