浅析端子压接工艺
2022-11-07王志广户金科韩兴钰
张 凯,王志广,户金科,韩兴钰
(河南天海电器有限公司,河南 鹤壁 458030)
压接是汽车线束生产工程中非常重要的工序,是一种有效而可靠的导电体连接方法,它决定了端子和导线连接后物理性能、机械性能及电气性能的好坏,高品质的压接应具有小而稳定的接触电阻以及较高的拉脱力等特点,所以,只有高效、正确地掌握端子压接技术,才能确保生产出高品质的汽车线束,才能更好为汽车电器系统的正常运行提供保证。因此,研究端子压接技术为汽车行业线束压接工艺提供强有力的理论支撑具有极其重要的意义。
1 端子与电线的连接方式
1.1 压接
压接是使金属在规定的限度内压缩和位移并将导线连接到端子上的一种技术。好的压接能产生金属互熔流动,使导线和压接翅(端子大尾部和小尾部)材料对称变形。这种连接类似于冷焊连接,能得到较好的机械强度和电连续性,它能承受更恶劣的环境条件。目前普遍认为采用正确的压接连接比焊接好,特别是在大电流场合必须使用压接。压接时须采用专用压接钳或自动、半自动压接机。需要注意的是,压接连接是永久性连接,只能使用一次。
1.2 焊接
焊接最重要的是焊锡与被焊接表面之间应形成金属的连续性,因此对于端子来说,重要的是可焊性。端子焊接端最常见的镀层是锡合金、银和金。
1.3 刺破连接
刺破连接又称绝缘替代连接,具有可靠性高、成本低、使用方便等特点,它适用于带状电缆的连接。连接时不需要剥去电缆的绝缘层,依靠连接器“U”形槽的边缘刺入绝缘层中,使电缆的导体滑进“U”形槽中并被夹持住,从而使电缆导体和端子之间形成紧密的电气连接性。需要注意的是这种连接必须使用规定规格的电缆。
2 压接连接要保证的3种性能
2.1 物理性能
保证压接后的端子对插、穿护套等几何性能不出问题,包括喇叭口、料边、扭曲等几何外观。如图1所示,物理性能主要体现在压接的几何外观上。图1中每个序号的名称及作用如表1所述。
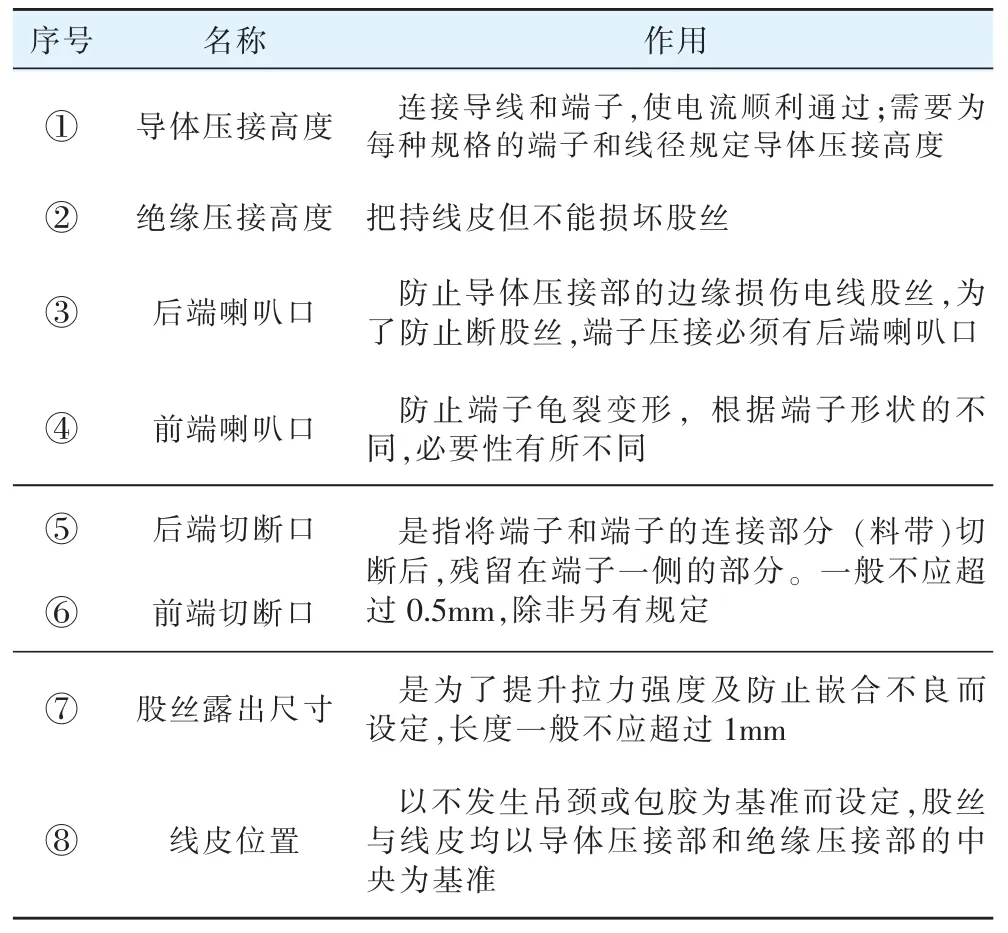
表1 压接几何外观名称及作用
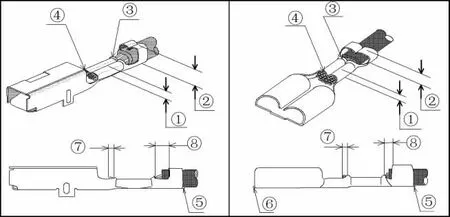
图1 压接几何外观
压接过后,可以从表2中列出的项目进行几何外观检查,以判断压接外观是否合适。
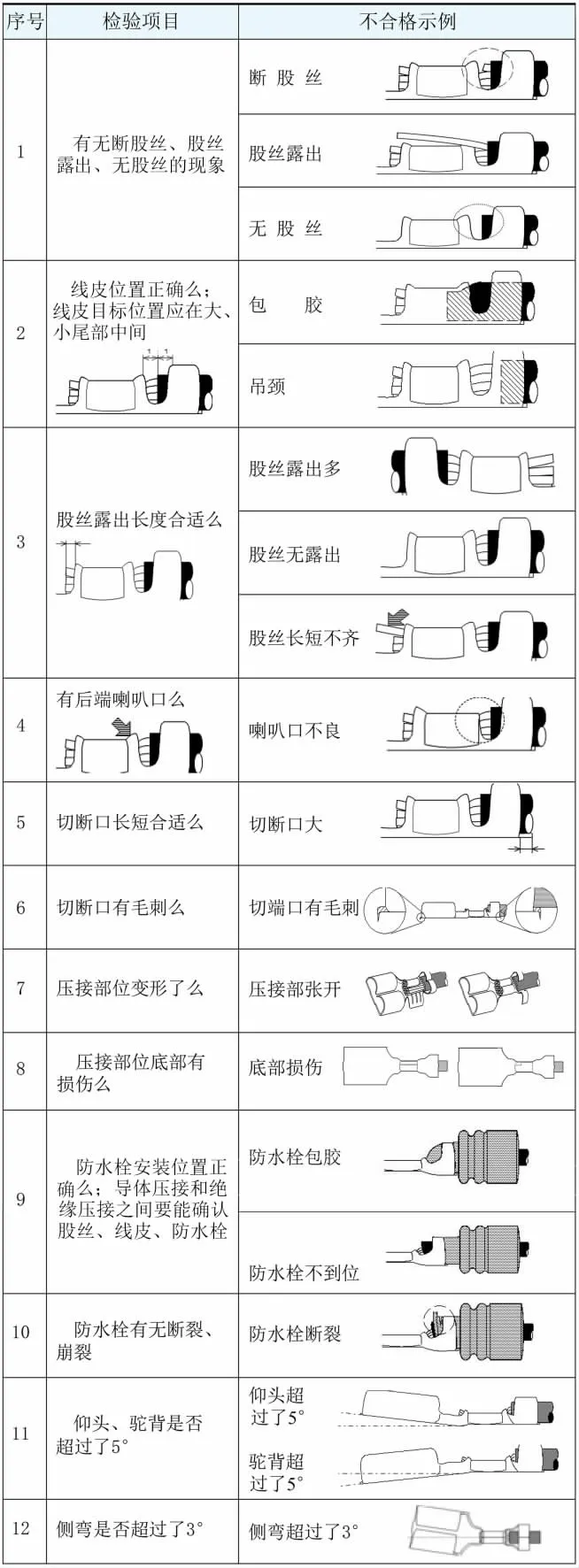
表2 几何外观检查
2.2 机械性能
机械性能主要由拉脱力来衡量,要保证压接后的端子有较高的拉脱力。各个主机厂对拉脱力的要求不尽相同,如美国汽车工程学会USCAR-21中对拉脱力的要求见表3。
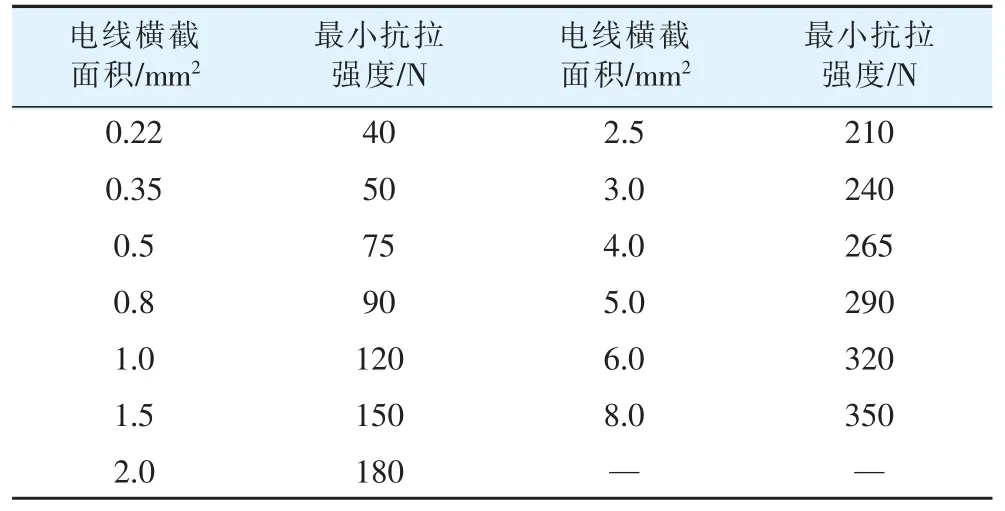
表3 拉脱力要求
在拉脱力试验过程中应注意以下几点。
1)拉脱力测试应在绝缘压接翅(大尾部)开放(未压接)的状态下执行。
2)拉脱力测试应在张紧的导线上进行,在试验前张紧导线,以避免因为猛拉而造成数据不准确。
3)对于2根、3根或多根导线压接在一起的情况,拉最细的那一根,例如0.35mm/0.5mm的双线,拉0.35mm那根。
4)对于2根、3根或多根导线压接并在两点及以上处汇合,测试线径最小的一根和线径最大的一根。例如0.5mm/1.0mm的双线,2根都要测试。对于0.5mm/1.0mm/2.0mm的3 根,测 试0.5mm和2.0mm的2 根。对 于0.5mm/0.5mm/2.0mm的3根,测试其中一个0.5mm和2.0mm的2根。
2.3 电性能
电压降是衡量电性能的主要指标,要保证压接后的端子有低而稳定的电阻抗。
1)如图2所示,压接电压降即为B、C之间的电压降减去75mm长导线的电压降。

图2 连接电阻测量
2)至少准备10个测试样品。
3)连接计时器,加载稳定电源。
4)对电路通电45min然后断电15min,1h为一个循环。
5)测试电流的大小在表4中列出。
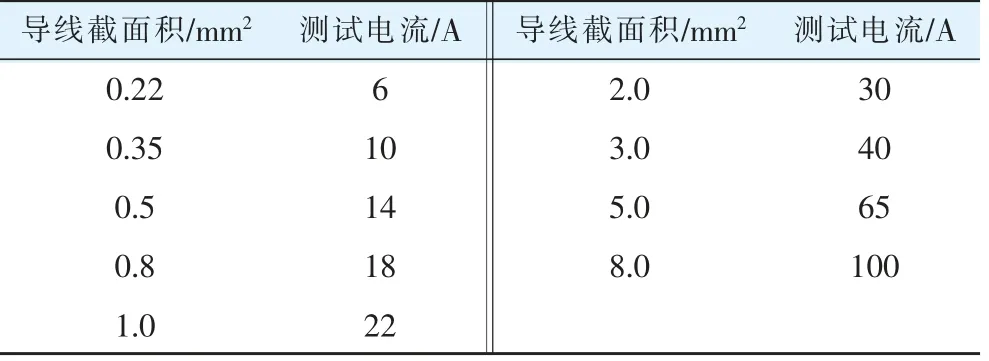
表4 测试电流
6)通电2h和200h后分别测量电压降。
7)允许的最大电阻值为0.55mΩ。
8)2h和200h后分别测得的电阻值之间的差值应小于0.33mΩ。
3 剖面分析
从上述介绍我们知道,端子压接的机械性能和电性能好坏的考核指标是拉脱力和电压降,那么怎么能够保证压接后的端子很容易通过机械性能和电性能测试呢?我们引入了剖面分析这个很重要的工具,同时,通过图3可以了解为什么具有符合规范剖面的端子很容易通过机械性能和电性能的测试。
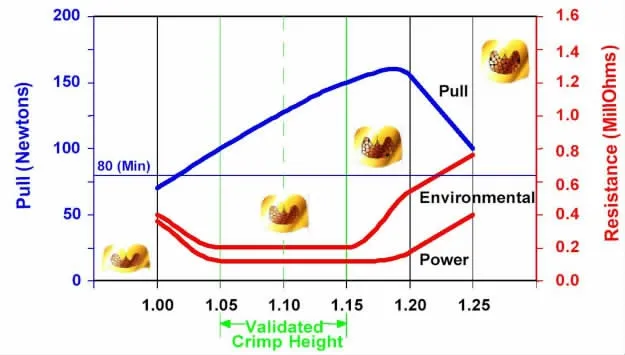
图3 压接高度与拉脱力、连接电阻关系曲线
3.1 剖面分析10要素
剖面可用下面10个参数来衡量,我们结合图4来一一介绍。
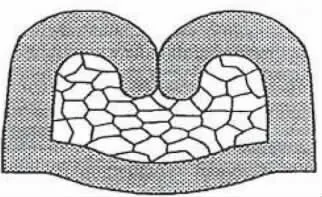
图4 剖面图
各参数之间的关系(S代表材料厚度)如下。
1)一般情况下C的值在1×C到1.1×C之间。
2)支撑角度(导体压接翼切线相对竖直线最大角度)S≤30°;支撑高度H≥1/4S,但最小H≥0.1mm。
3)卷曲末端距离F≥1/2×S。对于电线截面≤0.5mm的情况,F不受F≥1/2×S的约束,只要保证F≥0.1×S,就是许可接受的状态。
4)压接翼落差C≤1×S。
5)毛刺宽度B≤0.1mm,毛刺高度B不应超过压接最低点。
6)底部材料厚度S≥0.75×S。
3.2 理想的剖面特征
3.2.1 导线压接剖面
比较理想的剖面特征如图5所示。1.压接高度(C)2.压接宽度(C)3.可测量压接宽度(C)4.支撑角度(S)5.支撑高度(H)6.卷曲末端距离(F)7.压接翼落差(C)8.毛刺高度(B)9.毛刺宽度(B)10.底部材料厚度(S)
该剖面具有下列特征:压接翅对称压接;所有的股丝均被压紧;端子材料无开裂或损坏;压接顶部的芯翅要闭合(无裂口);合理的压缩比C(15%~20%的压缩比率最容易通过机械性能和电性能测试)。
C=100[1-(T/A)]%
式中:C——变形率;T——压接后形成的区域面积;A——压接前的截面积。
表5中列出的截面特征通常认为不可接受,压接时应加以注意。
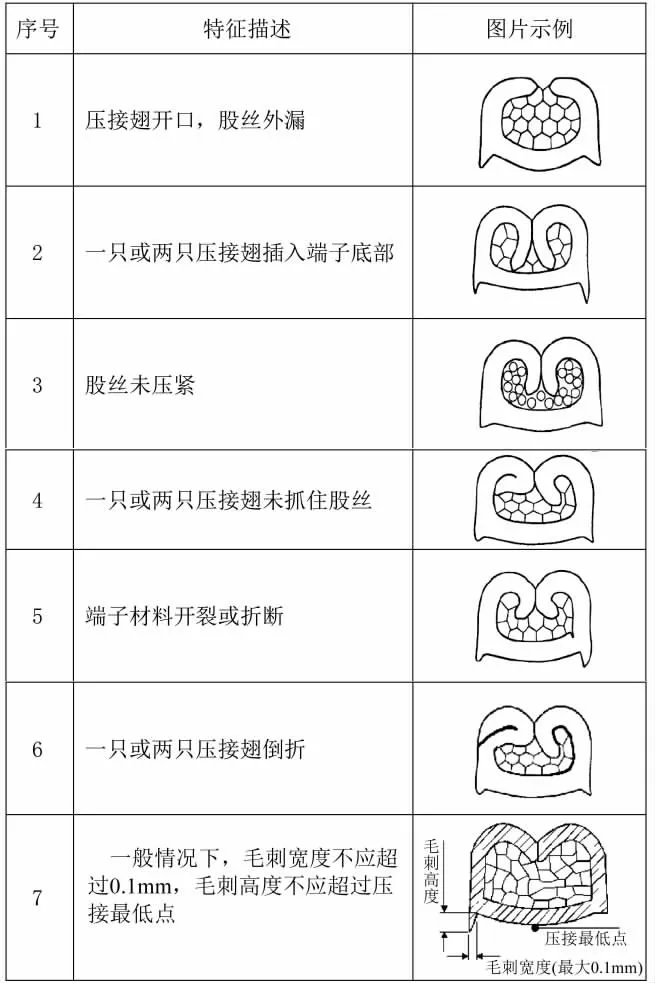
表5 压接剖面检查
3.2.2 绝缘压接剖面
比较理想的截面特征如图6所示。
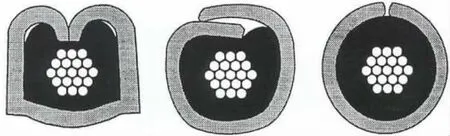
图6 绝缘压接剖面
该截面具有的特征:对称压接;不出入绝缘层;翅膀包围绝缘层(把手)以提供适当的释放张力。表6中列出的截面特征通常认为不可接受,压接时应加以注意。
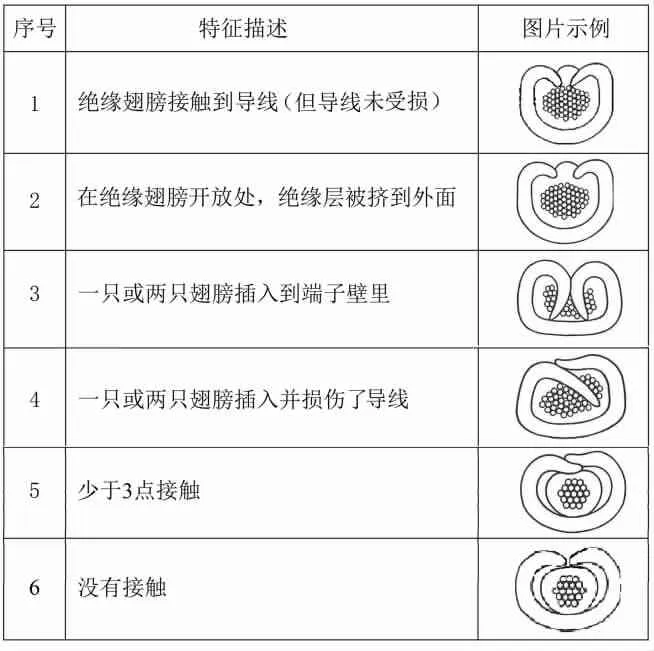
表6 绝缘剖面检查
4 结语
本文主要从端子的连接方式、压接性能以及剖面3个方面对端子的压接工艺进行研究。其中,对压接连接的物理性能、机械性能以及电性能进行分析,也对剖面分析10要素、导线压接剖面、绝缘压接剖面进行分析。研究结果为汽车线束压接工艺提供相应的理论依据,对高效、正确地掌握端子压接技术提供保障。