Y2O3对铁基金刚石工具性能的影响*
2022-11-04潘锡翔吴劲频
温 禄,周 强,罗 莉,潘锡翔,吴劲频
(1.国家离子型稀土资源高效开发利用工程技术研究中心,江西 赣州 341000)
(2.江西离子型稀土工程技术研究有限公司,江西 赣州 341000)
金属结合剂金刚石工具因具有高强度、高硬度和良好的耐磨性,广泛应用于建材切削、矿石开采、地质勘测等硬脆材料加工领域。对用户来说,因电力成本在加工支出项中占很大比重,金刚石工具的切割效率和加工能耗是关注的重点。因此,提高金刚石工具的锋利度和耐磨性显得尤为重要,而胎体配方和加工工艺等是影响金刚石工具锋利度和耐磨性的关键。金属结合剂金刚石工具用胎体一般包含金属基结合剂和金属基预合金粉等,其中的金属基结合剂有Co 基、Fe 基、Cu 基结合剂等,且金属基预合金粉能很好地把持金刚石颗粒。由于Fe 基结合剂具有良好的综合性能且成本相对较低,近年来已成为研究的热点。如以相对便宜的Fe 基产品替代成本较高的Co 基或低Co 基产品等来制造锯片,但替代时要解决工具自锐能力下降、结合剂结合强度不高等问题[1-3]。针对花岗岩的硬脆特性,林涛等[4]用含质量分数为10%Co 的超细预合金粉在烧结温度为830~860 ℃时制造了铁基金刚石锯片,并使胎体对金刚石呈现较好的包镶能力,获得了切割性能较好的铁基金刚石锯片。但其中的Co 含量还有下降空间,且烧结温度较高会对金刚石本身性能造成破坏。金属结合剂中添加稀土元素就是解决该问题的途径之一。
金属结合剂中添加稀土元素可细化结合剂晶粒、净化金刚石和结合剂的界面,进而改善彼此间结合状态[5-6]。刘英等[7]研究了稀土Y 对45Ni-40Fe-8Co-7Cu合金微观组织的影响,发现添加稀土后的合金晶界清晰,其稀土相促进了Ni 的外扩散,细化了氧化物的结晶颗粒;LI 等[8]研究了Y 掺杂对TiAl 基合金组织和性能的影响,发现Y 的加入对晶粒细化和结晶的层间距有明显影响,这有助于提高合金的机械强度;叶纪超[9]发现添加适量的Y2O3能明显提高金属胎体的力学性能,添加质量分数为0.8%的稀土Y2O3后,胎体抗冲击韧性提高了约90%,抗弯强度提高了16%,硬度提高了15%以上。原因是Y2O3的添加,能通过弥散强化及晶粒细化等作用改善胎体内部结构,使胎体更加致密化,从而提高了胎体性能;郭森林[10]研究发现:添加质量分数为0.2%Y2O3的胎体对CBN 磨粒结合更紧密,且Y2O3在胎体中高度弥散,其机械包覆能力更强。
为研究及制备性价比较高的金刚石工具来加工花岗岩,选用Fe 基低Co 配方金属结合剂,并添加适量Y2O3,制备16 组金刚石胎体烧结样,基于正交试验方法研究热压压力、烧结温度和Y2O3含量等3 个因素的变化对样品硬度、致密度、抗弯强度和断口微观形貌等的影响,并获得较优的烧结工艺参数。在此基础上,向胎体中加入金刚石颗粒制备金刚石工具,对工具的断口形貌、耐磨性和锋利度等进行检测及分析,以期了解稀土氧化物含量对金刚石工具性能的影响。
1 试验方法
1.1 试验原材料
CuSn15 合金粉、FeCu30 合金粉及FeCu40Ni12Sn7 Co10 合金粉,3 种合金粉的基本颗粒尺寸均为48 μm,其密度分别为8.64,8.15 和8.43 g/cm3,纯度均为99.5%;Y2O3粉基本颗粒尺寸为74 μm,密度为5.01 g/cm3,质量为分析纯;金刚石粒度代号为40/45,为SMD 系列人造金刚石。
1.2 样品制备
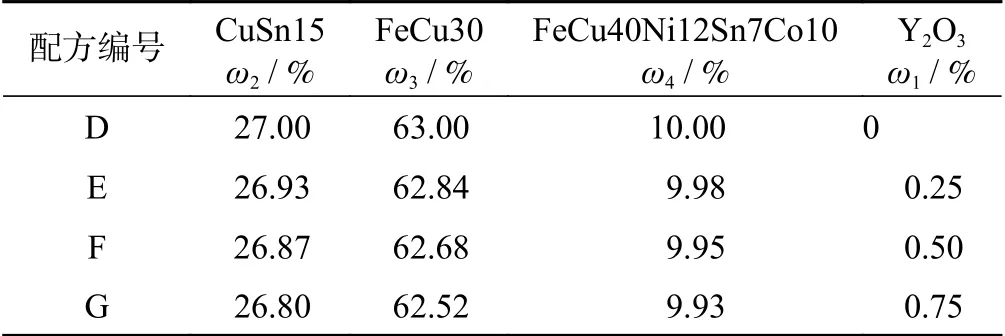
表1 铁基胎体配方表(质量分数)Tab.1 Formula of iron-based matrix (mass fraction)

表2 正交试验的因素和水平Tab.2 Factors and levels of orthogonal test
金刚石工具制备:在表1 配方中再分别加入体积分数为20%的40/45 金刚石,用石蜡油润湿并混合均匀,用胎体试样制备相同的方法制备同尺寸的4 种金刚石工具试样,以进行相对密度、硬度、抗弯强度、形貌等的测试。制备金刚石工具试样时,根据胎体性能检测结果,选择胎体制备时较佳的烧结工艺参数来制备4种金刚石工具试样。4 种胎体及4 种金刚石工具试样分别都用D,E,F,G 命名。
1.3 性能测试及结构表征
试样密度根据 GB/T 3850-2015《致密烧结金属材料与硬质合金密度测定方法-排水法》进行测量[11]。采用HVS-10008 数显显微硬度计测试胎体试样硬度。试样抗弯强度采用三点弯曲法在CMT-5205D 电子万能材料力学试验机上测试,测试时跨距为14.5 mm。每组试样单个性能检测项目重复检测4 个(次),最终数据取平均值。用TESCAN MIRA3 LMH 扫描电镜对试样断口形貌进行观察。将金刚石工具试样与绿碳化硅砂轮(绿碳化硅基本颗粒尺寸为178 μm,砂轮规格为100 mm×16 mm×20 mm)在摩擦磨损试验机上对磨,磨削时加载9.8 N 的力,磨削50 s,计算金刚石工具试样的质量损耗,以反映金刚石工具试样的耐磨性及锋利度。
2 结果与讨论
2.1 胎体的性能
表3 为胎体试样烧结的正交试验方案及性能检测结果,其中的相对密度=胎体实测密度/胎体理论密度,胎体理论密度由表1 各成分占比计算得到。表4 是胎体试样各性能指标正交试验结果的极差分析结果,其极差值越大说明该因素与结果变化相关性越大,影响越显著。从表4 中可知:显著影响相对密度和硬度的因素次序为Y2O3质量分数>烧结温度>热压压力,对抗弯强度影响显著的因素次序为烧结温度>Y2O3质量分数>热压压力。
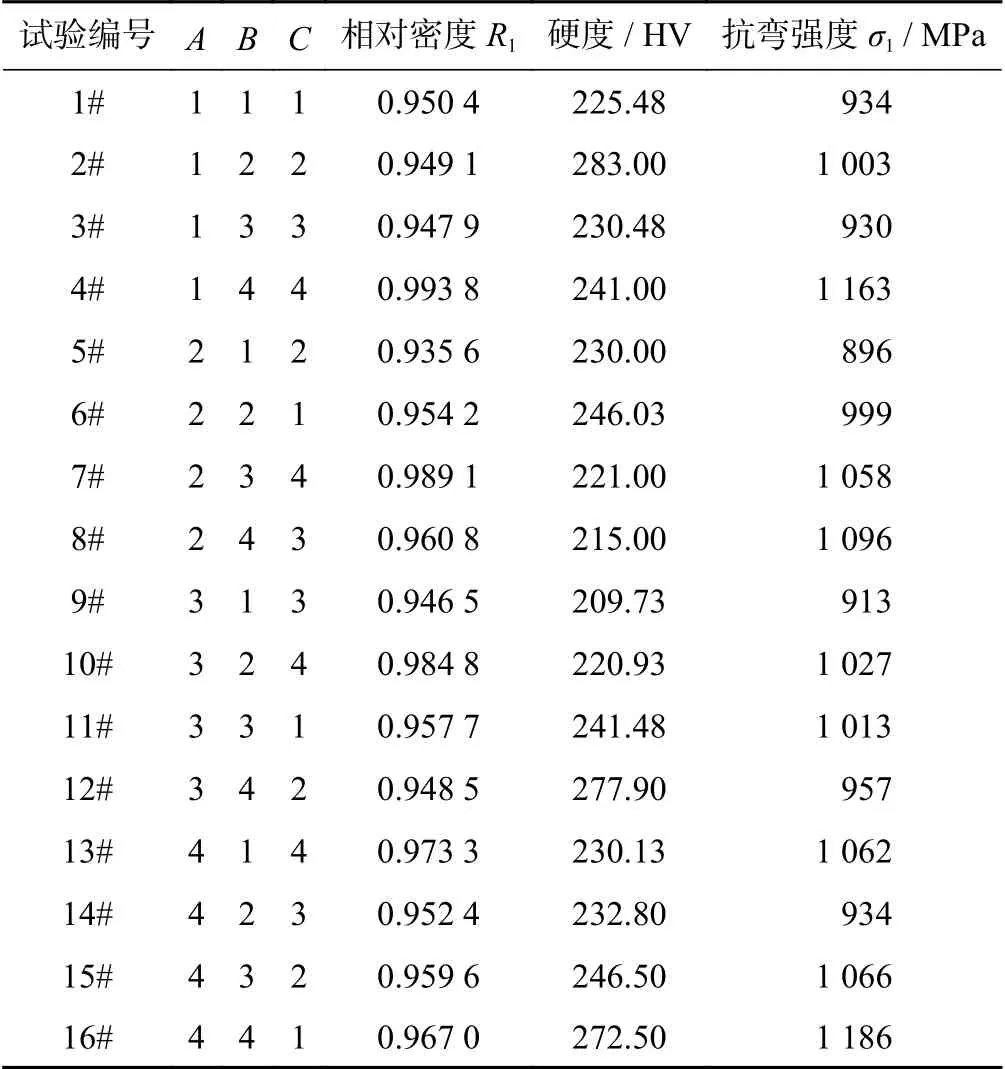
表3 胎体烧结试样正交试验方案及性能检测结果Tab.3 Orthogonal test scheme and performance test results of matrix sintered samples

表4 正交试验结果的极差分析结果Tab.4 Range analysis results of orthogonal test results
图1、图2 和图3 分别为试样相对密度、硬度和抗弯强度随各因素水平的变化趋势。由图1 可知:热压压力增大、烧结温度升高,试样相对密度随之增大;若Y2O3含量增加,相对密度则先减小后增大。由图2 可知:压力增大,硬度先减小后增大;若温度升高、Y2O3含量增加,试样硬度则先增大后减小再增大。由图3可知:试样的抗弯强度与温度变化呈强烈的正相关性,且波动幅度较大;抗弯曲度与压力和Y2O3含量的变化基本上是先减小后增大。综合起来,在水平3 时,胎体综合性能最弱;在水平4 时,胎体综合性能最优。此时,若以胎体相对密度最大、硬度最高、抗弯强度最大为目标,则相应的最佳参数组合分别为A4B4C4、A4B4C2及A4B4C4。
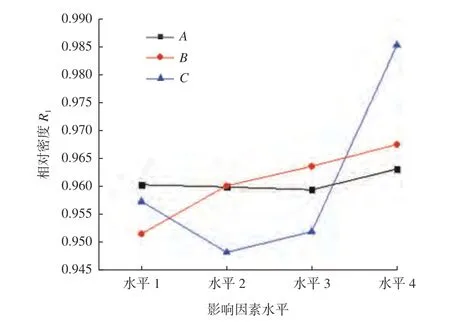
图1 试样相对密度随各因素及水平变化的趋势Fig.1 Variation trend of relative densities of samples with factors and levels
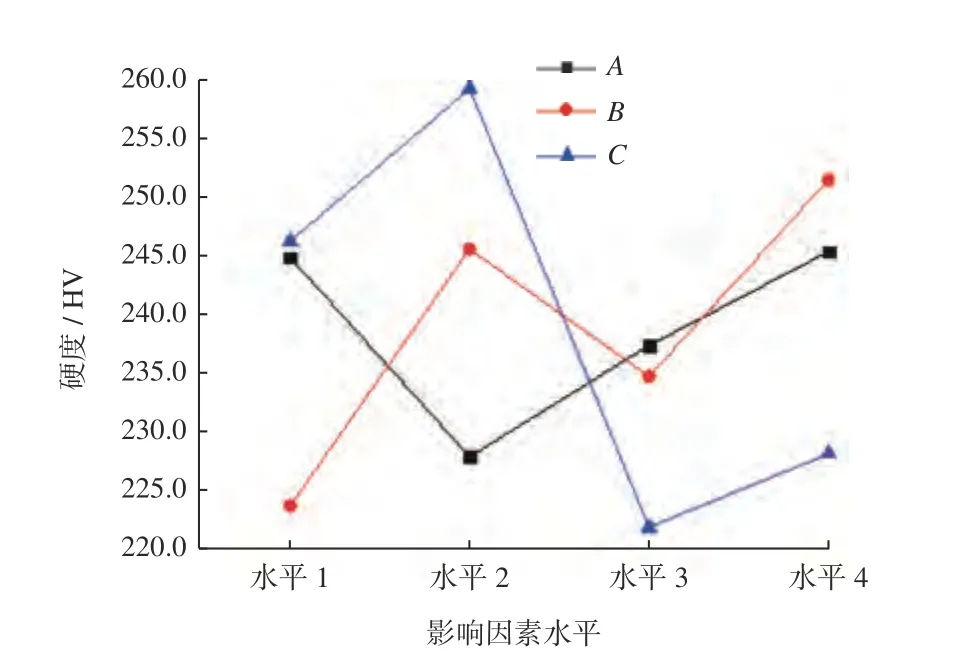
图2 试样硬度随各因素及水平变化的趋势Fig.2 Variation trend of hardness of samples with factors and levels
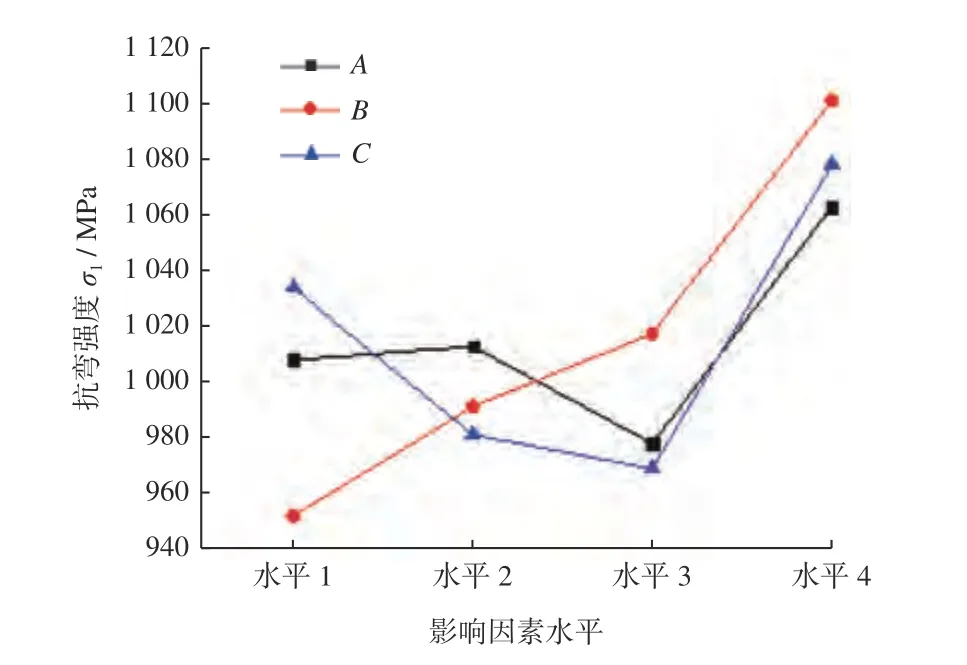
图3 试样抗弯强度随各因素及水平变化的趋势Fig.3 Variation trend of flexural strengths of samples with factors and levels
2.2 胎体试样断口形貌
图4 是部分胎体试样断口形貌。由图4 可知:1#和5#试样的孔隙率较大。原因是在温度较低时,体积扩散较慢,颗粒重排或溶解重排不充分,胎体未完全致密化,其断口存在较大的解理面,断裂方式主要为沿晶断裂,致使胎体抗弯强度和相对密度均处于较低水平;13#和16#试样的致密度化程度明显改善,断裂方式主要为穿晶断裂。其中,13#试样添加了较多的Y2O3(表3),其断口组织相较1#和5#的更加致密,且表3 数据也显示其抗弯强度较1#和5#的均提高了13% 以上;16#试样虽未添加Y2O3,但因提高了烧结温度和热压压力,胎体孔隙被金属液相填充,其胎体断口组织相比13#试样的更加均匀、细密。但13#和16#试样热压压力相同,烧结温度差别较大,分别是760 ℃和820 ℃,这表明13#试样中添加的Y2O3能降低烧结温度并促进胎体组织致密化。
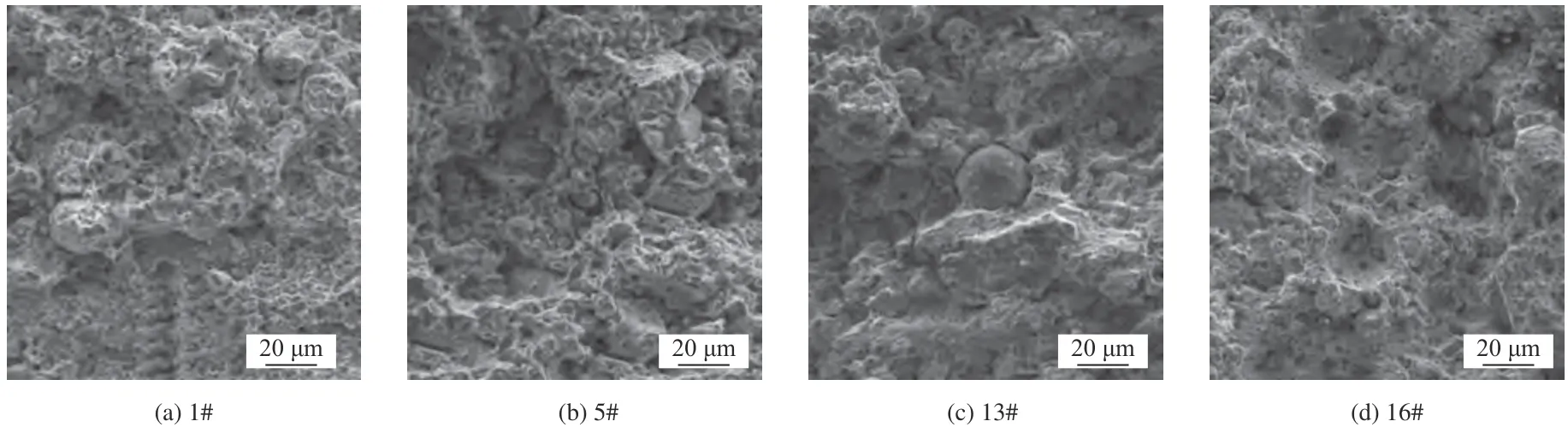
图4 部分胎体试样断口形貌Fig.4 Fracture morphologies of some matrix samples
2.3 金刚石工具试样的性能
根据正交试验结果,为进一步探究Y2O3对4 种金属胎体金刚石工具试样性能的影响,对D,E,F,G 4 种金刚石工具试样的烧结选取较优的烧结工艺参数组合A3B2,即在热压压力为51 kN,烧结温度为780 ℃下进行烧结。表5 是在较优烧结参数下改变Y2O3含量制备的4 种胎体及4 种金刚石工具试样的性能测试结果,表中的抗弯强度损失率η=(σ1-σ2)/σ1×100%。

表5 金刚石胎体/工具试样性能测试结果Tab.5 Performance test results of diamond matrix/tool samples
表5 数据表明:随着Y2O3含量增加,金刚石工具试样的抗弯强度损失率是先增大后减小再增大,当Y2O3质量分数为0.50% 时,其抗弯强度最高为899.00 MPa,抗弯强度损失率最低为9.91%,仅为空白组(即Y2O3为0 时的组)D 的抗弯强度损失率的34.41%。说明含适量Y2O3的金属结合剂不仅能为金刚石提供支撑而且能传递并分散应力,使金刚石工具能承受相对较大的应力而不断裂。这在宏观力学上表现为金刚石工具试样的抗弯强度相对较高,即金属结合剂对金刚石有较好的包镶能力[12]。
图5 是表5 中4 种金刚石工具试样的断口形貌。由图5 可知:4 种胎体结合剂和金刚石结合紧密,且组织致密。图中4 种金刚石工具的结合顺序为F>G>D>E,该结果与表5 中的抗弯强度数据一致。说明适量的Y2O3能使烧结体孔隙率减小,黏结状况改善,增强了烧结体对金刚石颗粒的把持能力。
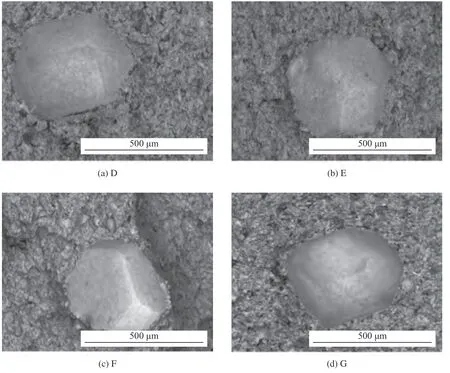
图5 金刚石工具各试样断口形貌Fig.5 Fracture morphology of diamond tool samples
2.4 金刚石工具试样的耐磨性
表6 是表5 中4 种金刚石工具试样分别与碳化硅砂轮对磨的测试结果,其中的磨耗比R=工具试样损耗的质量m1/砂轮损耗的质量m2,R值越低,表明工具耐磨性越好;且单位时间内碳化硅砂轮的质量损耗越高,证明金刚石工具越锋利。表6 数据显示:添加Y2O3后,金刚石工具的磨耗比增加,表明其耐磨性降低。随着Y2O3含量的增加,绿碳化硅砂轮的损耗先减小后增大,当Y2O3质量分数为0.5%时,碳化硅砂轮损耗质量最大,为22.90 g,是空白组D 时的1.70 倍;此时金刚石工具的锋利度最好,但其磨耗比比D 组的增加34.57%,工具耐磨性变差。
准备完毕,姑妈要锁门时,玉敏指着姑妈手指上的钻戒,说这个拿下吧,带到洗澡中心不安全。弄上水了,还会影响光洁度。姑妈说对对,这玩艺是宝贝,莫让小偷盯上了。玉敏心里格登一下,脸有些发烫。姑妈取下钻戒,进了卧室,拉开床头柜最上层抽屉,将钻戒放了进去。
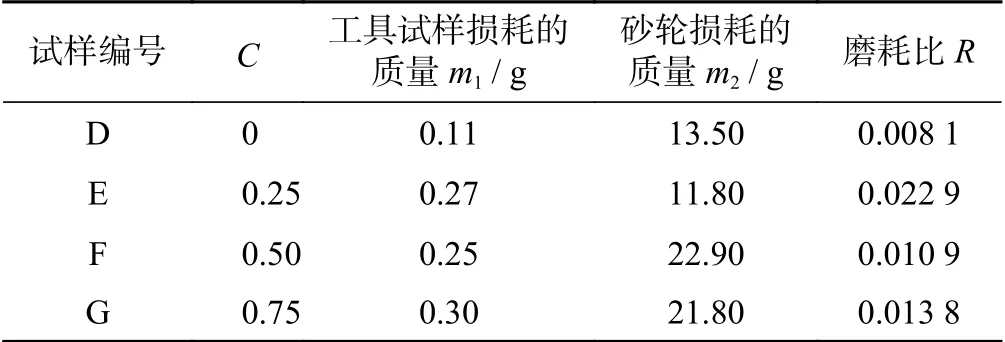
表6 金刚石工具试样耐磨性测试结果Tab.6 Wear resistance test results of diamond tool samples
图6 是D,F 金刚石工具试样的磨损面形貌。图6中的2 组胎体对金刚石的机械包镶均较好,但试样F的金刚石颗粒出露高度明显高于试样D 的,表明该金刚石工具的切削效率更高。研究证实含质量分数为0.5%Y2O3的金刚石工具的自锐性更好,与加工对象具有优良的匹配性[13]。
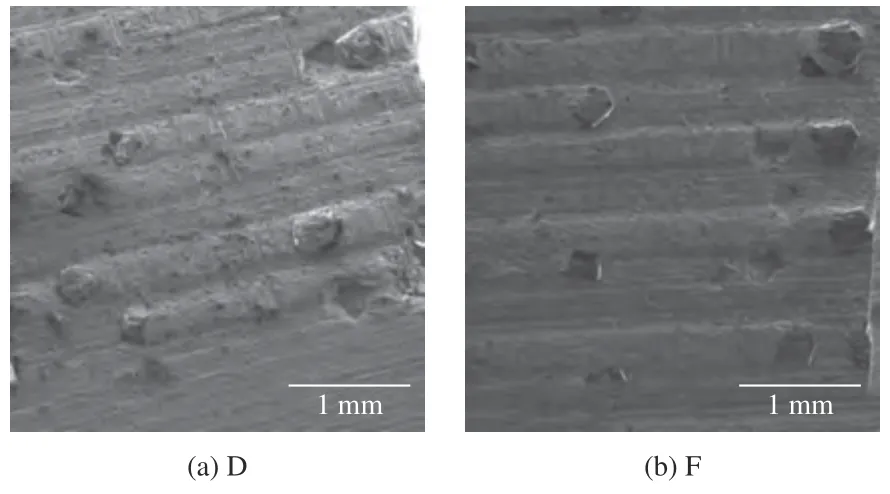
图6 金刚石工具磨损面形貌Fig.6 Morphologies of wear surface of diamond tools
3 结论
(1)显著影响铁基结合剂胎体相对密度、硬度的因素次序为Y2O3含量>烧结温度>热压压力,显著影响抗弯强度的因素次序为烧结温度>Y2O3含量>热压压力,且Y2O3能促进铁基金刚石胎体组织致密化,降低胎体烧结温度。
(2)铁基金刚石工具试样制备选取的较优烧结工艺参数为:热压热力,51 kN;烧结温度,780 ℃。添加适量的Y2O3能使工具试样中的孔隙率减小,黏结状况改善,并增强结合剂对金刚石颗粒的把持能力。
(3)用含质量分数为0.50%Y2O3的配方制作金刚石工具试样,其抗弯强度最高且抗弯强度损失率最低,分别为899.00 MPa 和9.91%,此时工具的综合性能最优。与该金刚石工具对磨的碳化硅砂轮的损耗量最大为22.90 g,是不含Y2O3时的空白组工具的1.70 倍。此时,金刚石工具试样的锋利度最好,但其磨耗比比空白组工具试样的增加34.57%,金刚石工具的耐磨性降低。同时,工具中的金刚石颗粒出露高度更高,其自锐性更好。
