小直径不锈钢无缝管表面裂纹成因分析
2022-10-31吴志敏曾凡博邵新中
吴志敏,曾凡博,邵新中,邵 琪,王 锋
(江苏银环精密钢管有限公司,江苏 宜兴 214203)
表面裂纹缺陷对不锈钢无缝管制造过程中的质量及交付后的使用安全影响较大,属于不可接受缺陷[1-15];因此,有必要分析不锈钢无缝管表面裂纹的宏观特征,找出裂纹形成原因并提出改善措施。
1 钢管表面裂纹宏观特征
以0Cr18Ni9材质Φ10 mm×1 mm规格不锈钢无缝管为例,其工艺路线为:圆钢穿孔→酸洗→修磨→中间品冷轧→去油→天然气炉热处理(固溶)→酸洗→修磨→成品冷轧→去油→成品光亮热处理(固溶)→矫直→定尺切管及成品检验等。该不锈钢无缝管在成品气密性试验时存在一处泄漏,目视检查发现外表面存在纵向缺陷,疑似贯穿壁厚方向的裂纹。经解剖观察,对应位置确有裂纹,横截面可见贯穿,如图1所示。
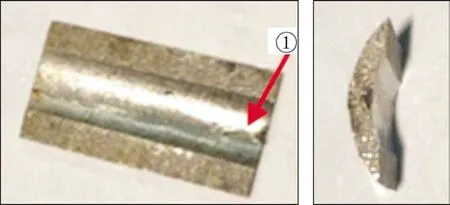
图1 不锈钢无缝管解剖后的宏观内壁和横截面示意
2 理化分析
在气密性试验时存在泄漏的不合格Φ10 mm×1 mm规格不锈钢无缝管上取样,并进行理化分析。
2.1 化学成分检验
按照GB/T 11170—2016《不锈钢 多元素含量的测定 火花放电原子发射光谱法(常规法)》分析试样的化学成分,结果见表1。经对比,其成分符合GB/T 14976—2002《流体输送用不锈钢无缝钢管》对0Cr18Ni9材质的要求,基体主要成分无明显异常。

表1 Φ10 mm×1 mm规格不锈钢无缝管的化学成分(质量分数)%
2.2 室温力学性能分析
(1)拉伸性能。按照GB/T 228.1—2010《金属材料 拉伸试验 第1部分:室温试验方法》进行室温拉伸试验,结果见表2,发现该Φ10 mm×1 mm规格不锈钢无缝管的强度及塑性较好,优于GB/T 14976标准要求。

表2 Φ10 mm×1 mm规格不锈钢无缝管的室温力学性能
(2)扩口与压扁试验。按照GB/T 242—2007《金属管 扩口试验方法》及GB/T 246—2017《金属材料管压扁试验方法》进行扩口与压扁试验。选择顶芯角60°的圆锥顶芯,外径扩口率为10%,扩口后管壁未出现裂缝或裂口;同时,压扁试验后钢管内外壁未出现裂缝或裂口。
2.3 晶间腐蚀性能试验
按GB/T 4334—2020《金属和合金的腐蚀 奥氏体及铁素体-奥氏体(双相)不锈钢晶间腐蚀试验方法》E法进行铜-硫酸铜-16%硫酸腐蚀试验,试样弯曲180°后,表面无晶间腐蚀裂纹。
2.4 金相分析
缺陷部位经线切割、镶嵌后,在磨抛及10%草酸溶液电解腐蚀后进行超声波清洗,并在金相显微镜下观察。裂纹与管壁呈45°夹角斜向贯穿壁厚;裂纹中部存在分叉,管壁内侧方向的裂纹宽度较外侧宽,且内侧处的裂纹底部存在明显折叠;裂纹中部附近晶粒已出现渗碳和细晶现象,且分叉处较明显。从裂纹形状判断,该裂纹经过了二次扩展。
在管体缺陷附近(图1位置①处)取纵向试样,观察其金相组织,并根据GB/T 10561—2005《钢中非金属夹杂物含量的测定 标准评级图显微检验法》A法进行非金属夹杂物评级。组织中除了B类和D类细系夹杂物分别为1.0级、0.5级外,其余都是0,可见基体区域非金属夹杂物含量正常。
2.5 扫描电镜分析
扫描电镜分析发现缺陷处存在大量点状和块状疑似夹杂物。选取部分点位对该疑似夹杂物进行能谱分析,扫描电镜下的缺陷形貌如图2所示,能谱分析结果见表3。对比基体成分,以上两个点位分别出现了Si、Al含量异常偏高情况,可以判断该两处存在硅氧化物和铝氧化物夹杂物。

图2 不锈钢无缝管扫描电镜下的缺陷形貌

表3 不锈钢无缝管缺陷处的能谱分析结果(质量分数) %
3 裂纹成因分析
观察裂纹形貌,裂纹与内壁呈45°夹角斜向扩展,因管材本身力学性能良好,具有较高的延展性,因此可排除是由于冷轧产生的轧折。裂纹宽度由粗向细发展,且中部出现分叉,说明该贯穿裂纹并非一次成型,在冷轧过程中,钢管受三向压应力作用,壁厚方向主要在两向压应力及两向摩擦阻力的作用下进行变形并延伸,原始裂纹在应力作用下发生扩展,由于裂纹底部不规则,容易产生分叉,扩展出的裂纹细于原始缺陷。
对裂纹附近组织进行分析,发现分叉处存在细晶层。产生这种现象的原因是:冷轧前管材存在裂纹缺陷,冷轧时轧制油进入裂纹,裂纹缝隙内的轧制油在去油时无法彻底清除干净,而轧制油及脱脂剂中富含有机物,残留在裂纹内的轧制油经过热处理产生渗碳现象,钢中的碳含量越高,形核率越高,从而生成细晶层。由此说明,该缺陷在前道次早已出现,而非成品或成品上一道次冷轧形成。
从扫描电镜结果分析可以判断该试样局部区域有较集中的氧化铝、氧化硅夹杂物存在。该类夹杂物一般来源于冶炼或浇铸,导致圆钢内部存在缺陷,在后续穿孔和冷轧变形过程中,受压力加工影响,从而形成裂纹并贯穿壁厚,在气密性试验时造成泄漏。因此,该贯穿性裂纹存在于原始管坯本身,而非在气密性试验过程中受压力影响膨胀裂穿。
4 改善措施
通过制定合理的措施对不锈钢无缝管生产过程中的裂纹进行控制,可以进一步提高产品的质量。
(1)原料验收。针对小直径不锈钢制定专用管坯采购技术条件,对夹杂物含量和外表面质量进行详细量化规定,原料复验时,重点检验夹杂物水平,防止加工至成品时出现缺陷。
(2)加强荒管修磨。加强目视检验,对发现的缺陷进行标记,对有缺陷的钢管进行隔离;借助内窥镜等辅助目视检验,对钢管内壁缺陷进行定位,然后采取定点修磨的方式对缺陷进行打磨。
(3)增加无损检测。制定合理的验收准则,对成品冷轧前的钢管进行超声波探伤,标记及隔离探伤检测有缺陷的钢管,定点修磨消除缺陷。
(4)对以上定点修磨后的钢管采用同种检测方法进行复验,如合格则投入生产使用,避免不合格品流入下道工序。
5 结 语
0Cr18Ni9材质Φ10 mm×1 mm规格不锈钢无缝管在成品气密性试验时存在一处泄漏,发现外表面存在贯穿壁厚方向的裂纹。分析认为,穿孔管坯本身存在夹杂物,穿孔时形成裂纹但是在后续的生产过程中并未清除该缺陷,导致裂纹在冷轧过程进一步扩展,最终贯穿管壁。
