基于定位误差计算的夹具设计定位方案优选分析
2022-11-09韩长征王晓东
韩长征,王晓东
(营口职业技术学院 机电工程学院,辽宁 营口 115002)
在零件的批量机械加工中,机床专用夹具是根据零件的机械加工工艺规程和加工精度要求,为某道工序专门设计与制造的夹具,是加工工艺系统中重要的组成部分.采用专用夹具装夹零件可以提高零件的加工精度.机床专用夹具的设计精度是影响零件加工精度的主要因素,而夹具的定位精度是判定设计精度的主要技术依据.通过案例分别对平面定位、V形块定位及定位销(心轴)定位3种不同定位方式的定位精度(误差)进行比较分析和计算,并针对具体的定位方式提出减小定位误差、提高定位精度的改进措施,从而选择合理的定位方案,确保零件的加工精度.
1 影响零件加工精度的原因分析
在机械加工中,采用机床专用夹具装夹零件时影响零件加工精度(即产生加工误差)的3个主要因素有:零件在夹具上的安装误差Δ安装、夹具在机床上的对定误差Δ对定和加工过程误差Δ过程.其中:安装误差Δ安装包括零件在夹具中的定位误差Δdw和夹紧误差Δjj;对定误差Δ对定包括夹具相对刀具位置的对刀误差Δ对刀和夹具相对机床切削成形运动的夹位误差Δ夹位;加工过程误差Δ过程是由机床主轴和各进给轴等部件的运动精度及床身、刀架、工件和刀具等工艺系统的形变等原因引起的误差,包括加工工艺系统几何精度、机床的传动误差、受热变形、受力变形及磨损等因素造成的误差.因此,为保证零件的加工精度,必须使以上3种误差之和小于或等于零件的相应加工工序尺寸的公差T,即零件的加工精度应满足加工误差不等式Δ安装+Δ对定+Δ过程≤T[1]的要求.
2 机床专用夹具定位误差的计算方法及设计要求
为了便于分析,引入“定位基准”“定位基面”“限位基准”“限位基面”概念.当零件以回转体表面进行定位时,回转体表面本身称为定位基面,其轴线称为定位基准;与定位表面相配合(或接触)的回转体定位元件的表面称为限位基面,其轴线称为限位基准.而当零件采用平面表面进行定位时,零件的定位基准和定位基面重合,定位元件的限位基准和限位基面重合,分别为零件与定位元件相互接触的各自表面.
2.1 定位误差的计算方法
在大批量零件加工中,零件是利用机床专用夹具来装夹的.当一批零件分别安装在夹具上时,其定位不可能完全一致,因此会产生工序尺寸的误差.这种由于零件在夹具中定位不准确而产生的误差称为定位误差Δdw,由基准不重合误差Δbc与基准位移误差Δjw组成,其值为两者在加工工序尺寸方向上矢量和的绝对值,即Δdw=|Δbc±Δjw|.其中,基准不重合误差Δbc是由于安装零件时工序基准和定位基准不重合而产生的误差[2],其值为工序基准到定位基准之间的尺寸精度,即等于两者间的尺寸公差;而基准位移误差Δjw是由于限位基准和定位基准的制造误差及其配合间隙引起的,其大小为定位基准在工序尺寸上的最大变动量,基准位移误差Δjw的计算方法因定位方式不同而各异,计算时可按其定义画出零件在夹具上定位时的两种极限位置,再通过相应的几何或函数关系计算求出.
机床专用夹具采用不同的定位方式,其定位误差的计算方法不同,需要依据定位误差产生的原因加以区别对待.当Δbc≠0,Δjw=0时,说明是基准不重合的原因产生定位误差,即Δdw=Δbc;当Δbc=0,Δjw≠0时,说明是基准位移的原因产生定位误差,即Δdw=Δjw;当Δbc≠0,Δjw≠0时,又分为工序基准和定位基面重合与工序基准和定位基面不重合两种情况.如果工序基准和定位基面重合,则公式Δdw=|Δbc±Δjw|中“+”号与“-”号的判定依据是:首先,分析判断定位基面的尺寸由大变小(或由小变大)引起定位基准位置变动的方向;其次,设定位基准的位置不动,分析判断定位基面的尺寸做同向变动而引起工序基准位置变动和方向;最后,判断定位基准和工序基准的位移方向是否相同,若相同则取“+”号,若相反则取“-”号.如果工序基准和定位基面不重合,则Δdw=Δbc+Δjw.
2.2 定位误差的设计要求
生产中,零件在夹具上装夹时,大多情况下夹紧误差Δjj常常很小,可忽略不计,所以夹具的安装误差Δ安装主要取决于定位误差Δdw,即Δ安装≈Δdw.专用夹具的设计多采用经验类比法确定定位误差及与零件尺寸精度有关的夹具相关尺寸,在制造工艺可行的条件下,定位误差Δdw应设计得尽可能小,以提高夹具的可靠性,并可补偿对定误差Δ对定、加工过程误差Δ过程及使用中的磨损量.设计时,定位误差Δdw通常控制在相应工序尺寸公差的(1/5~1/2)T范围内.当工序尺寸精度较高时,为便于夹具的制造加工,宜控制在(1/3~1/2)T范围内;当工序尺寸精度较低,且生产批量较大时,Δdw宜取(1/5~1/3)T范围内.一般情况下,夹具的定位精度应满足
3 采用不同定位方式的定位方案比较分析
在分析和确定零件的定位方案时,应根据零件的结构、形状、尺寸及相应加工工序的精度等情况选择定位元件和定位方式.一般情况下,定位元件应满足精度高、耐磨性好、工艺性优良及足够的强度和刚度等技术要求,其选择要考虑零件定位基面的结构、形状、尺寸及精度等因素,常用的定位元件主要有支承板、支承钉、定位销、定位心轴、V形块、定位套等.常用的定位基准主要有平面表面、中心线及中心面等,常用的定位基面主要有平面表面、内孔表面、外圆柱表面、内锥面、外锥面及成型表面等.
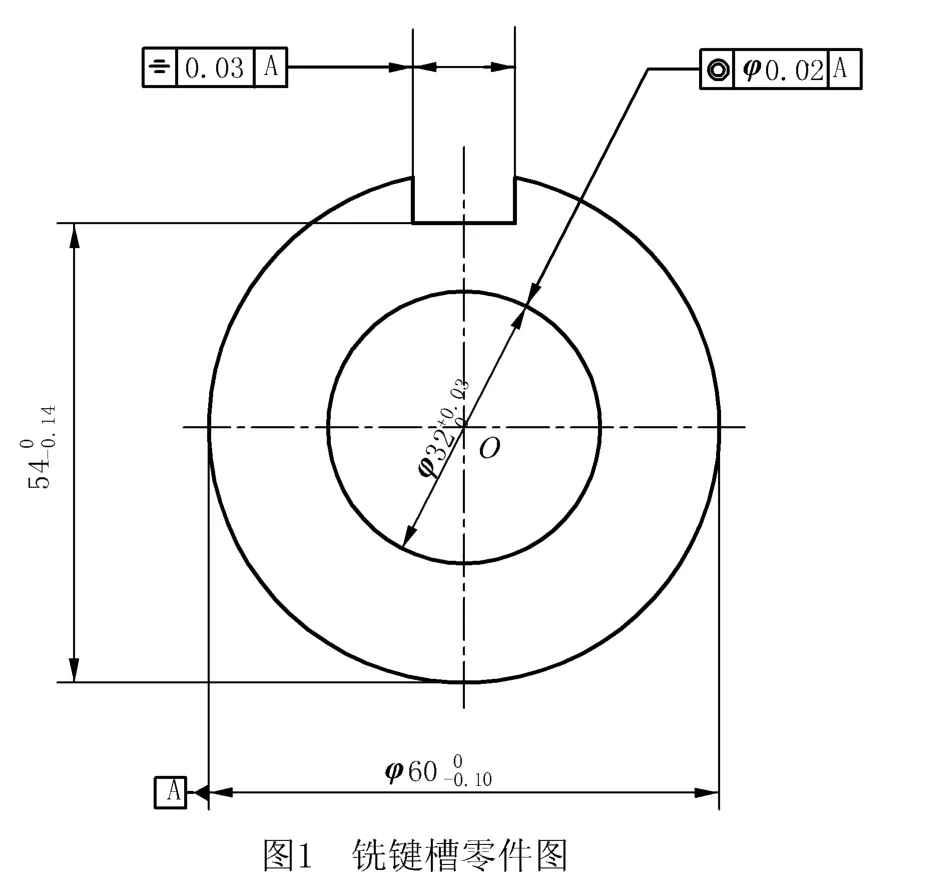
如图1所示,轴套类零件已经加工完成的表面有外圆柱面尺寸为φ600-0.10mm,内孔尺寸为
3.1 采用平面定位方式的定位方案分析
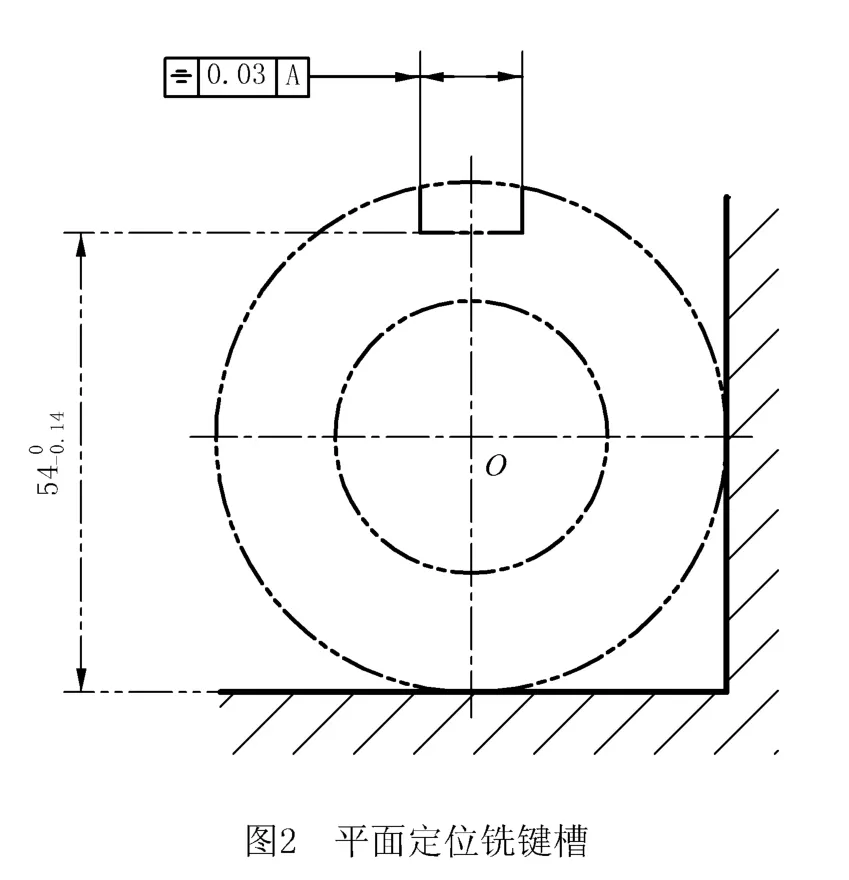
如图2所示的平面定位方式中,零件的定位基准和定位基面都是其外圆柱母线,定位板的限位基准和限位基面都是平面表面.
3.1.1 定位误差分析
零件以精基准在平面支承板中定位时,由于其平面度或直线度误差很小,所以因制造精度高而产生的基准位移误差可以忽略不计,即Δjw=0,此时定位误差主要是由于基准不重合而产生的,即Δdw=Δbc.
3.1.2 定位误差计算
(2)键槽对称度公差0.03 mm定位误差计算.键槽对称度公差0.03 mm的工序基准为外圆柱面φmm的中心线A,而定位基准为外圆柱面的侧母线,存在基准不重合误差,即Δbc=Td/2(Td为定位基准外圆柱直径φmm的公差),所以其定位误差Δdw=Δbc=0.1/2=0.05 mm,此定位误差已经大于键槽的对称度公差0.03 mm,所以不能满足对称度加工精度的要求.
3.1.3 方案效果分析
经过对平面定位方式的定位误差进行分析和计算,此方案的定位精度可以满足尺寸mm的加工精度,但不能满足键槽对称度公差0.03 mm加工精度的要求,所以此定位方案不可用.
原因分析:采用平面定位方式的定位方案不能满足键槽对称度0.03 mm要求的原因是,存在基准不重合误差0.05 mm,且远大于对称度公差,即其定位精度不满足的误差不等式要求,夹具的设计精度不合格.
3.2 采用V形块定位方式的定位方案分析
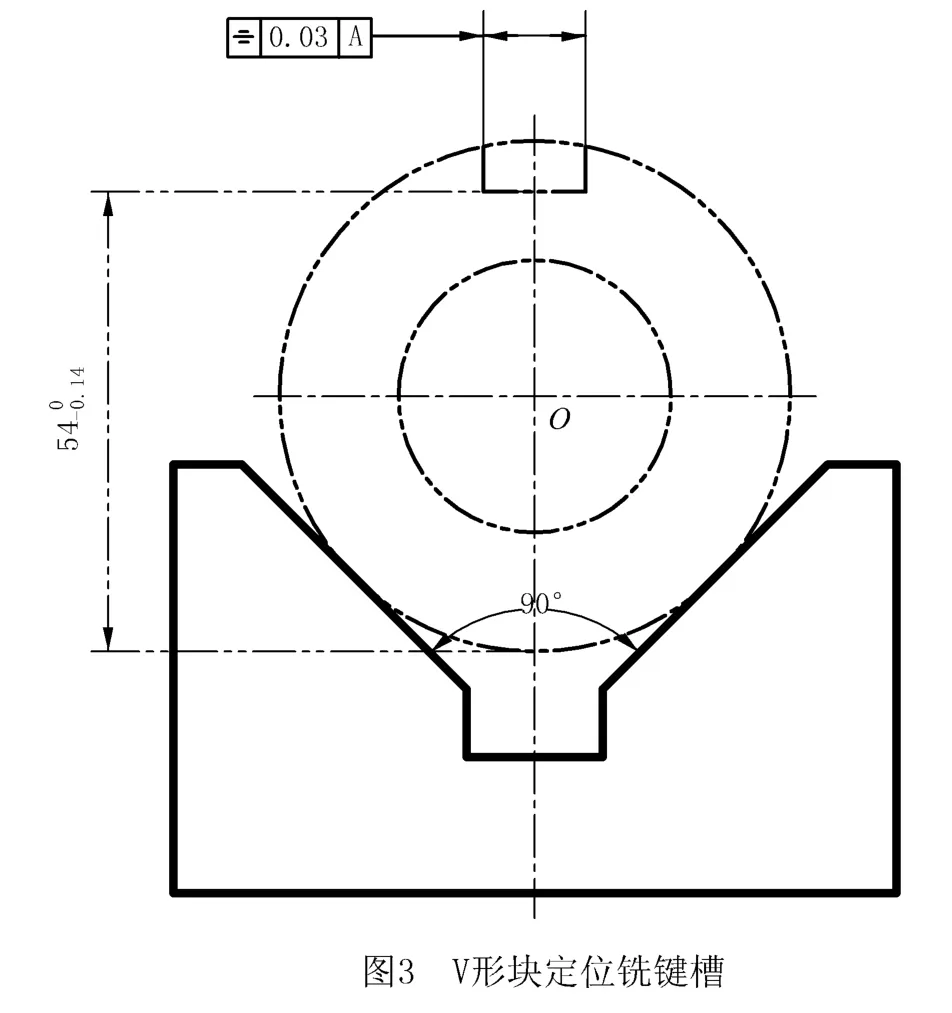
如图3所示,V形块定位方式中零件的定位基准是外圆柱φ600-0.10mm的中心线、定位基面是外圆柱表面;V形块的限位基准是对称中心面、限位基面是两个成V形的平面表面.
3.2.1 定位误差分析
如图3所示,V形块结构已标准化,其支承面、底面及夹角的精度高,结构对称且对中性好,如果忽略零件的圆柱度误差和V形块角度误差的影响,其所定位的水平轴外圆柱面中心线在水平方向上产生的基准位移误差可忽略不计,即其水平位置的变动量Δjw=0;但其在垂直方向上的位置变动量随V形块夹角的大小及零件外圆直径的误差而发生变化,从而在垂直方向产生了基准位移误差,即Δjw=Td/2sin(α/2)[3](Td为零件定位基准的外圆面直径φ600-0.10mm的公差,α/2为V形块的半角),所以Δjw=0.1/2sin(90°/2)≈0.071 mm.
3.2.2 定位误差计算
(1)键槽尺寸540-0.14mm定位误差计算.如图3所示的V形块定位方案中,键槽垂直方向尺寸540-0.14mm的工序基准是零件外圆柱面φ600-0.10mm的下母线,而定位基准是外圆柱面的中心线,所以产生了基准不重合误差,即Δbc=Td/2=0.1/2=0.05 mm,又因为工序基准与定位基面重合,都在零件的外圆柱面上,根据定位误差公式Δdw=|Δbc±Δjw|中“+”号与“-”号的判定依据,分析确定定位基面尺寸由大变小(或由小变大)时工序基准和定位基准的位移方向相反,所以应取“-”号,则有Δdw=|Δbc-Δjw|=|0.05-0.071|=0.021 mm,所以其垂直方向的定位误差Δdw=0.021 mm远小于工序尺寸540-0.14mm公差的1/3,为0.047 mm,有较多的余量补偿其他因素造成的误差,可以满足键槽尺寸540-0.14mm的加工精度要求.
(2)键槽对称度公差0.03 mm定位误差计算.键槽对称度公差0.03 mm的工序基准和定位基准相重合,都为外圆柱面垂直方向的中心面,即Δbc=0,且由以上分析,V形块定位时可忽略不计其水平方向的基准位移误差,即Δjw=0,因此其水平方向的定位误差为Δdw=Δbc+Δjw=0,可以满足键槽对称度公差0.03 mm加工精度的要求.
3.2.3 方案效果分析
经过分析和计算,此V形块定位方式的定位精度能够满足键槽尺寸540-0.14mm和对称度公差0.03 mm加工精度的要求,所以可采用此定位方案.
原因分析:对于加工键槽尺寸540-0.14mm,进行V形块定位方式的定位精度(误差)分析时,既有基准不重合误差Δbc=0.05 mm,又存在基准位移误差Δjw≈0.071 mm,两者中任意值都大于T/3=0.14/3≈0.047 mm,其满足加工精度要求的原因是键槽尺寸540-0.14mm的工序基准为外圆柱面的下母线且在定位基面上,符合定位误差公式Δdw=|Δbc±Δjw|中取“-”号的确定原则,所以计算其定位误差Δdw=0.021 mm,这样才满足了定位精度的误差不等式要求,即夹具的设计精度合格.
应该注意的是:如果键槽尺寸的工序基准为外圆柱面的上母线,则符合定位误差公式Δdw=|Δbc±Δjw|中取“+”号的确定原则,即Δdw=|Δbc+Δjw|=|0.05+0.071|=0.121 mm;如果键槽尺寸的工序基准为外圆柱面的中心线,符合定位基准与工序基准重合,则其定位误差为基准位移误差Δdw=Δjw=0.071 mm.由此可见,加工尺寸的工序基准不同,对定位精度有较大的影响.
3.3 采用定位销(心轴)定位方式的定位方案分析
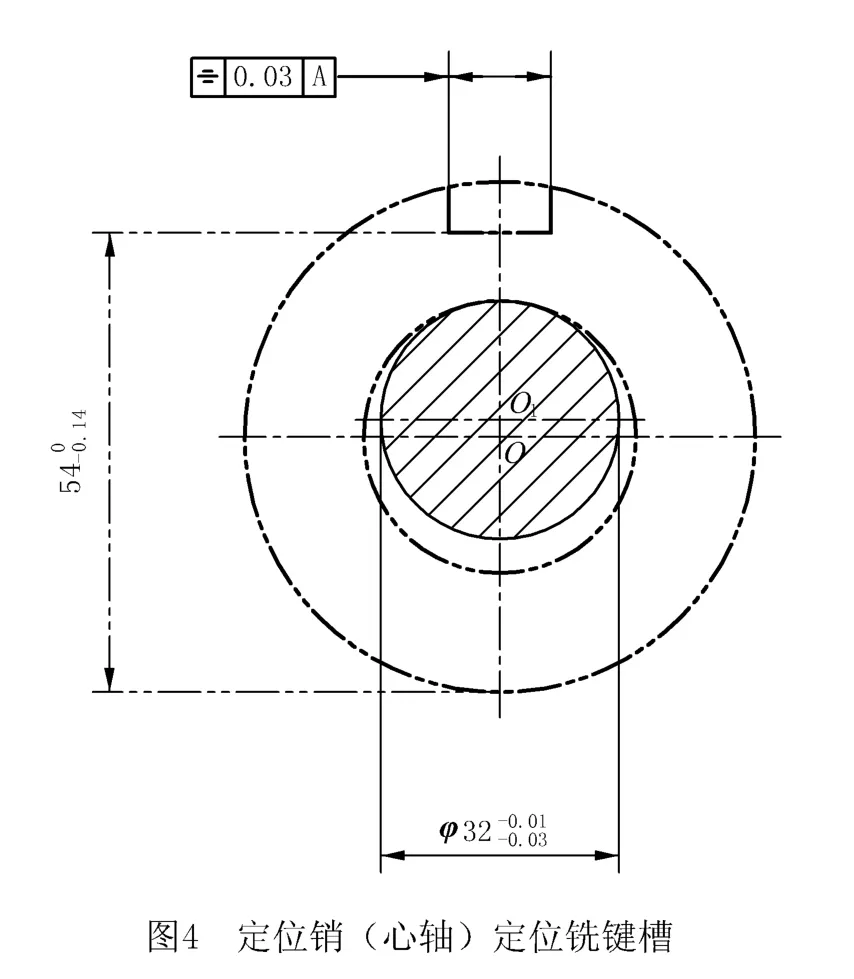
如图4所示的定位销(心轴)定位方式中,零件的定位基准是内孔中心线,定位基面是内孔表面;定位销(心轴)的限位基准是中心线,限位基面是外圆柱表面.
3.3.1 定位误差分析
零件以内孔定位时,基准位移误差与定位销(心轴)放置的方式、定位副的制造精度及配合性质等因素有关.如图4的定位方式中,定位销(心轴)mm(其公差Td1=0.02 mm)与零件的定位基准孔mm(其公差TD1=0.03 mm)为间隙配合,且水平放置,零件在重力和切削力的作用下,零件定位孔的上母线与定位销(心轴)的上母线始终单方向接触定位,即在垂直方向上基准位移误差的方向是固定的,属于固定单边接触,所以垂直方向上的基准位移误差为零件的内孔公差和定位销(心轴)外径公差之和的一半,且与间隙无关,所以其垂直方向的基准位移误差Δjw=(T D1+T d1)/2=(0.03+0.02)/2=0.025 mm.而在分析和计算此种定位方式在水平方向上的基准位移误差时,定位销(心轴)有可能与零件基准孔的任意母线接触,应考虑在水平方向上左右2个极限位置及孔轴间隙,所以其水平基准位移误差Δjw=TD1+Td1+Xmin=Xmax[4],式中Xmin为孔销定位副最小配合间隙(一般在设计时确定)、Xmax为孔销定位副最大配合间隙,所以Δjw=32.03-31.97=0.06 mm.
3.3.2 定位误差计算
(1)键槽尺寸540-0.14mm定位误差计算.如图4所示的定位销(心轴)定位方式中,键槽垂直方向尺寸54-00.14mm的工序基准是零件外圆柱面mm的下母线,而定位基准是内孔mm的中心线,所以产生了基准不重合误差,即Δbc=Td/2+e=0.1/2+0.02=0.07 mm,式中e为零件内孔和外圆柱的同轴度公差,所以其垂直方向的定位误差Δdw=0.07+0.025=0.095 mm,远大于工序尺寸54-00.14mm公差的1/3,为0.047mm,所以不能满足尺寸54-00.14mm的加工精度要求.
(2)键槽对称度0.03 mm定位误差计算.如图4所示,键槽对称度0.03 mm的工序基准是零件外圆柱面mm的中心线,定位基准为其内孔mm的中心线,产生的基准不重合误差为内孔和外圆柱面的同轴度公差e,即Δbc=e=0.02 mm.所以,加工键槽时其水平方向的定位误差Δdw=0.02+0.06=0.08 mm,也远大于对称度公差0.03 mm,所以不能满足键槽对称度加工精度的要求.
3.3.3 方案效果分析
经过分析和计算,此定位销(心轴)定位方式的定位精度不能满足键槽尺寸54-00.14mm和对称度公差0.03 mm加工精度的要求,所以此定位方案不可用.
4 结论与改进建议
4.1 结论
(1)采用平面定位方式的定位方案,其定位误差可以满足误差键槽尺寸540-0.14mm的加工精度,但不能满足键槽对称度公差0.03 mm加工精度的要求,所以此定位方案不可用;
(2)采用V形块定位方式的定位方案,其定位误差能够满足键槽尺寸540-0.14mm和对称度公差0.03 mm加工精度的要求,所以此定位方案可用;
(3)采用定位销(心轴)定位方式的定位方案,其定位误差不能满足键槽尺寸540-0.14mm和对称度公差0.03 mm加工精度的要求,所以此定位方案不可用.
4.2 改进建议
为减小定位误差、提高定位精度,提出如下建议:
(1)夹具设计时,应根据零件的结构、形状、尺寸及加工精度等因素优化设计定位方案,合理选择定位基准,尽量与工序基准重合,不产生或降低基准不重合误差;
(2)零件设计时,应加强加工工艺性分析,正确设计工序基准,满足工艺性和经济性可行的要求;
(3)优化定位元件的结构和布置,并提高定位副的制造精度及配合精度,以不产生或降低基准位移误差.夹具的定位精度应满足T的误差不等式要求,并以此校核夹具的设计精度,从而确保零件的加工精度.
