隧道衬砌管片钢筋骨架机器视觉引导焊接技术
2022-11-08蒋涛
蒋 涛
(1.上海隧道工程有限公司,上海 200233;2.同济大学土木工程学院,上海 200000)
0 引言
盾构管片具有承受土层压力、预防地下水渗漏等作用,已成为现代盾构法隧道施工中不可或缺的必备构件[1-2]。盾构管片由钢筋骨架经混凝土浇筑成型,钢筋骨架主要由主筋钢筋和箍筋钢筋纵横交错组成,具有结构复杂、体积大等特征。其中,主筋钢筋长度长、重量大,受材料自身性能等影响,造成主筋加工难以标准化、人工穿插钢筋组装劳动强度大、焊接成品质量一致性难以控制等问题[3]。焊接机器人技术融合机械化与焊接技术,已在诸多领域得到广泛的应用,具有改善劳动强度和提高生产效率的作用[4-5]。焊接生产现场粉尘污染大、环境嘈杂,且焊接领域已表现出“用人荒”和人员断层现象,将自动焊接技术应用于钢筋骨架焊接已呈大势所趋[6]。
为了解决以上问题,部分厂家初步尝试采用示教型焊接机器人对钢筋骨架进行焊接。该种机器人在批量大、焊缝路径固定的场合中,具有焊接质量稳定、焊接效率高的优势[7]。对于管片钢筋骨架,由于组成主筋钢筋长度长、直径大、刚度大、各批次钢筋品质不同等,造成弯弧后钢筋的回弹量和变形量不同,导致弯弧钢筋成品成型一致性较低,钢筋骨架装配后的钢筋搭接点位置随机。应用表明,示教型焊接机器人基于事先设置的焊接路径进行工作,焊接钢筋骨架时存在较高的偏差率,焊接中需要频繁再示教操作,自动焊接效率不高。如何实现焊接时快速精准定位,已成为管片钢筋骨架自动焊接中亟待解决的问题。
针对焊接定位难的问题,大量学者投入到焊缝的追踪和定位研究中[8-9]。然而,研究对象大都是针对同一平面上处于相对较稳定、背景对比明显及长焊缝纠偏、追踪和定位,与钢筋骨架焊接现场存在的焊接环境差、背景对比不明显、焊接特征存在于异面上的情况不同。结构光相机采用主动光源,具有对外界干扰不敏感、可以多维度扫描、精度高等特征[10-12]。开展3D结构光相机在管片钢筋骨架自动焊接中对焊接点的纠偏和引导焊接研究,对改善钢筋骨架多维焊点自动焊接具有重要意义。本文在传统自动焊接技术基础上,首次引入3D结构光相机,结合钢筋骨架中钢筋搭接焊接特征和相机自带数据处理软件,以期实现高效的钢筋骨架自动焊接。
1 管片钢筋骨架自动焊接分析
1.1 管片钢筋骨架焊接分析
1.1.1 管片钢筋骨架结构
盾构管片钢筋骨架主要由主筋和箍筋构成,通常钢筋骨架网结构复杂、体积较大。以上海地区中埋深直径6.9 m管片为例,标准块主筋钢筋最大直径为22 mm,平均长度约4 m;箍筋直径为10 mm,平均长度约3.5 m。钢筋骨架宽1.5 m,内外弧面间距350 mm,内外弧长分别约3.4、3.8 m,总质量约300 kg。管片钢筋骨架结构如图1所示。

图1 管片钢筋骨架结构示意图
1.1.2 示教型焊接机器人
当前,管片钢筋骨架自动焊接采用示教型焊接机器人,如图2所示。示教型焊接机器人配有1台示教编程器,工作时首先将焊接工件固定好,然后由人工通过示教编程器将焊接点位依次输入焊接系统,焊接时机器人按照定位好的点位进行走位,完成指定工件上所有点的焊接。

图2 示教型焊接机器人及其配套示教编程器
钢筋骨架焊接现场人工示教焊接机械手如图3所示。钢筋骨架总装完毕后,经行车起吊输送到自动焊接工位上并固定;然后,现场操作人员使用示教器对机械手的焊接姿态以及钢筋骨架上的钢筋交叉点位逐个进行示教、记录;最后,启动焊接系统,按照示教存储的路径和姿态完成焊接。

图3 钢筋骨架焊接现场人工示教焊接机械手
示教型机械手自动焊接,要求目标焊缝标准化和一致性,其优势在于能对大批量、同类型产品进行连续焊接[13]。采用焊接机械手焊接管片钢筋骨架,为提高焊接效率,要求一次示教就能完成整标段所有钢筋骨架的有效焊接。实践中发现,对于同一批钢筋骨架而言,采用人工总装装配后钢筋交叉点会出现一定的偏移,当偏移量较大时会导致大量焊接脱焊,造成钢筋骨架焊接不合格。图4示出钢筋骨架总装钢筋偏移量较大时,自动焊接后整体出现大规模脱焊。分析认为,管片钢筋骨架组成钢筋直径大、长度长,弯弧加工后各主筋钢筋回弹量不一,再加上总装工人之间存在个体差异,造成总装钢筋骨架中钢筋搭接点的位置存在偏差。当前钢筋骨架总装存在钢筋交叉点偏差,需要人工进行微调,单个钢筋骨架总装耗时约45 min。

图4 钢筋骨架总装存在较大偏差时出现大规模脱焊
1.1.3 机器视觉技术
在示教型机器人基础上,引入机器视觉技术对焊缝位置进行焊接补偿和纠偏,有效解决自动焊接中出现的脱焊、漏焊现象[14]。根据相机与机械手的相对位置关系,视觉-机械手组成存在2种模式,即“眼在手外”和“眼在手上”,如图5所示。“眼在手外”,即相机固定在机械手以外的支架或平台上,工作中要求相机可以拍摄到目标的全貌以获取所有焊接特征信息,一般适用于外形较小物品的焊接引导;“眼在手上”,即将相机固定在机械手臂末端,通过机械手运动带动相机对目标的不同部位进行拍摄,该方式具有更大的灵活性,适用于各种外形物体的焊接引导。调查发现,3D结构光相机有效工作距离<1 m,平均有效视野为500 mm×500 mm。综上,在管片钢筋骨架焊接引导研究时,选用“眼在手上”模式,通过调整3D相机的拍摄角度以获取目标的高质量3D点云数据。

图5 相机与机械手相对位置示意图
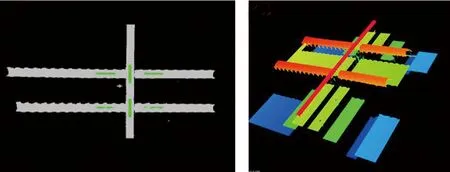
基于3D结构光相机的钢筋骨架自动焊接技术,是在原自动焊接基础上通过相机及其软件处理系统,完成对焊接目标的提取和位置纠偏,相当于给机械手装上“眼睛”,实现对钢筋搭接点的精准引导和快速焊接。具体过程包含以下步骤:1)完成相机坐标系与机械手坐标系之间的转换和标定;2)对焊接点位及焊接过程进行示教,记录焊接点数和机械手具体运动路径,同时注意相机姿态调整,保证相机无障碍拍照;3)通过机械手将相机调整至初始拍照位,并由机械手触发相机进行拍照;4)针对钢筋骨架结构的特殊性,在执行焊接目标纠偏之前先对钢筋搭接状态进行判断,即确定钢筋搭接满足焊接要求后,系统再进行焊接位置纠偏与补偿计算;5)经计算处理,将图像处理结果与示教坐标进行对比,得到示教坐标的偏差值,基于偏差值,机械手完成对焊接目标的补偿运动;6)当有焊接质量检测需要时,焊接后对刚完成的焊接点进行检测拍照并上传系统,经与数据库中合格焊接图片进行对比,完成对焊接质量的判断。基于机器视觉的钢筋骨架自动焊接流程如图6所示。

图6 基于机器视觉的钢筋骨架自动焊接流程图
1.2 相机-机械手空间坐标转换与机器视觉成像
1.2.1 3D结构光相机
3D结构光相机主要由成像CCD和激光投射器组成。激光投射器将主动结构信息投射到被测物体表面,通过CCD拍摄被测物体表面即得到结构光图像。然后,基于三角测量原理,经过图像三维解析计算,得到被测物体的三维点云图像,如图7所示。

图7 结构光相机成像原理示意图
1.2.2 相机-机械手坐标标定
相机和机械手标定前,各自有独立的坐标系。相机固定在机械手上后,运用“手眼标定法”进行标定,得到相机与机械手之间的坐标关系。通过该关系转换,将视觉图像分析出的结果转换成机械手坐标系下的坐标值,则机械手可以识别、调用该视觉图像信息,执行相应运动等操作。
标定原理基于求解AX=XB方程问题。其中,A为机器人末端连杆坐标架在机器人-相机系统移动前后的转换关系;B为相机坐标架在移动前后的相对关系。需要说明的是,要确定手眼矩阵的各分量,至少需要旋转轴不平行的2组运动。考虑存在噪声,在实际测量中通过多组运动来求解该方程。

1.2.3 数据交互
相机与机械手之间建立通讯协议后,就可以进行数据交互。该项目中,相机控制器与机械手之间采用TCP/IP通讯协议,相机控制器与机械手在整个系统具有唯一的地址和标准化的高层协议,具有可靠的数据交互方式。
1.2.4 系统运行过程
首先是图像采集,机械手带动相机运动到拍照位置,以TCP/IP通讯协议通过以太网将拍照信号发送给相机,相机收到拍照信号后进行拍照,采集钢筋骨架的二维图片及三维点云信息;然后,相机将采集到的图像传输到相机控制器的视觉处理软件;最后,相机控制器将分析处理的结果,以TCP/IP通讯协议通过以太网传输给机械手,机械手根据该结果指令执行动作。
1.2.5 图像处理过程
视觉软件获得图像后,将通过一系列图像处理算法对图像进行预处理、前处理、终处理操作。首先,基于轮廓模糊定位算法对钢筋三维点云进行图像轮廓定位,并由轮廓相识度锁定钢筋分布区域;然后,采用边缘增强分割提取算法,获取钢筋的三维边界信息,进而计算出钢筋在三维空间中的坐标、大小等,并运用扫描三维点云匹配算法,确定钢筋十字交叉、L型搭接、T型搭接等的焊接位置;最后,借助形态学分析精度判定算法,计算出焊接位置、2根钢筋之间的间隙大小,以及判定钢筋搭接间隙是否满足焊接条件,同时根据焊接位置信息,计算出钢筋骨架各个部分的尺寸。在三维图像中,能计算出焊点的精确位置,再根据三维图像与二维图像之间的映射关系,推导出焊点在二维图像中的位置。在二维图像中,以该位置为中心圈定一个区域,通过形态学分析精度判定算法,计算出该区域的焊接面积,再通过焊接面积确定焊点尺寸。
2 基于3D结构光的管片钢筋骨架自动焊接引导
在参考大量前人研究成果的基础上,为了积累经验和提高机器视觉技术引入的成功率,在正式对钢筋骨架焊接系统实施升级改造之前,先对钢筋骨架钢筋搭接接头特征进行焊接识别和引导试验。在小规模钢筋焊接接头特征识别基本功能实现之后,再在管片钢筋骨架上进行焊接调试和焊接引导补偿操作。
2.1 初期引导试验验证
初期试验借助小型六轴机械手和3D结构光相机在实验室中展开。相机型号为LXPS-HS0222-B/C,具体参数见表1。分析认为,钢筋骨架中钢筋搭接点较多,在实际焊接应用中采用多目标识别补偿引导以提高焊接效率,故试验调试中将对不失一般性的两点识别进行调试验证。如图8所示,通过3根粗细不一的钢筋搭接,模拟钢筋骨架中主筋与箍筋形成的钢筋搭接多接头特征。

图8 模拟主筋-箍筋钢筋搭接特征多点识别
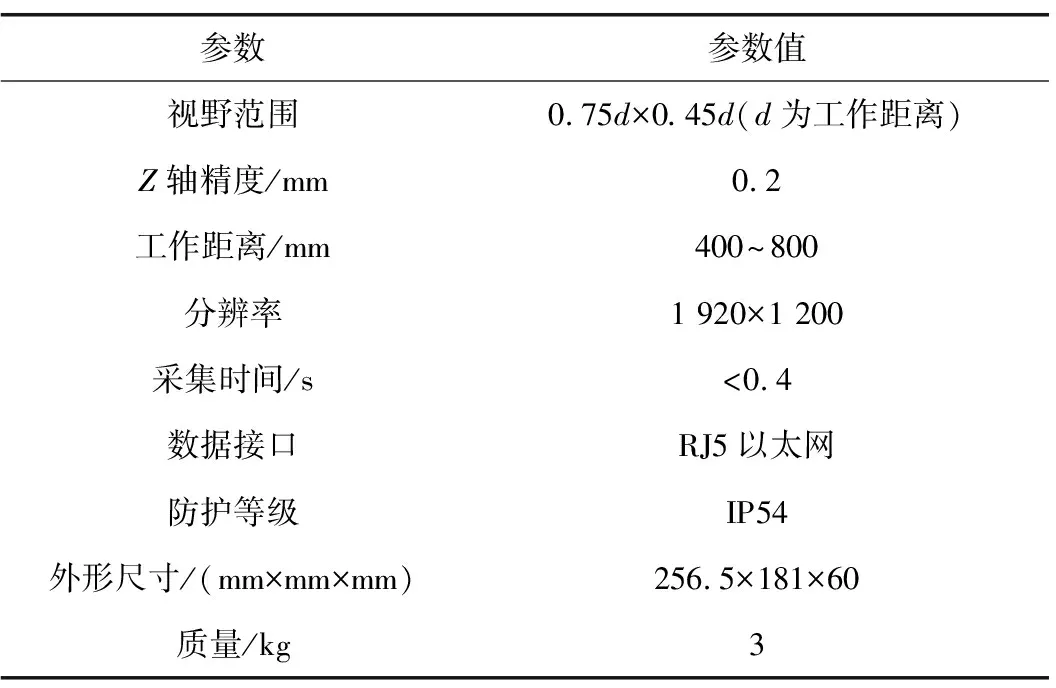
表1 相机主要参数表
钢筋搭接接头机器视觉识别,通过相机对焊接目标进行拍照,并由3D相机自带软件对图像进行提取和逆向3D点云建模成像,然后将模型上传至服务器系统进行计算处理,计算结果经相机-机械手坐标转化,最终获得焊接目标的机械手坐标信息,并发送给机械手去执行焊接任务。需要说明的是,在相机拍照之前需完成相机-机械手坐标转换,并通过人工示教调节焊枪姿态以及焊枪终端与焊接目标的相对位置。焊接目标的相机拍摄图片和逆向3D点云重建模型见图9。
(a)相机拍摄图片 (b)3D点云重建模型
考虑到采用小型机械手时其手臂末端的负重能力有限,焊接设备接入必将使结构设计和测试都变得复杂,而且焊接系统已在原焊接机器人中标定并取得成功应用,后续测试时嵌入焊接触发指令即可,故此处只验证3D结构光相机视觉识别技术对钢筋搭接特征的识别、提取和焊接纠偏功能,机械手终端固定一根具有指示作用的钢针代替焊枪完成焊接动作。
试验调试中,基于相机自带软件,通过程序二次开发和图像处理算法优化,实现对相机拍摄目标及模型的再加工,通过坐标转换将最终计算焊接目标坐标值发送给机械手,实现焊接纠偏和焊接引导。同时,添加焊接完成后的焊接质量检测功能,控制机械手带动相机以一定的角度再次对焊接目标进行拍照,将获取的照片与数据库中合格的焊接接头照片进行对比。视觉引导软件开发流程如图10所示。结果表明,借助3D结构光相机可以实现原示教型六轴焊接机械手同时对多点钢筋搭接特征的提取和焊接纠偏。
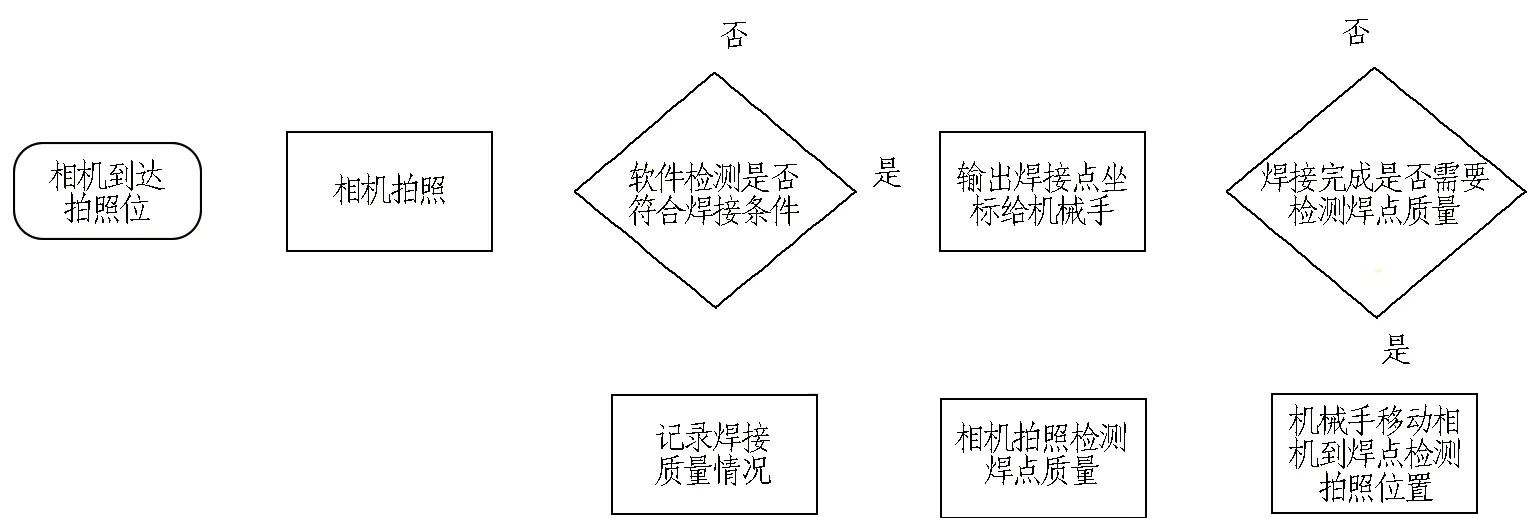
图10 视觉引导软件开发流程
2.2 钢筋骨架自动焊接引导
2.2.1 相机及焊接系统安装
接下来将3D结构光相机及焊接系统应用于管片钢筋骨架的焊接纠偏。与前期试验验证阶段不同的是,管片钢筋骨架焊接现场环境差,存在较强的弧光辐射、焊接熔融金属飞溅、焊接烟尘等情况,易破坏相机,故专门设计一套相机保护装置,为相机提供有效防护。
机械手与相机保护装置如图11所示。保护装置为铝合金材质,外观轮廓尺寸为300 mm×80 mm×200 mm,质量为3 kg。保护装置的保护窗采用气缸驱动,开合速度小于1 s,驱动次数达1 000万次以上。相机移动过程中,机械手控制气缸打开保护窗,进行拍照,机械手移动的同时保护窗关闭,以减少整个拍照时间。图12为机械手与相机装配实物图。

图11 机械手与相机保护装置示意图

图12 机械手与相机装配实物图
2.2.2 钢筋骨架焊接纠偏和引导焊接
相机及焊接系统安装完毕后,对钢筋骨架进行焊接纠偏和引导焊接。机械手就位和相机安装完毕后,将按照相机标定方法对机械手进行一次标定,得到相机与机械手之间的坐标关系。系统运行过程中,相机通过拍照获得焊接目标的坐标,并通过标定关系转换成机械手坐标系中的坐标值。
焊接点纠偏与引导:1)通过人工操作对主筋-箍筋钢筋搭接位置进行逐点示教,示教时根据钢筋骨架位置调整好相机拍照姿态、规划焊接路径并记录;2)启动焊接系统,相机移动到拍照位,由机械手触发打开相机保护窗并拍照,然后机械手离开拍照位并关闭保护窗;3)系统对照片进行处理,初步判断拍照位的可焊性,一旦系统判断拍照点满足焊接条件,机械手将运动到焊接位置实施焊接,否则将发出警报、记录该坏点位置,同时运动到下一个拍照位。
从相机拍照到机械手收到系统指令并执行动作总时间约为0.5 s,所以现场工作人员不会感觉到机械手中间有停顿现象。另外,采用带机器视觉的焊接系统,只需要一次示教过程就可以完成同一型号或标段的所有钢筋骨架的引导焊接。
图13为带有3D结构光相机的机械手焊接钢筋骨架现场照片。

图13 带有3D结构光相机的机械手焊接钢筋骨架现场照片
2.2.3 焊接质量检测
针对钢筋骨架钢筋搭接特征焊接质量检测,从整体焊接效率考虑,采用单点焊接完毕即时检测的策略,这还将有助于现场工作人员通过界面显示随时查看并评估钢筋骨架即时焊接质量信息。同样,焊接检测需要焊前示教并记录相机拍照姿态,待焊接指令完成后机械手将发送焊后检测指令到相机,相机保护窗打开,同时机械手以特定的姿态运动到拍照位完成拍照,上传至系统并与数据库内合格焊接图片进行比对,对焊接质量进行判断,随后机械手自动运动到下一个拍照位。大量测试结果表明,基于机器视觉的钢筋骨架的焊接质量可以满足要求,然而焊后检测使机械手动作增多,严重影响焊接效率的提升,因此,实际应用中建议取消焊后检测,或采用抽检,这一点在自动焊接效果分析部分将给出具体分析。
3 基于3D结构光相机的管片钢筋骨架自动焊接效果分析
3.1 实际焊接效果测试
对钢筋骨架内侧弧面与外侧弧面中具有十字型及T字型特征的主筋与钢筋搭接节点进行测试,基于3D结构光相机机器视觉的钢筋骨架自动焊接结果如图14所示。由图可见,钢筋骨架中焊点焊接位置总体上比较一致,焊点均位于主筋钢筋-箍筋钢筋交叉点上,焊点大小比较均匀,焊点表面光滑,无明显漏焊、焊偏、咬肉等问题出现。

(a)T字型接头 (b)十字型接头
由图13和图14可见,图中地面上贴有多个黄色标记,具有2方面作用:1)钢筋骨架组装完毕后,由人工通过台架直接推到指定标记处,具体标记位置根据管片钢筋骨架内、外弧面划分,推放过程中钢筋骨架位置允许误差范围为±50 mm;2)焊接测试时采用一台机械手进行焊接,受机械手臂展限制,机械手在一个固定位置无法完成钢筋骨架整个弧面焊接,故机械手完成一次连续焊接后,将钢筋骨架推到下一个指定标记处,完成钢筋骨架该弧面剩余部分的焊接,钢筋骨架放置位置允许误差范围为±50 mm。对于示教型焊接机械手,钢筋骨架总装允许误差为±3 mm。相比之下,带有机器视觉的焊接系统对装配的要求大大降低。
据不完全统计,目前基于机器视觉的焊接系统工作效率为5 s/单点,示教型焊接系统连续工作效率为4 s/单点。前者钢筋骨架从装配完成到推到焊接位置,焊前准备时间为25 min;后者由钢筋骨架总装到吊装完成需要50 min。焊接完毕,前者可由人工直接推离焊接位,下一组钢筋骨架推到焊接标识区内即可焊接,用时3 min;后者需要借助行车将钢筋骨架吊离夹具、再吊进新的钢筋骨架,用时15 min。综合对比发现,按单侧弧面100个交叉点计算,前者工作效率为20 s/单点;考虑位置标定,后者加工效率远低于34 s/单点。此外,基于机器视觉的焊接系统的识别精度在±1 mm以内,识别成功率≥97%,焊接成功率≥99%,对钢筋骨架型号没有特殊要求。
3.2 焊后补焊辅助显示
对于示教型自动焊接系统,钢筋骨架中主筋-箍筋钢筋交叉焊接点位多,总会存在一些交叉焊点在装配时无法精确定位,导致焊接时出现脱焊、漏焊等现象,难以满足钢筋网漏焊率≤4%的要求[15],因而焊接完毕后人工巡检补焊工作量较大。视觉焊接系统拥有焊接目标纠偏功能,将极大地避免脱焊、漏焊的发生;此外,当焊接系统检出因主筋-箍筋钢筋间距过大而无法焊接时,将在显示界面标识出来,以指示后期人工快速补焊。带有视觉焊接系统的焊接状态显示界面如图15所示。
基于视觉焊接系统焊后检测,据不完全统计,无焊接焊后检测时,焊接效率为5 s/单点。增加焊后检测,整体焊接效率降低为9 s/单点。对比发现,增加焊后检测环节,焊接系统总体焊接效率将大打折扣。分析认为,相机拍照、上传与图像处理时间在ms级,机械手动作的改变,如由静止到运动或由运动到静止的时间在s级。焊后检测过程中,机械手首先要运动到拍照位、然后静止拍照、再复位,有4个运动状态变换,则整个焊接时间被严重延长。由图14可见,基于机器视觉的焊接系统可以保证钢筋骨架的焊接质量。提高焊接效率,应当减少机械手运动频次,采用焊接中抽检代替全检,或根据焊接要求取消焊后质量检测,依据图15所示的焊接状态图,由焊前检测状态判断焊后补焊情况。
绿色表示已成功焊接点位,红色表示主筋-箍筋钢筋间距过大无法焊接点位。
4 结论与讨论
针对当前盾构管片钢筋骨架焊接中存在的焊接质量不齐、生产效率低下、焊后检验困难等问题,本文提出将3D结构光相机引入示教型焊接机器人中,通过软件编制、图像处理算法开发及相应试验测试,得到以下相关结论:
1)通过引入结构光相机,焊接机械手实现对多维度钢筋搭接点的纠偏和焊接引导;
2)相比于原焊接系统,机器视觉技术引入后,钢筋骨架的焊接质量和焊接均匀性均得到提高,焊接效率提高近2倍;
3)基于视觉的焊接系统,焊接识别精度在±1 mm以内,识别成功率≥97%,焊接成功率≥99%;
4)采用带视觉的焊接系统,只需要一次示教过程就可以完成对于同一型号或标段的所有钢筋骨架的焊接,大大提高了钢筋骨架的焊接效率;
5)考虑到机械手状态的改变耗费时间较多,且视觉技术引入后使得钢筋骨架的焊接质量得到保证,建议取消焊后焊接质量随检环节或采用随机抽样检测的方式,以保证钢筋骨架整体焊接效率;
6)钢筋骨架搭接与装配是自动焊接的前提,当前钢筋骨架采用人工装配,存在时间长、主筋-箍筋间距无法保证等问题,限制了自动焊接应用的推广;
7)基于自动化、智能化技术,需进一步研究钢筋自动上料设备及钢筋搭接紧固方法,解决钢筋主筋-箍筋之间间隙过大难以焊接的问题。
