碳纤维复合材料安装钢丝螺套的拉脱力性能研究
2022-10-31张跃峰周琳赟曾金金钱志英罗双双刘立志
张跃峰,周琳赟,曾金金,钱志英,罗双双,刘立志
(1.上海复合材料科技有限公司,上海201112;2.上海航天树脂基复合材料工程技术研究中心,上海 201112)
引 言
由于碳纤维复合材料具有强度高、质量轻、耐腐蚀、抗疲劳性能好等优势,在航空航天领域得到越来越多的应用[1,2,3],碳纤维复合材料在航空航天制品中使用比例和应用部位,已成为衡量航空航天产品是否先进的重要指标。在碳纤维复合材料基本结构件使用中,一定会和其他材料进行连接。因此研究碳纤维复合材料的连接技术,对于航空航天产品的优化至关重要[4,5]。
钢丝螺套用高精度、高强度、表面光洁的菱形不锈钢丝精确成型而成,为高精度的内外螺纹同心体[6]。钢丝螺套是提高碳纤维复合材料螺纹联接强度的一种非常好的方法,在安装完成后可以形成满足相关精度要求的内螺纹并提高力学性能。安装钢丝螺套可以提高内螺纹强度,使产品受力均匀,抗破坏扭矩大大提高,增加了产品使用寿命;而且安装钢丝螺套可以提高内螺纹的受力性能并方便维修[7]。螺钉在碳纤维复合材料螺纹孔反复拆卸时会对螺牙有所损坏,不利于长期使用,安装钢丝螺套,可以提高螺纹的使用性能,增加碳纤维复合材料的使用寿命。
本文通过不同工艺方法对拉挤和模压碳纤维复合材料进行抗拉试验测试,对碳纤维复合材料安装钢丝螺套的拉脱力性能进行研究,并制定了最优的在碳纤维复合材料中安装钢丝螺套的方法。
1 实验
1.1 主要仪器与材料
材料:碳纤维复合材料拉挤板材,其力学性能见表1;碳纤维复合材料模压板材,其力学性能见表2;J-133胶粘剂,黑龙江省石油化学研究院,其性能见表3;ST6*10钢丝螺套,材料为304钢;M6*10螺钉,材料为1Cr18Ni9Ti。
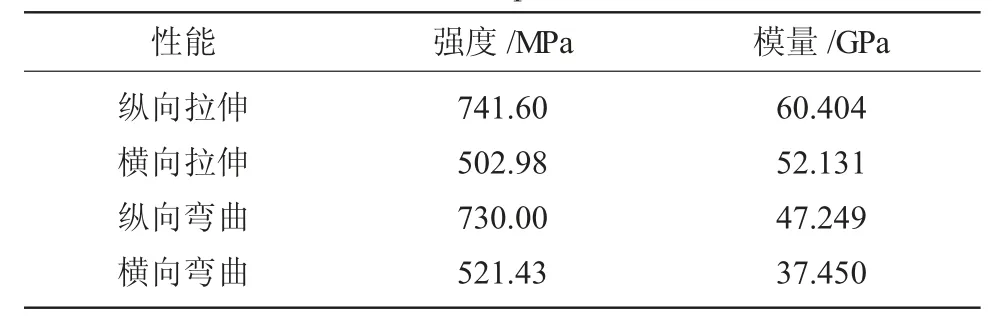
表1 碳纤维复合材料拉挤板材力学性能Table 1 The mechanical properties of pultrusion sheet of carbon fiber composite materials

表2 碳纤维复合材料模压板材力学性能Table 2 The mechanical properties of mould pressing sheet of carbon fiber composite
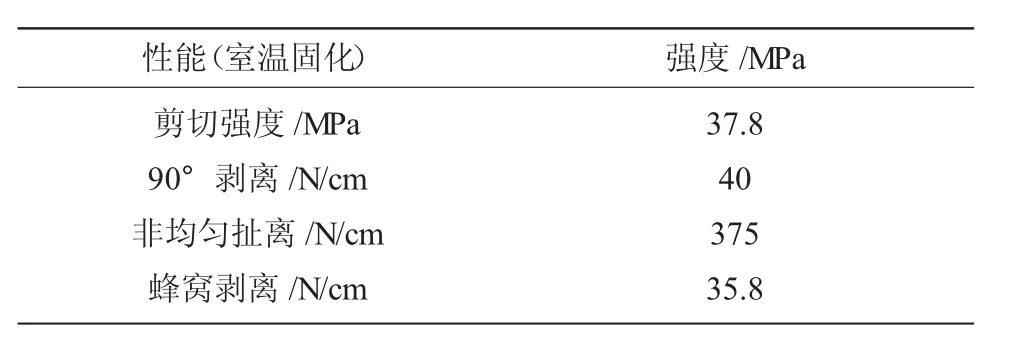
表3 J-133性能简介Table 3 The performance of J-133
主要仪器设备:5966型电子万能材料试验机,INSTRON CALIBRATION LAB。
1.2 试验方法
分别在碳纤维复合材料拉挤板材和模压板材沿垂直纤维方向和平行纤维方向分别打Φ6.65底孔,攻丝,然后用无水乙醇清洗钢丝螺套和螺孔,配制J-133胶粘剂。
1.2.1 表观试验
将碳纤维复合材料板材螺纹孔从中间剖开,观察内螺纹剖开面的表观形貌。
1.2.2 拉脱力试验
分别在碳纤维复合材料拉挤板材和模压板材沿垂直纤维方向和平行纤维方向的螺纹孔中安装钢丝螺套。
1.2.3 涂胶拉脱力试验
分别在碳纤维复合材料拉挤板材和模压板材沿垂直纤维方向的螺纹孔中涂抹胶粘剂J-133,将涂抹胶粘剂J-133的钢丝螺套装入螺纹孔中。待固化后,用标准螺纹丝锥攻一遍丝套内孔,再使用蘸有无水乙醇的纱布清洁螺纹孔。
1.2.4 涂胶工艺优化试验
在碳纤维复合材料拉挤板材沿垂直纤维方向的螺纹底孔涂胶,拧入钢丝螺套,待固化后,用标准螺纹丝锥攻一遍丝套内孔,再使用蘸有无水乙醇的纱布清洁螺纹孔。
在钢丝螺套底部涂胶,拧入碳纤维复合材料拉挤板材沿垂直纤维方向的螺纹孔,待固化后,用标准螺纹丝锥攻一遍丝套内孔,再使用蘸有无水乙醇的纱布清洁螺纹孔。
将钢丝螺套拧入碳纤维复合材料拉挤板材沿垂直纤维方向的螺纹孔,在螺纹孔中加用无水乙醇稀释的J-133,待固化后,用标准螺纹丝锥攻一遍钢丝螺套内孔,再使用蘸有无水乙醇的纱布清洁螺纹孔。
1.3 性能测试和表征
根据GJB 715.23A-2008,将M6*10螺钉拧入钢丝螺套内,测试碳纤维复合材料不同连接工艺状态下拉脱力。
测试:每种连接工艺状态下至少测试3组试验样品的拉脱力,测试速度设为2mm/min。
2 结果与讨论
2.1 螺纹孔表观
图1是不同成型方式碳纤维复合材料不同方向底孔攻丝后的表观状态。
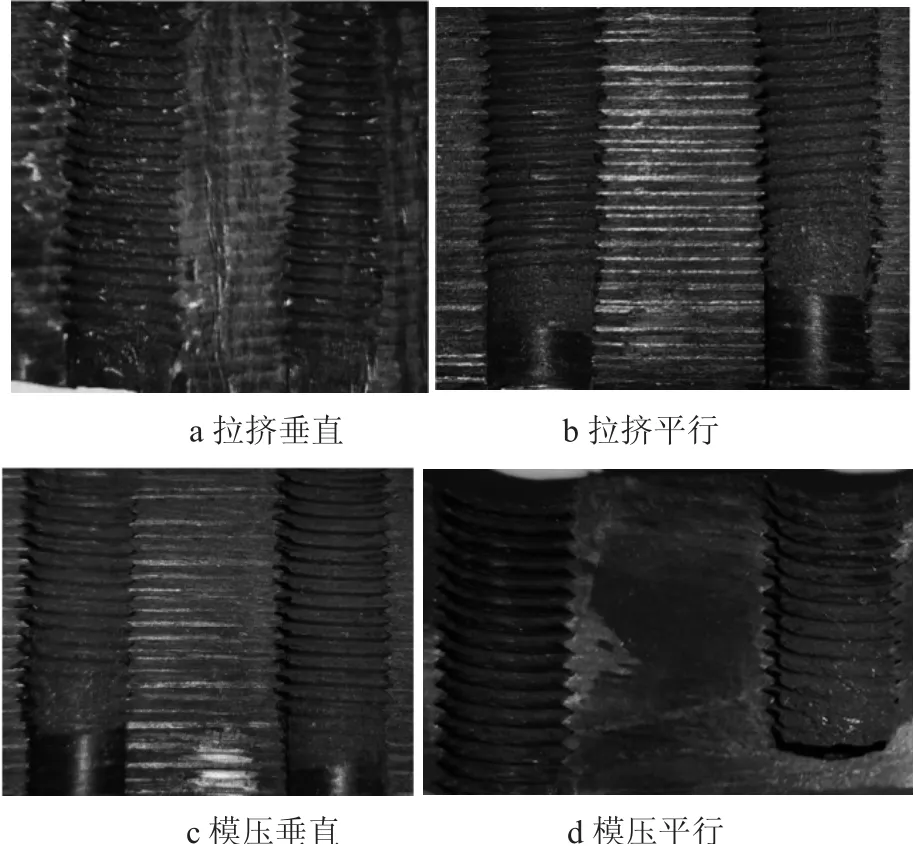
图1 不同状态螺纹孔剖开图Fig.1 The cross sections of threaded holes in different states
从图1可以看出,碳纤维复合材料沿垂直纤维方向打孔攻丝的螺纹牙比平行纤维方向打孔攻丝的螺纹牙锐利,牙型基本无损伤。
2.2 拉脱力性能
表4列出不同成型工艺的碳纤维复合材料工艺状态下拉脱力数据。
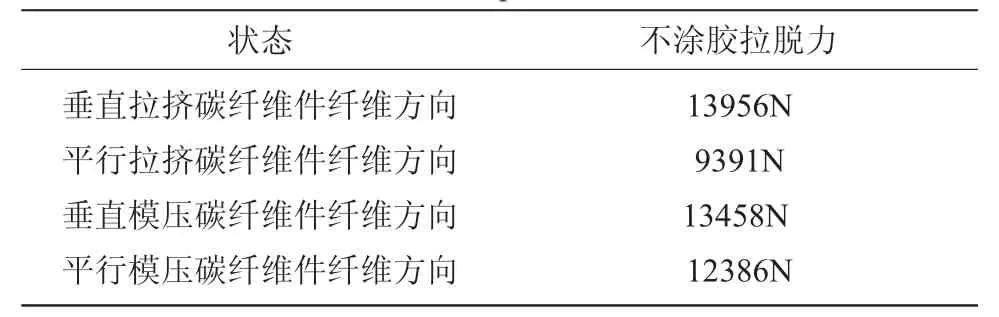
表4 拉脱力性能Table 4 The pull-out force
从表4可以看出,碳纤维复合材料板材垂直纤维方向打孔攻丝后的拉脱力高于平行纤维方向打孔攻丝。因此,螺纹牙越锐利,拉脱力越高,机械性能越好。
2.3 涂胶拉脱力性能
表5列出碳纤维复合材料不同成型工艺状态下垂直纤维方向打孔攻丝拉脱力数据。

表5 涂胶拉脱力性能Table 5 The glued pull-out force
从表4和表5数据对比可以看出,拉挤成型的碳纤维复合材料板材涂胶连接拉脱力优于钢丝螺套连接复合材料板材;模压成型的碳纤维复合材料板材涂胶连接拉脱力低于钢丝螺套连接复合材料板材。从检测试验过程可以发现,拉挤成型碳纤维板材拉脱力达到最大值时,钢丝螺套破坏,而模压成型碳纤维板材拉脱力达到最大值时,板材分层,碳纤维复合材料破坏。
由于在螺纹孔和钢丝螺套中全部涂胶,固化后,在钢丝螺套内孔中残余大量胶粘剂,需要用标准螺纹丝锥攻一遍丝套内孔,再使用蘸有无水乙醇的纱布清洁螺纹孔。在工程操作中,增加操作的难度,而且航空航天领域拉挤成型复合材料碳纤维件应用较多,故对拉挤碳纤维复合材料的涂胶连接进行深入研究。
碳纤维复合材料板材垂直纤维方向打孔攻丝后的拉脱力高于平行纤维方向打孔攻丝。因此,螺纹牙越锐利,拉脱力越高,机械性能越好。
2.4 涂胶工艺优化拉脱力性能
表6列出拉挤成型碳纤维复合材料不同涂胶连接工艺状态拉脱力数据。

表6 涂胶工艺优化拉脱力性能Table 6 The gluing process optimized pull-out force
从表6可以看出,拧入钢丝螺套后,在钢丝螺套内螺纹中涂抹稀释后胶粘剂的拉脱力更接近于在钢丝螺套和螺纹孔全部涂胶粘剂的性能,且残胶几乎没有,工艺性能优良。
3 结论
碳纤维复合材料在航空航天领域大量使用,只有研发出可靠性高、性能优良的连接工艺,将碳纤维复合材料机构件与金属件连接成一个整体,才能充分发挥碳纤维复合材料的优异性能。本文测量了不同成型工艺的碳纤维复合材料制品不同方向与钢丝螺套连接的拉脱力,试验结果表明,安装钢丝螺套垂直纤维方向的碳纤维复合材料制品拉脱力优于平行碳纤维复合材料制品;拧入钢丝螺套后,在钢丝螺套内螺纹中涂抹稀释后胶粘剂的性能较高且工艺性好。