潘集选煤厂提高精煤产率的研究
2022-11-02汪水清侯宝宏朱再胜
汪水清,侯宝宏,朱再胜
(淮河能源控股集团选煤分公司,安徽 淮南 232001)
如何实现精煤产率最大化是选煤厂一直关心的问题[1-3],充分利用现有资源,在工艺、技术、管理方面实现优化、变革,从而实现效益最大化。选煤厂针对提高精煤产率做了大量研究,于宇通过优化计算表明,通过确定最佳分选密度组合以及入洗配煤比例,既可以确保灰分指标达标,也可以实现动力煤选煤厂精煤产率最大[4]。朱子玉等人提出了重选和煤泥浮选系统的精煤控制指标,并制定了相应的管理措施,有效地提高了田庄选煤厂总精煤回收率[5]。李学武利用精煤产量最大化原则,通过建立模型、制定技术方案,优化石壕选煤厂的工艺管理,使精煤产率提高1.1%,产品质量稳定,原料煤资源拓宽,全员创新意识得到增强,继而实现社会经济效益最大化[6]。李淑伟为了提高精煤产率,分别对洗选6级、8级精煤时产生的洗混煤进行再选,回收其中错配的精煤作为8级和10级精煤,从而避免精煤错配到洗混煤中,最大化精煤产量,更进一步提高企业经济效益[7]。
经过对国内一些选煤厂提高精煤产率措施的分析,结合潘集选煤厂的产品结构和洗选工艺,对三产品重介旋流器悬浮液密度[8-10]、浮选药剂用量及入料浓度[11]等主要易控制工艺参数进行探索研究,为提高精煤产率提供一定的指导作用。
1 原煤性质分析
潘集选煤厂是淮河能源集团调整煤炭产品结构,实施“精煤战略”、提高经济效益的重大建设项目。该厂2018年底建成投产,入洗原煤为12.00 Mt/a,属于特大型炼焦煤选煤厂。该厂入选原煤来源多,主要有淮南矿区8个主要产煤矿井中的潘三、潘北、朱集、顾北、张北、谢桥等矿井原煤,可选性变化较大,但大体上可分为低灰原煤和高灰原煤两类。选煤工艺为:50~0.5 mm采用原煤不脱泥无压三产品重介旋流器分选、粗煤泥采用煤泥重介分选、细煤泥脱泥浮选的联合工艺。浮选精煤采用加压过滤脱水,尾煤浓缩后压滤回收,实现洗水闭路循环。图1为2019年某月高、低灰原煤可选性曲线。

图1 2019年某月原煤可选性曲线
该月低灰煤分选的数量效率为96.67%,高灰煤分选的数量效率为91.58%,对于高灰煤,仍然有9.42%的损失。为了进一步提高精煤产率,选煤厂在洗选原煤相对稳定的时期,对日常生产过程中主要操作因素,如三产品重介洗选密度、浮选药剂用量及入料浓度进行试验。
2 三产品重介悬浮液密度对分选效果的影响
无压给料三产品重介质旋流器是利用阿基米德原理在离心力场中对物料按密度差异进行分选的。本厂所用的是φ1500/1100型无压三产品重介旋流器,配套渣浆泵转速固定,分选压力不易控制,日常关键操作工艺参数为分选密度。
经试验得出,入料密度与分选密度呈正相关关系,不同的分选密度其分选效果的提升程度不同。针对潘集选煤厂入洗原煤情况,选择了1.33 kg/L、1.35 kg/L、1.37 kg/L、1.39 kg/L和1.41 kg/L共计5组悬浮液密度进行试验。由于无压给料三产品重介旋流器分选下限为0.5 mm,对小于0.5 mm的煤泥不计入试验数据当中。结果如图2所示。
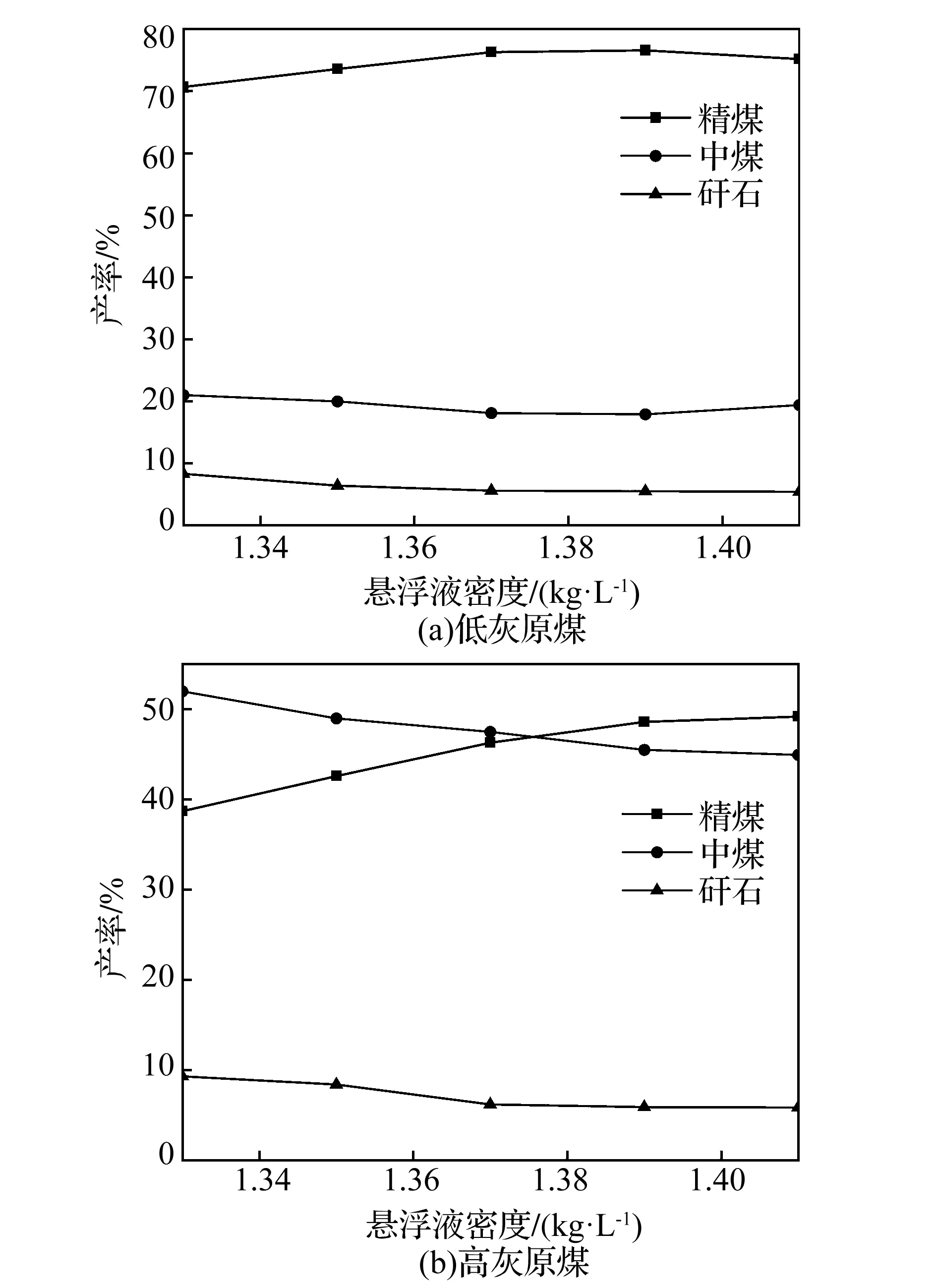
图2 入料密度与产率的关系
由图2(a)可知,低灰原煤的精煤灰分随着悬浮液密度的增大而升高,低灰原煤在分选密度为1.37~1.39 kg/L时有较高的产率。由图2(b)可知,高灰原煤随着分选密度的提高,精煤产率明显上升,在1.39 g/L处上升趋势减弱,稳定在49.2%左右,高灰煤在1.39~1.41 g/L处产率较高。随着分选密度的增加,高、低灰原煤的中煤、矸石产率总体呈下降趋势,这是因为悬浮液密度增大之后,在进入入料口的时候,相当于在原有基础上增加了入料压力,使原本错配在中煤和矸石中的精煤得到充分分选。
3 药剂量、入料浓度对浮选分选效果的影响
煤泥的浮选是利用煤粒与脉石颗粒表面亲水性差异进行分选的,是选煤厂分选小于0.5 mm煤泥的主要工艺。潘集厂浮选入料首先经过漂泥池进行漂泥作业,减少微细高灰煤泥进入浮选系统,以减少浮选药剂的使用。漂泥后的煤泥水进入矿浆准备器中,药剂与矿浆充分接触后进入浮选设备。捕收剂是改变矿物表面疏水性,使浮游的矿粒黏附于气泡上的浮选药剂,能选择性地吸附在矿物表面上,能提高矿物表面的疏水程度,使之易于在气泡上粘附,从而提高矿物可浮性。起泡剂能降低水的表面张力,形成泡沫,使充气浮选矿浆中的空气泡能附着于选择性上浮的矿物颗粒上。在浮选设备的作用下,浮选过程中产生大量的气泡,疏水性较好的煤粒黏附在气泡上,随着气泡进入矿化泡沫层,被刮泡器刮取后成为精煤,而亲水性好的矸石等留在泥浆中成为尾煤,实现煤与矸石的有效分离。
本厂为两段浮选工艺,采用FJC36-4喷射式浮选机,日常主要调节一次浮选工艺参数。一次浮选机配备有自动加药装置,能根据设定值进行自动定量加药,可通过集控画面调节入料稀释水阀开度,继而调节入料浓度,还可通过现场风阀控制进风量,通过尾矿闸板控制浮选液面等。关键操作参数为起泡剂(杂醇)、捕收剂(柴油)的用量和入料浓度。笔者通过设计浮选正交试验,确定一次浮选最优浮选试验条件,从而使浮选精煤产率在满足产品灰分要求的前提下达到最大。
3.1 低灰原煤的浮选试验
选取入料浓度(A)、捕收剂用量(B)、起泡剂用量(C)3个因素,设计3因素3水平正交试验方法进行现场工业试验,试验因素水平设定见表1。

表1 因素水平
根据因素水平设计正交试验,共设计9组试验,各组合试验结果见表2。
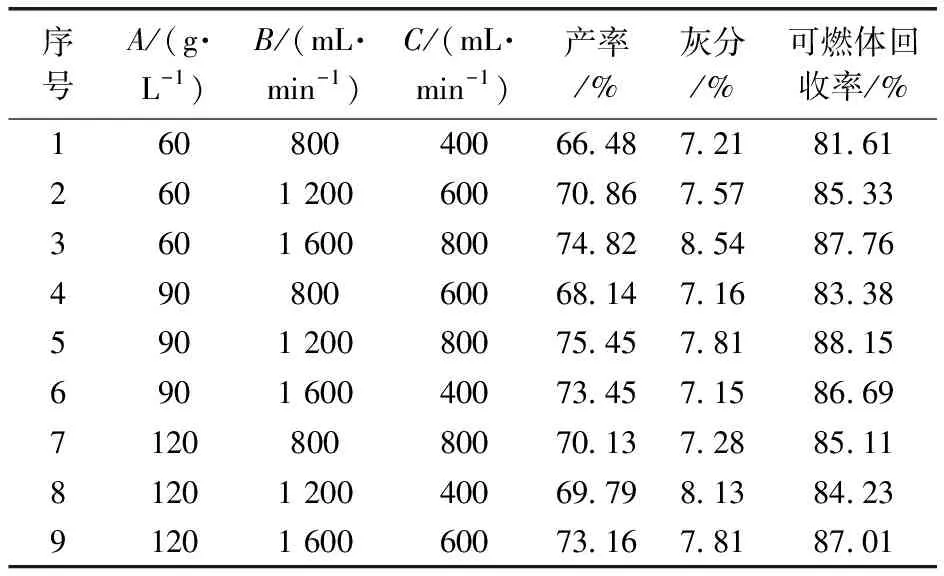
表2 低灰原煤浮选正交试验设计及结果
根据试验设计与处理的相关知识,对表2中的数据进行处理。在正交试验分析中,极差大小可以表示因素对考察指标的影响程度。入料浓度、捕收剂用量、起泡剂用量对低灰煤的可浮性影响规律的极差分析结果见表3。
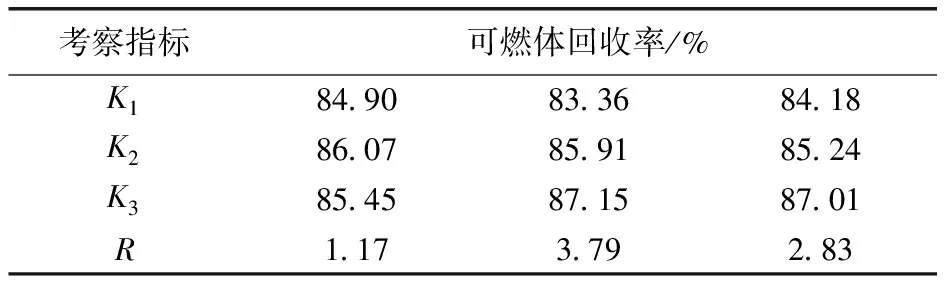
表3 低灰原煤浮选试验极差分析
K1、K2、K3为3个水平对应的试验指标之和。对于可燃体回收率指标,捕收剂用量变化时,极差R值最大为3.79,说明捕收剂用量对煤泥浮选的可燃体回收率影响最大,为主要因素;起泡剂用量变化时,该煤泥浮选的可燃体回收率极差为2.83,这说明起泡剂用量对煤泥浮选的可燃体回收率影响次之,为次要因素;矿浆浓度变化时,浮选的可燃体回收率极差为1.17,这说明矿浆浓度对煤泥浮选的可燃体回收率影响最小;低灰煤浮选试验主次最优浮选条件为A2B3C3。
3.2 高灰原煤的浮选试验
选择与表1相同水平得到的正交试验结果见表4,极差分析结果见表5。
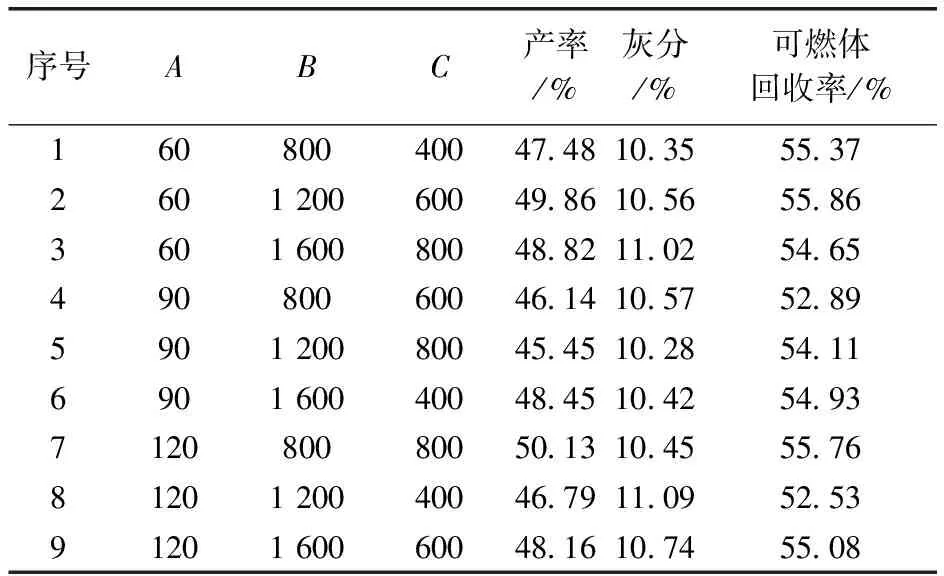
表4 高灰原煤浮选正交试验设计与结果
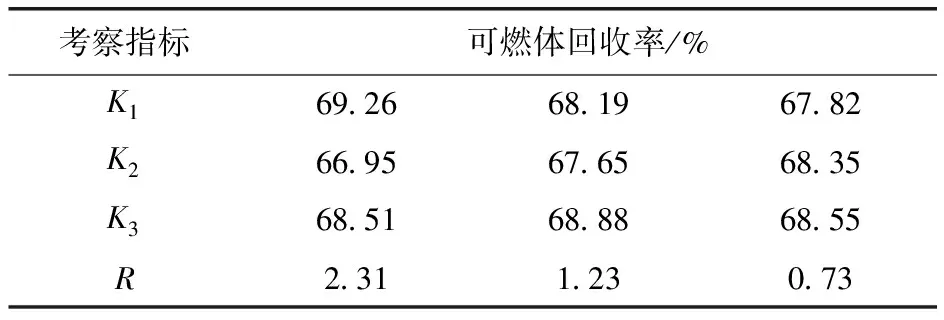
表5 高灰原煤浮选试验结果极差分析
如表5所示,对于可燃体回收率指标,矿浆浓度变化时,极差值最大为2.31,说明矿浆浓度对煤泥浮选的可燃体回收率影响最大,为主要因素;捕收剂用量变化时,该煤泥浮选的可燃体回收率极差为1.23,这说明捕收剂用量对煤泥浮选的可燃体回收率影响次之,为次要因素;起泡剂用量变化时,浮选的可燃体回收率极差为0.73,这说起泡剂用量对煤泥浮选的可燃体回收率影响最小;高灰煤浮选试验主次最优浮选条件为A2B3C3。
4 结 语
提高精煤产率是增加企业经济效益的关键所在,是企业持续创新、发展的重要目的。通过对潘集选煤厂三产品重介、浮选进行工业试验探究,得到以下结论:
(1)通过试验分析,低灰原煤在悬浮液密度为1.37~1.39 kg/L,高灰原煤在悬浮液密度为1.39~1.41 kg/L时,精煤产率较高。
(2)通过正交试验得出,矿浆浓度对高灰原煤浮选影响最大,捕收剂用量对低灰原煤浮选影响最大,浮选最优条件均为矿浆浓度90 g/L、捕收剂用量为1 600 mL/min、起泡剂用量为800 mL/min。