封头热成型及热处理对SA537CL.1钢板组织与性能影响
2022-11-05刘胜赫董富军
刘胜赫,董富军
(新余钢铁集团有限公司,江西 新余 338001)
1 前言
封头是化工、石油、原子能以及食品等行业钢制压力容器设备中不可缺少的重要部件,其品质直接关系到压力容器能否长期安全可靠运行。制作封头的钢板的原始组织和性能、成型工艺及成型后热处理工艺都影响其性能[1-2]。按封头成型的控制温度,一般分为冷成型和热成型[3]。由于封头尺寸大、板厚,变形抗力很大,不易变形,同时为保证封头环缝的对接尺寸,一般采用热成型。封头热成型时,一般将封头板料加热至930~960 ℃,比正火温度高,在保证便于封头的压制和成型的情况下,应尽量降低加热温度,以避免晶粒粗大,恶化力学性能。为模拟材料经历变形、受热等影响,导致材料的组织和性能的变化,特进行50 mmSA537CL.1 正火板经过模拟封头成型、模拟正火、模拟焊后工艺下的组织与性能研究,为锅炉和压力容器制造厂更合理地选材和制定相关工艺制度提供依据。
2 试验材料及方法
使用250 mm 厚板坯轧制50 mm 钢板,钢的化学成分见表1。板坯经过步进炉式加热炉加热,均热段温度1 230~1 260 ℃,在炉时间300 min,粗轧开轧温度>1 030 ℃,辊速<2 m/s,压下率>10%;精轧开轧温度<860 ℃,累计变形率50%,终轧温度810~830 ℃;轧后空冷。

表1 试验钢的化学成分(质量分数)%
经过经验公式计算得到实验钢Ac3为844 ℃,Ae1为693 ℃。轧后钢板经过堆冷24 h,随后在热处理炉进行正火处理,保温910 ℃,在炉时间110 min。从正火板上取横向试样到实验室GY10-19非标箱式炉中进行模拟封头成型+恢复热处理+模拟焊后热处理。(1)模拟封头热成型工艺:600 ℃以上加热速度≤300 ℃/h,保温温度940 ℃,保温时间75 min,出炉空冷。(2)恢复热处理工艺:600 ℃以上加热速度≤300 ℃/h,保温温度910 ℃,保温时间75 min,出炉空冷。(3)最小模拟焊后热处理工艺:(620±5)℃保温120 min,300 ℃以上升温速度≤90 ℃/h,300 ℃以上降温速度≤100 ℃/h。(4)最大模拟焊后热处理工艺:(620±5)℃保温480 min,300 ℃以上升温速度≤90 ℃/h,300 ℃以上降温速度≤100 ℃/h。工艺过程如图1所示。
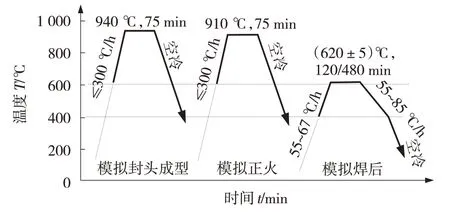
图1 封头热成型及热处理工艺
按GB/T 228.1、GB/T 229 标准进行常温拉伸和冲击试验。从不同状态下试板厚度1/4 处上取样,制成金相试样,金相试样经机械研磨、抛光后用4%硝酸酒精溶液腐蚀,在NEOPHOT-32 金相显微镜和扫描电镜下对试样进行显微组织分析。
3 试验结果
3.1 钢板力学性能
正火板经过上述不同热处理工艺,强韧性如表2 所示。正火钢板经过940 ℃模拟封头成型热处理,屈服强度下降21 MPa,抗拉强度下降22 MPa,冲击韧性和伸长率变化不大。再经过910 ℃恢复性能热处理,强韧性变化不大。模拟封头成型工艺下的钢板,经过620 ℃模拟焊后热处理,屈服强度下降11 MPa,抗拉强度下降17 MPa,伸长率略微提高,冲击韧性下降25%左右;随着模拟焊后保温时间由2 h延长到8 h,抗拉强度下降6 MPa,-20 ℃横向冲击均值降低14 J,下降幅度9.7%。
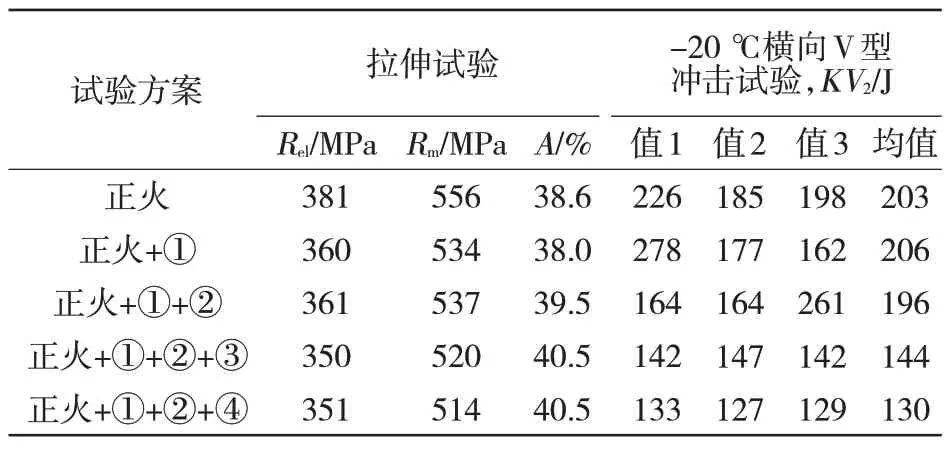
表2 不同热处理工艺下钢板的力学性能
3.2 不同模拟成型工艺下钢板组织
图2 中的组织为铁素体+珠光体,晶粒度9 级。图2a 的组织铁为素体,晶粒尺寸14.09 μm,含66.89%,图2b 的组织铁素体晶粒尺寸13.86 μm,含63.25%。图2b 与a 相比,晶粒尺寸细,珠光体分布更均匀。从图2c 与d 可以看出,模拟焊后热处理,细化珠光体组织达到细化、均匀分布。
从图3 可以看出,钢板经过模拟焊后,晶界明显弱化,大部分片层状珠光体组织消失,渗碳体由片层状变为球形。

图3 不同热处理工艺下钢板的扫描电镜照片
4 分析与讨论
在加工厚规格大型封头时,由于变形抗力大,会选择热成型工艺。封头成型温度十分关键,如果温度过高,奥氏体晶粒粗化,在较快冷却速度下,转变成魏氏组织;同时,碳化物沿铁素体晶界析出,且在高温回火过程中碳化物再次长大,恶化产品力学性能[4-6],如果温度过低,封头成型变形抗力增加,且成型后残余应力大,使母材及焊缝金属的力学性能下降,直接影响压力容器的长期安全可靠运行。在生产封头板SA537CL.1 时,需要适当添加Nb、V。在封头成型过程中,Nb、V(C,N)析出,钉扎奥氏体晶界,起到减缓奥氏体晶粒长大的作用[7]。同时在封头成型产品随后的模拟焊后热处理过程中,大部分片层状珠光体组织消失,渗碳体由片层状变为球形,但是细小V(C,N)析出,致部分铁素体晶粒内部位错密度仍较高,使其强度、硬度和冲击韧度都有一定的提高[8-10]。钢板经过成型及模拟焊后热处理后,产品的强度满足SA537CL.1 标准要求,同时具有-20 ℃良好的韧性。
5 结论
5.1 试验钢经过940 ℃模拟封头成型热处理,强度下降20 MPa左右,冲击韧性和伸长率变化不大;再经过910 ℃恢复性能热处理,强韧性变化不大。经过620 ℃模拟焊后热处理,强度下降10 MPa 左右,伸长率略微提高,冲击韧性下降25%左右。
5.2 试验钢组织为铁素体+珠光体,晶粒度9 级;钢板经过模拟焊后,部分片层状珠光体组织消失,渗碳体由片层状变为球形。
5.3 试验钢按上述封头热成型及热处理后,钢板力学性能优良,满足SA537CL.1 标准要求,可以用于制造热成型封头产品。
