LOPA在氟碳装置上的应用
2022-11-08袁照华
袁照华
(中海油安全技术服务有限公司,天津 300450)
0 引言
从使用寿命来看,氟碳树脂具有高耐候性是一种经济型环保的涂料。在桥梁、海上平台、轨道交通、风电和光伏背板等领域有广阔的应用前景[1]。但是氟碳树脂的制程反应过程往往很剧烈,温度控制稍有不慎,反应釜的压力就会瞬间升高,极易发生超压,损坏设备,甚至会导致火灾、人员伤亡等。LOPA 是一种对具体事故场景风险进行半定量评估的方法,可为企业解决氟碳装置多安全为足够安全,需要多少保护层,每一个保护层降低了多少风险等问题,从而判定该场景发生时,系统所处的风险水平是否达到可容许风险标准要求。
1 LOPA分析方法
LOPA 分析作为一种简化半定量的风险评价方法可以减少定性评价方法的主观性,且相较于单纯的定量评价方法更容易实行,在风险评估中被越来越广泛地应用。
LOPA 分析主要是对具体场景的风险进行相对量化的研究,包括通过对场景的准确表述及识别已有的独立保护层,从而判定该场景发生时系统所处的风险水平是否达到可容许风险标准的要求,并可根据需要增加适当的保护层,以将风险降低至可接受风险标准所要求的水平,避免过度设计或者设计欠缺,进而提供科学的评估确认要求。
2 LOPA分析过程
LOPA 通常使用后果严重程度筛选事故场景、使用初始事件频率、后果严重程度和独立保护层(IPL)失效概率的数量级大小来近似表征场景的风险。LOPA基本程序(如图1 所示)可以概况为以下6 个步骤:
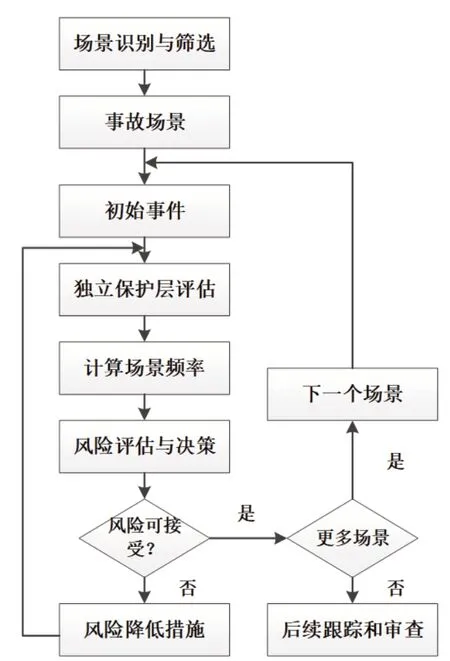
图1 LOPA 基本程序
1)确定场景筛选。最常见的筛选方法是以场景后果作为依据。
2)选择一个事故场景。LOPA 一次只应用于一个场景。每个场景必须包括单独的初始事件-损失事件对(原因-后果对)。
3)确认场景初始事件及其发生频率。
4)识别独立保护层并且预估每个独立保护层的PFD(Probability of Failure of Demand, 需 求 失效概率)。
5)计算场景发生频率。
6)通过保护层分析进行风险决策。
2.1 工艺流程简述
油性氟碳树脂制程(如图2 所示)为液体一次进料,气态单体分段进行,视反应釜内温度的变化,适时下层冷冻或全程冷冻水冷却,确保反应温度在65 ℃~66 ℃之间。若反应温度超过73 ℃,反应压力超过125 PSI(约0.862 MPa),须打开排放阀SV-06,释放釜内压力停止反应。当反应釜温度控制不下来,依实验室经验,反应压力会在短时间2 ~3 min 内急速上升,最坏状况为反应釜所有排放阀与安全装置皆无法动作时,造成设备损坏,以及反应物质、原料等泄漏。
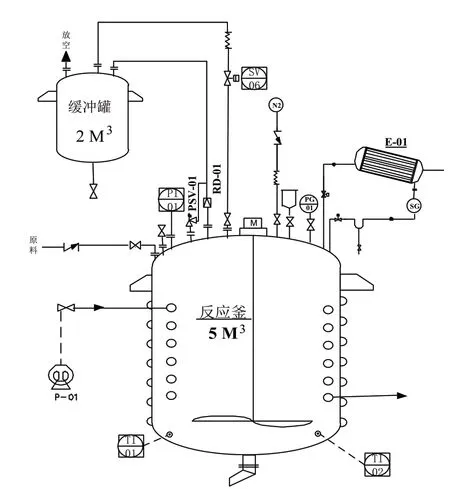
图2 油性氟碳树脂简化制程
安全防护措施包括:槽体与管路耐压设计;PI-01 高压指示警报;安全阀PSV-01 开启设定;SV-06 与反应釜内温TI-01 及压力PI-01 的联锁开启;爆破片RD-01 等。
2.2 场景筛选
根据事故后果,本研究筛选出的场景如表1 所示。
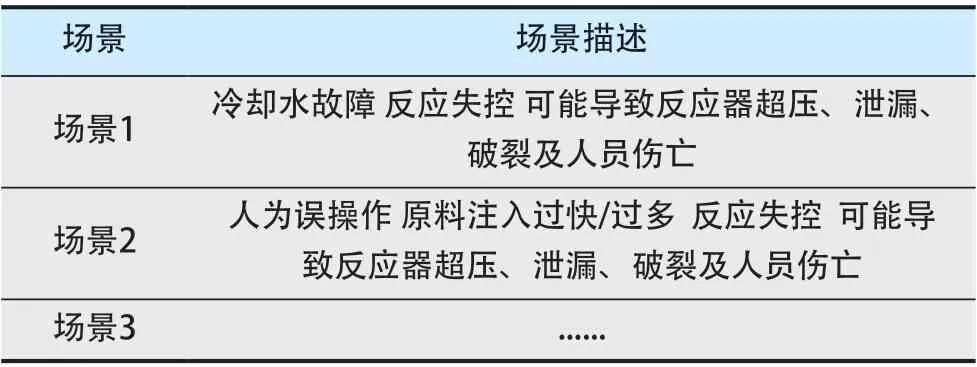
表1 安全自动化场景
3 问题讨论
3.1 可容许风险
根据 GBT 32857—2016《保护层分析(LOPA)应用指南》中风险矩阵(如表2 所示),该场景后果属于等级5 级,可接受风险频率10-4~10-6。
3.2 初始事件
对于初始事件,一般需要从外部事件、设备故障和人的失效三方面分析。本研究根据场景筛选的情况,查询了典型初始事件及频率[2],如表3 所示。
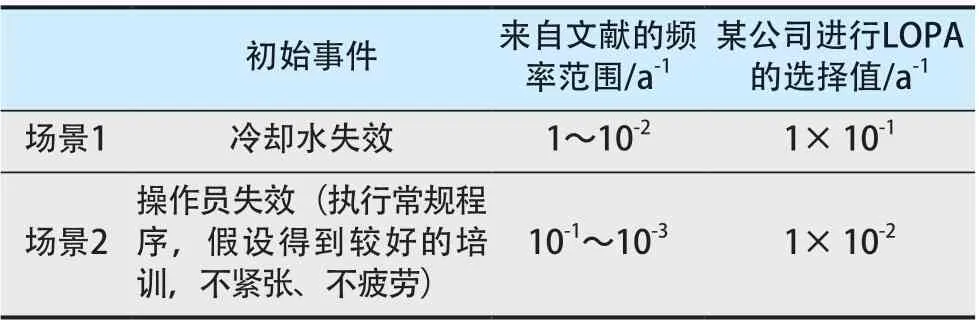
表3 初始事件典型频率值fI
1)场景1 使能条件:冷却失效(初始事件)可能会导致间歇放热反应失控和超压,但这种现象只发生在部分反应阶段(触发条件),如果在间歇操作的其他步骤发生冷却系统故障,则不会导致反应超温。对于间歇反应器LOPA 同时满足以下两个条件下的可能性为0.5[2-3]:一是在使用;二是初始事件发生,而导致了超温超压的后果。
为了做好阅读推广工作,我还每月举办一次读书活动。根据一个月内发生的国内外重要事件,或者读者感兴趣的问题首先由我做成PPT进行讲解,然后由读者各抒己见,开展讨论。这种活动方式不仅能够拓宽视野,交流心得,增长知识,而且增加了读者对读书活动的兴趣,进而确保了读书活动的可持续性。
2)场景2 使能条件:每当操作人员执行特定操作活动时他们就面临相应的风险,操作人员每次操作时都会有可能存在操作失误的风险。修正后的后果频率等于每年投料批次乘以操作人失误概率[4]。每年投料批次:2/ 周×52 周/ 年=104/a(每周生产不超过2 批次产品,一年共52 周)。假定在该过程中出现错误的可能性为10-2,则未减缓后果频率104×10-2=1.04/a。
3.3 独立保护层IPL 评估
1)BPCS 报警和人员响应行动
针对场景1,冷却水失效时,BPCS 将会产生高压报警,人员打开阀门泄压停止反应。BPCS 高温报警和人员响应可作为独立保护层应独立于IE,并有足够的响应时间。但是对于本例冷却水失效,反应失控较快,人员响应的时间不足10 min[2]。因此,在本案例中人员响应不作为独立保护层。
针对场景2,在本项目中人员响应不作为独立保护层。因为初始事件由人员的操作引起,人员响应不能独立于初始事件。
2)安全阀/爆破片
反应釜上安全阀、爆破片入口独立设置,当压力达到设定值时自动起跳放空,具有独立性、有效性等,可以作为IPL。安全阀PSV 的PFD 为1×10-2,爆破片PFD 为1×10-2[2]。但是,物质直接排放到大气中,分析人员考虑安全阀的释放是否应该进入废水罐,以降低释放后的风险。
3)安全仪表功能
按照GB/T 50770—2013《石油化工安全仪表设计规范》安全完整性等级一般规定,安全完整性等级为SIL1-SIL4 共4 级。但通常石油化工工厂和装置的安全仪表系统工作于低要求操作模式[5],其安全完整性等级最高位SIL3 级。各等级分别对应不同大小的失效概率(PDF)及风险降低目标(RRF),如表4。

表4 安全完整性等级
在反应器上安装安全仪表系统,为温度变送器、压力变送器同时高高警报时联锁开启阀门,进行泄压。符合SIF1,PDF 为1×10-2。
4)释放后保护措施
缓冲罐不能作为IPL。缓冲罐在安全设施(安全阀/爆破片、人员响应行动后)等开启后才能取到作用;若以上失效,物料将通过与反应釜连接薄弱处破裂泄漏,缓冲罐将起不到反应釜释放后保护作用。
3.4 场景频率计算
具体的数值见表5 所示。
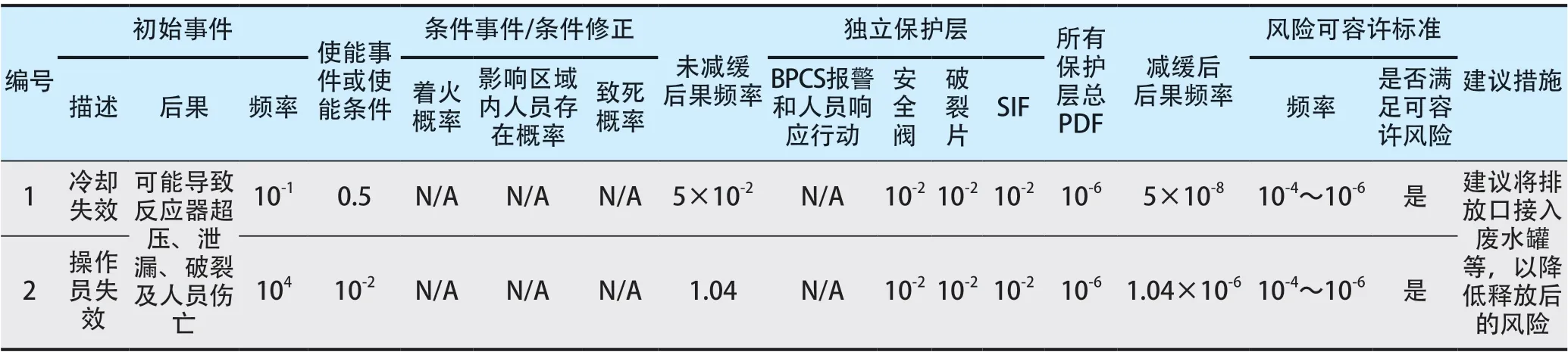
表5 LOPA分析
3.5 风险评估与决策
针对场景1,冷却水失效,导致反应失控,反应器潜在的超压、泄漏、断裂,人员受伤和死亡,风险承受后果频率为10-4~10-6/a。通过保护层等减缓后的后果频率5×10-8,风险满足可容许频率,不需采取行动。
针对场景2,操作员失效,导致反应失控,反应器潜在的超压、泄漏、断裂,人员受伤和死亡,风险承受后果频率为10-4~10-6/a。通过保护层等减缓后的后果频率1.04×10-6,风险满足可容许频率,不需采取行动。但是,物质从缓冲罐直接排放到大气中,分析人员考虑物质直接排放对环境造成污染,在特定条件下还可能引起火灾爆炸,建议将排放口接入废水罐,以降低释放后的风险。
4 结语
氟碳树脂制程中极易发生超压,导致泄漏、爆炸等后果。本研究通过LOPA 分析,确定有足够的保护层以使风险满足风险容忍标准,SIL 定级满足要求,提高风险评估的科学性、全面性和可用性。此外,企业也要做好在后期的操作、维护、变更过程管理,确保保护层的完整性,使其能够有效地使用于过程生命周期。