单室进料水压榨压滤机在河南天元选煤厂的应用实践
2022-11-02刘建华
刘建华
(河南天元煤业有限公司,河南 许昌 461000)
河南天元选煤厂是一座设计能力1.5 Mt/a的中心型炼焦煤选煤厂。现有选煤工艺为“预先脱泥无压三产品重介旋流器分选+FBS干扰床分选+煤泥二次浮选”的联合分选工艺。近年来,随着天元选煤厂入洗原煤中的细粒级煤泥含量不断增加,原生煤泥含量达40%以上,不仅给原煤分选增加了难度,产品水分更是不易控制,综合精煤水分一度达16%以上,压滤精煤水分在26%以上,且总量大,如何降低压滤精煤水分成为首要问题。选煤厂通过对精煤压滤机改造,更换为单室进料水压榨隔膜压滤机,压滤精煤和综合精煤水分大幅降低,达到预期目标[1]。
1 浮选和压滤系统现状及存在问题
1.1 原生煤泥含量增加
根据天元选煤厂设计时的煤质资料,原煤中小于0.5 mm含量为19.77%,灰分21.05%。而目前入洗原煤中原生煤泥含量在40%以上,灰分23%~26%,加上洗选过程中产生的次生煤泥,煤泥总量超过50%。在此过程中,天元选煤厂由于精煤压滤系统处理能力不足,通过改造增加了2台精煤压滤机[2]。
选煤厂浮选系统工艺流程如图1所示。

图1 浮选系统工艺流程
1.2 精煤压滤机入料粒度极细
天元选煤厂使用卧脱筛篮筛缝为0.25 mm,因此,经过卧脱处理后的二次浮选入料粒度更细,对浮选精矿脱水的难度也更大[3]。二次浮选精矿即精煤压滤机入料的粒度组成见表1。
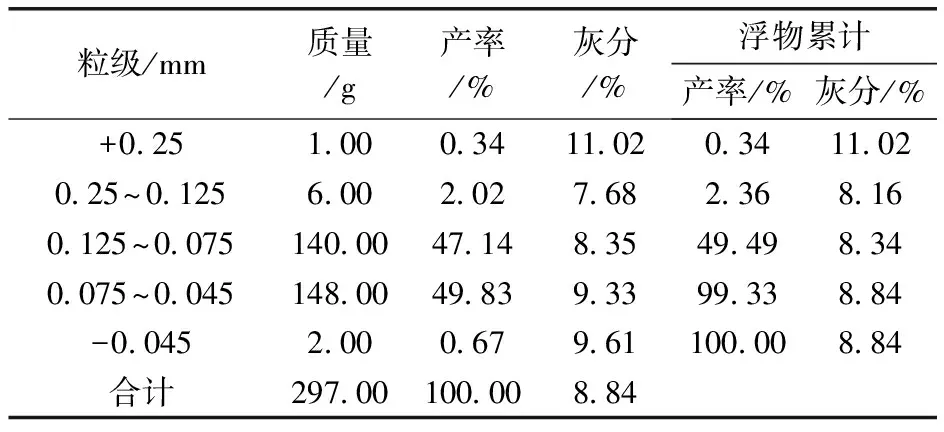
表1 精煤压滤机入料粒度组成
由表1可知,压滤精煤中主导粒级为0.125~0.045 mm,含量占96.97%,由于粒度极细,粘度大,脱水难度大,普通隔膜压滤机处理该较细粒度煤泥压滤周期长,脱水效率差,滤布边角处易粘附煤泥,需人工清理,滤饼水分在26%~28%,水分偏高。
1.3 压滤精煤占综合精煤比例高
天元选煤厂综合精煤由重介精煤、粗精煤、卧脱精煤和压滤精煤组成。随着入洗原煤中煤泥含量越来越高,卧脱精煤和压滤精煤占比逐渐增大,造成最终综合精煤水分偏高[4]。结合卧脱使用情况,并与厂家沟通,认为卧脱运行工况正常,且水分下降空间不大。4种精煤占比及水分见表2。
从表2可以得出,压滤精煤水分还有极大的下降空间。天元选煤厂为解决压滤精煤水分高的问题,决定进行压滤设备升级改造,降低压滤精煤水分[5]。同时为贯彻公司“视客户为生命、以质量为血液”的发展理念,积极推进压滤设备升级改造的技改工作。
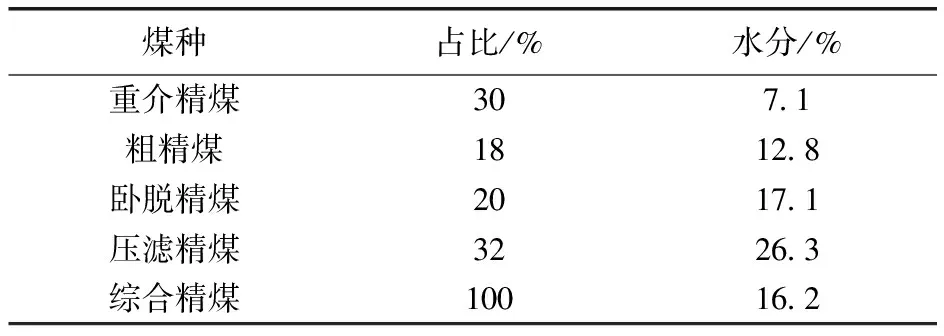
表2 各部分精煤占比及水分情况
2 技术改造
经过调研与实地考察,河南天元选煤厂决定引进景津单室进料水压榨隔膜压滤机替换原有普通隔膜压滤机[6]。
2.1 技改方案与实施
河南天元选煤厂现有2台过滤面积300 m2和1台450 m2的快开式隔膜压滤机,一对一更换为相同过滤面积的景津单室进料水压榨压滤机,地脚尺寸保持不变,原压滤机入料泵可满足新压滤机的入料要求。每台压滤机需增加1台压榨水泵,同时增加2个5 t压榨水箱可以满足3台压滤机正常压榨使用,压榨水可循环使用。单台空气穿流压滤机在吹风时用气量在40 m3/min左右,由于每次只允许单台精煤压滤机卸料,各台压滤机吹风与其他工序交叉进行,选取1台产气量在40 m3/min、排气压力0.8 MPa的空压机即可满足正常生产要求。天元选煤厂原有储气罐储气量在25 m3,因此需要增加1台容积为20 m3的储气罐,将2个储气罐通过管道串联起来,可以保证压滤机的用气量需求。且通过逐台进行压滤机拆除与安装,可以不影响现场正常生产[7]。
2.2 应用效果
3台压滤机更换完成及配套设备投入使用后,通过对压滤机运行参数及滤饼水分进行监测,记录现场应用效果,试验结果见表3。
由表3试验结果可以得出:
(1)单室进料水压榨压滤机滤饼水分明显降低,最高20.4%,最低18.9%,平均为19.5%,与原有压滤机相比,水分降低7.0%~8.0%,降水效果较好;
(2)压滤机在不同运行参数条件下,水分会有差别,随着压榨压力、压榨时间和吹风时长的增加,滤饼水分呈下降趋势[8];
(3)采用单侧的角吹风效果比两侧轮流角吹风滤饼水分要低,同时左吹风效果最佳,因为压滤机为右侧边角进料,采用与进料方向相对的左角吹风可以更好的清除残留水分。
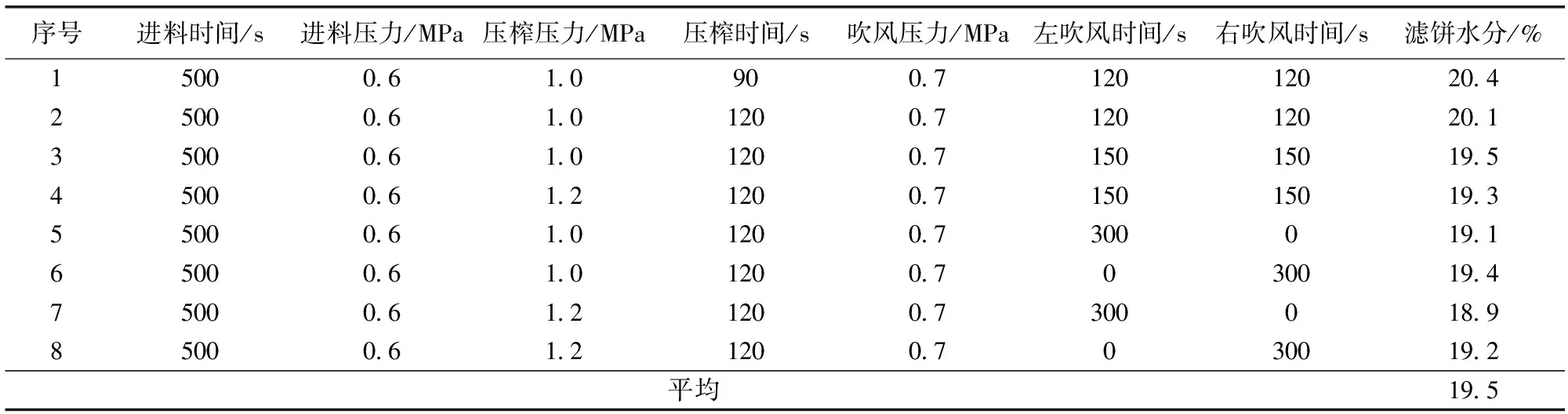
表3 室进料水压榨压滤机现场试验结果
2.3 应用改进
压滤机原设计运行程序为:压紧→入料→反吹→压榨→左吹风→右吹风→二次反吹→松开→拉板卸料,其中上一个程序完成后,接着进行下一个程序[9]。虽然单室进料水压榨压滤机在现场应用取得显著效果,天元选煤厂技术人员在其运行基础上提出进一步设想:如果在吹风状态时,压榨程序仍然进行,滤饼水分是否会有进一步降低的可能。通过现场分析,该设想可以通过调整控制柜PLC程序得以实现。现场进行程序调整后,对滤饼水分测定结果见表4。

表4 调整程序后的现场试验结果
从表4可以看出,调整程序后的滤饼平均水分较未调整之前下降了0.7%,表明此次程序调整对滤饼水分降低是有效的。目前,天元选煤厂3台精煤压滤机角吹风均调整为左吹风,同时在吹风时保持压榨状态。
2.4 应用总结
通过3台单室进料水压榨压滤机在现场应用情况分析,可以得出以下几点:
(1)该压滤机对极细粒煤有较好的脱水效果,滤饼水分在18%~20%之间;
(2)压滤机自动化程度高,从压紧到卸料实现自动运行,且第一个循环完成后自动进入第二个循环,可以实现无人值守;
(3)反吹功能使管道内残留液体被清除,滤布上不粘附煤泥,滤饼水分低、卸料效果好;
(4)在入料浓度、压力、小时处理量等方面与同等过滤面积的普通快开式隔膜压滤机相差不大,可以很好地适应现场生产需求。
3 经济效益
天元选煤厂单室进料水压榨压滤机投入使用以来,综合精煤水分下降至12%~13%,有效提升了产品质量和客户满意度,在产品运输、装卸、客户使用等方面得到明显改善,取得了良好的经济效益和社会效益[10]。以天元选煤厂年产精煤80万t计算,每年可节省3 万t左右无效运输成本,按平均吨煤运输成本150元计,每年可节约运输费用450万元。
4 结 语
水压榨压滤机在天元选煤厂的成功应用,表明该压滤机对极细粒煤泥脱水有良好的效果,对选煤行业细粒煤脱水提供了很好的技术支撑,同时,基于其高度自动化控制系统,对设备现场操作、维护与管理方面,具有良好的应用前景。