浅述一种新型压入工装研发与应用
2022-11-02孙淼
孙淼
(山东能源重装集团泰装工程装备制造有限公司,山东 泰安 271000)
随着机械行业的快速发展对机械装配工艺的要求在不断提高,而现在装配工艺能否满足要求,能否快速有效地完成工作任务,完全取决于装配工艺水平。其中关键部件的装配工艺方法是整体产品质量的重要控制点。由于在牵引车装配过程中,制动一体轮毂螺栓装配方法是依靠人工锤击,安装后会出现不一致的现象,从而造成整车装配工作效率的下降,所以对于轮毂螺栓压入装配技术的研究非常有必要的。
1 设计背景
近年来,公司研发了新型阳极牵引车,该产品作为公司的拳头产品,已批量投入生产。在生产过程中,部分零部件装配质量得不到保证,其中新型制动一体轮毂是该产品的关键件,质量核心控制点。轮毂螺栓现有装配方法采用人工逐个目测车轮螺栓的部位,对准轮毂法兰面上的安装孔,利用铁锤将车轮螺栓逐个砸入到轮毂上,这种方式存在以下缺点:由于每个轮毂螺栓都需要人工目测去核对轮毂环形槽的安装位置,工作效率低下、劳动强度大、安全性低;经常出现由于目测不准确,轮毂螺栓未能垂直压入,发生位置偏移,轻微的需要将螺栓从轮毂螺栓孔内撬出后重新压装,严重的甚至会损坏轮毂螺栓及轮毂。
在阳极牵引车使用中保证车辆制动性能至关重要,同时为了进一步提高装配精度,降低劳动强度和装配难度,进一步提高生产效率,必须保证其装配质量。
2 设计情况介绍
(1)现今轮毂结构和安装要求,大部分机动车安装盘式制动器(也称为刹车盘),其通常由金属、碳或陶瓷材料制成,并与轮毂紧密连接。当制动时,位于盘状部件一对刹车片压向盘状部件,对盘状部件施压,产生摩擦使车减速。而现有的盘式制动装置一般是通过多个周向均布的轮毂螺栓将轮毂、制动盘和轮轴端部处的法兰盘固定安装在一起,各轮毂螺栓的旋紧力矩一般要求要均一,才能保证制动盘各处与卡钳制动时的稳定性,如果车轮螺栓的拧紧力矩过低,行驶时车轮螺栓会松开,有引发事故的危险,故影响装配维修效率和装配质量。
新型阳极牵引车现有轮毂结构(如图1)根据车辆使用安全性设计,制动盘与轮毂一体,平行排列。制动盘与轮毂法兰盘一体同轴平行,制动盘直径为460mm,轮毂法兰盘直径为410mm,两者仅仅差距50mm,上下间距也仅有134mm。安装时,在轮毂法兰面上需要均布安装12个螺栓,其安装位置在内侧垂直方向,无法使用普通压力机及拉马等设备。
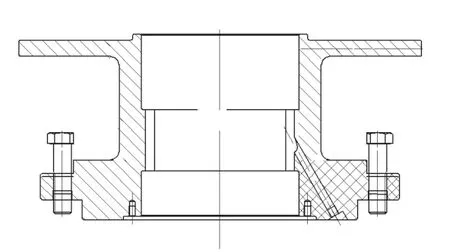
图1
(2)设计分析及结构
根据装配要求首先分析了轮毂螺栓与安装孔过盈配合公差,孔径为φ20E8,上下公差为+0.073、+0.04,螺栓(如图2)为自主设计尺寸,装配连接处为圆环型,要求紧密配合性强,又通过分析各项影响压入力值的参数(如表1),计算了轮毂螺栓压入力值。

图2
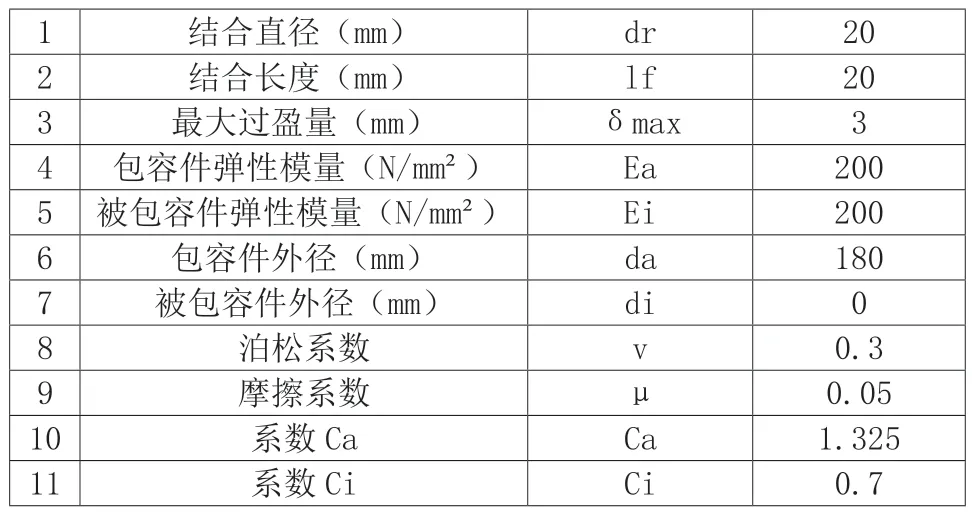
表1

12 结合面最大单位压力(N/mm²) Pfmax 14.8148 13 压入力(kg) P 94.98
压装所需的压力一般为压入力的3~3.6倍,选定了反拉千斤顶的吨位为5T,然后设计了螺栓固定形式和压入结构(如图3)。
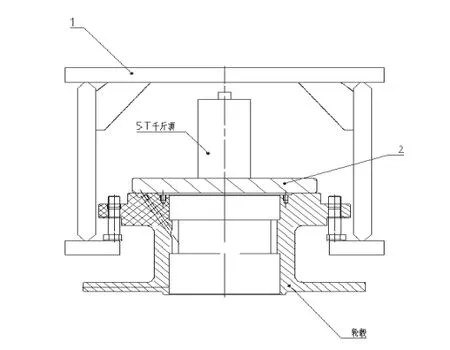
图3
设计按照压入力值选用满足屈服强度和抗拉强度的材料,结构既能满足装配要求,又能最大程度节省成本。工装主要采用左右对称反提拉式结构,由上平板、下压紧板同步装置、加强筋、支撑圆板组成。分两部分压紧固定,下压紧板底部分别对2个螺栓进行固定。装配时先将螺栓放入定型中间区域,将平头一边对正轴心,放入安装孔,2个对称位置的螺栓为一组,再将轮毂法兰面放上支撑圆板垫平,最后在中心放置千斤顶,通过起升作用,利用工装反作用力,将2个对称螺栓同步压入到位,最大程度保证了轮毂螺栓装配效果。
3 设计使用效果
该工装的成功研制,保证了工件的装配质量,提高了生产效率。工装使用后,螺栓安装更加便捷,原来2个人1个小时完成,现在1个人0.5小时完成,提高了生产效率,降低了劳动强度,操作安全性增加,保证了整体产品质量,为提高工作性能提供了强有力的保障。
4 设计的应用和提升
本套螺栓压入工装的成功研制也可以在同类结构产品中推广应用。关系阳极牵引车使用功能的另一关键件,整车提升装置摇臂,摇臂总装配前,需要在举升连接孔安装钢套,钢套在机械传动过程中起到固定和减小载荷摩擦系数的部件,该钢套与连接孔配合为过盈配合。安装中安装难度系数大,传统方式采取铁锤锤入,工作效率低下,劳动强度大,安全性低。
为了更好地提高生产效率,降低劳动强度,鉴于螺栓压入工装在生产中应用良好,为了最大程度的发挥工装的设计成果,该结构应用拓展设计了钢套压入工装。
4.1 设计背景
阳极牵引车的主要功能是实现铝材阳极的搬运,车辆有承载力大、运输速度慢的特点。在阳极运输装卸中,通过阳极托盘作为承载,放置在后车架上,后车设计提升功能机构(如图4),利用前后摇臂连杆与液压油缸的推动力控制托盘的举升和降落,实现阳极的装卸,并保证在车辆运输中的稳定性。其中摇臂的安装至关重要,摇臂中的钢套设计起到了固定和抗磨损的作用,可以说其组装质量直接影响到整车的功能性,其重要性不言而喻。
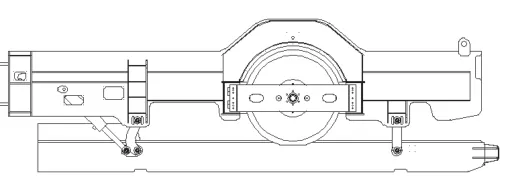
图4
4.2 设计结构与使用效果
提升摇臂分为2种,前后摇臂外形不同,尺寸存在差异(如图5、图6),内钢套尺寸也不相同,其差异设计是为了让托盘在举升和降落工作时,稳定承载重心,保证其承载力均布,平稳上下运动。
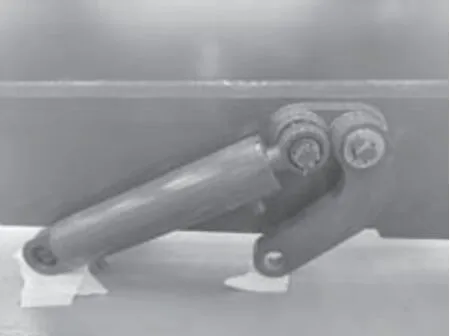
图5
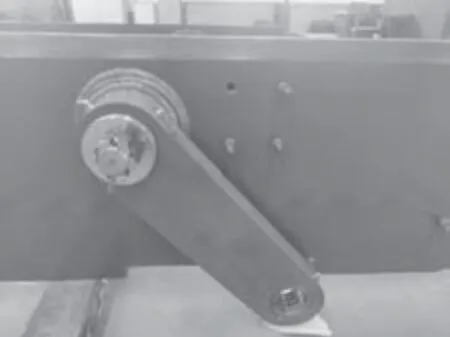
图6
工装设计首先根据提升摇臂与钢套过盈配合尺寸,进行了压入力的计算,确定了材料屈服强度和抗拉强度规格,然后应用拓展螺栓压入工装的结构,设计了钢套压入结构(如图7),其利用千斤顶牵拉回力对钢套实施压入。该结构上下板采用了高强度板材,中间用160*63*6.5槽钢作为支撑梁,为了防止使用中作用力变形,在上部加焊了承力加强板,经过材料力学分析,选用了200*100*7工字钢,保证适合作用力范围工件的稳定性。设计后,生成三维模型,模拟实际作用力情况,进行了结构有限元分析,充分验证了工装结构及使用情况,保证了工装的可靠性和实用性。工装生产投入使用前,制定了工装使用操作规程,指导一线进行操作,保证了使用效果。
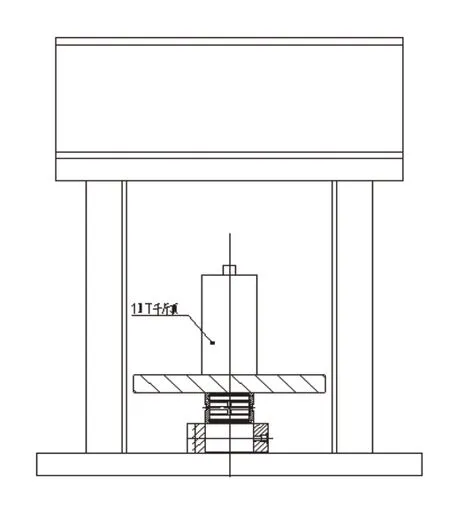
图7
工装使用后,因其结构操作简便,装配过程中不产生噪音,维护了车间装配环境,同时达到了6S管理标准,最大程度降低了工人劳动强度,操作时间由原来2人10分钟,现在提高到1人5分钟,大大提高了生产效率,操作安全性得到了保障,为公司创造了经济效益。
