基于物联网和云存储的工业焊机状态监控
2022-10-30刘泰康
刘泰康
(200093 上海市 上海理工大学)
0 引言
自动焊机是汽车生产、金属加工、机械生产制造、造船、航天等领域的关键设备之一[1]。自动焊机的工作原理是依靠降压变压器作为主要部件,被焊接工件和焊丝作为焊机的次级线圈,焊机工作时引燃电弧,产生高温,焊丝在高温作用下熔接于被焊接工件的焊缝中,完成焊接工作。车间自动焊机多数采用数控系统对自动焊机的控制,缺乏对焊机焊接参数的有效监控。在很多情况下,因为工作寿命和工作条件有限,车间内焊机的更新频率可能不一样,就造成了车间内有大量焊机,可能种类很多,例如小车式埋弧焊机、马鞍型埋弧自动焊机、窄间隙焊接操作机、接管内壁带极堆焊焊机、接管气保护自动堆焊机等各式焊机,所以对焊机的焊接参数的监控就变得尤为重要。因此,本文设计了针对自动焊机的焊接参数和设备状态的监控,通过可视化界面的方式极大地便捷了工艺人员对焊接过程的监控,并且利用云服务器存储实时采集的数据与历史数据对比反映焊机设备状态。
1 监控系统架构与接口设计
监控系统架构如图1 所示。其中,A/D 转换、标准数据接口、触摸显示屏接口和WiFi/5G 模块接口分别采用了MCC 118 数据采集模块(HAT)、Modbus 接口、HDMI 接口和高速网口。

图1 监控系统架构Fig.1 Monitoring system architecture
各个接口的配置如下:
1.1 A/D 转换模块
工业焊机需要将检测到的连续变化的模拟量如:电压、电流、速度、温度、压强等转变成离散的数字量,才可以输入到计算机中进行数据处理和存储。这些模拟量经过传感器转变成电信号(一般为电压信号),经过放大器放大后,就需要经过一定的处理变成数字量,实现模拟量到数字量的转变。
数据采集模块(HAT)设备为8 通道高速电压采集,起始通道为Chan0,采集通道数量为5 路,通道Chan0,Chan1,Chan2,Chan3,Chan4 分别为焊接电流、焊接电压、热丝电流、热丝电压、送丝速度,采集到的数据一般为电压信号,根据各种传感器的输出计算公式来实现传感器的输出值与工业焊机实际输出值的变换。
1.2 标准数据接口
标准数据接口可以直接从数控系统内部获取数据。Modbus 是一种串行通信协议,用于可编程逻辑控制器(Programmable logic controllers,PLCs)。Modbus 已经成为工业领域通信协议的业界标准,并且现在是工业电子设备之间常用的连接方式。Modbus 通信的设备都将分配一个唯一的地址,所有的设备都可以发Modbus 命令,命令里包括了设备地址、校验和信息。校验码就决定了通信传输接收方的准确。标准数据接口这种采集方式就不需要外部传感器间接获得加工数据。
1.3 触屏显示接口
触屏显示接口采用的是高清多媒体接口,高清多媒体接口用来连接树莓派与触摸显示屏进行通信,触屏显示器的作用主要是作为上位机人机交互界面。对于采集数据的可视化,利用可视化方式以适应工艺的要求,操作人员可以方便读取传感器数据。
1.4 WiFi/5G 模块接口
WiFi 模块[2]是一种短程无线传输技术,能够在多距离内实现互联网接入的无线电信号。WiFi 网络中数据传输快速稳定,可以很好地满足工业焊机数据的上传需求,而且WiFi 网络能够实现自动的适应调整,具有很好的稳定性与可靠性。WiFi 网络的方便很好地避免了线缆走线等困难,使得监控成本得到了降低,所以基于WiFi模块的技术很大地推动了传统监控手段的更新换代,极大提高了生产监管效率。
2 监控系统功能设计
监控系统凭借树莓派与MCC118 数据采集HAT 模块的高速数据采集、后台存储能力和可视化等功能,和工业焊机系统[3]的控制系统形成互补,可以相辅相成地完成工业焊机设备状态的监控[4]。
2.1 高速数据采集
MCC 118 是一款12 位、8 通道高速电压采集HAT 模块,如图2 所示。MCC 118 接头可直接安装于树莓派内置40 针通用输入输出(GPIO)连接器,HAT配置参数已存储在采集卡EEPROM中,允许树莓派在连接HAT 时自动设置GPIO 引脚,MCC 118 提供8 个12 位单端模拟输入,模拟信号电压范围为 ±10 V。采样率单板最大吞吐量100 kS/s,双向时钟I/O 引脚,允许用户使用外部时钟信号或电路板的内部扫描时钟进行操作,外部数字触发输入可通过软件配置,包括上升沿或下降沿,高电平或低电平触发。MCC 118 电源由树莓派通过GPIO 插头连接器提供3.3 V 电源。MCC118 可以很好地满足焊机的工作电压、电流为300 Hz 信号。
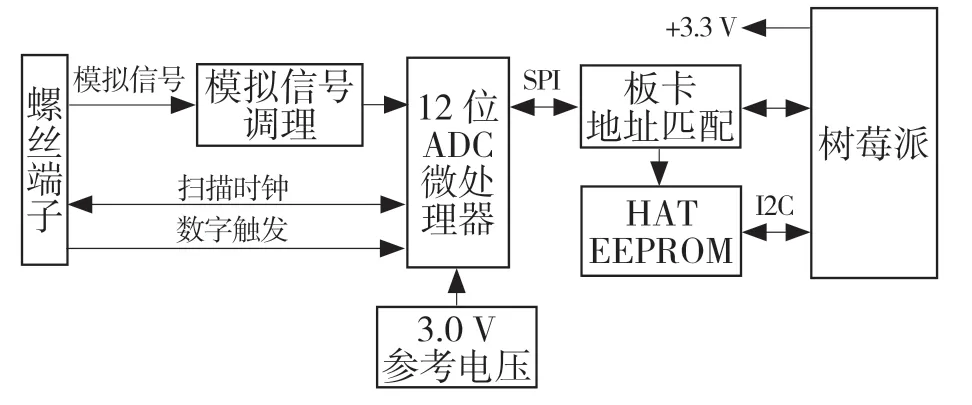
图2 MCC118 结构框图Fig.2 Structure block diagram of MCC 118
2.2 数据记录器(C/C++)
数据记录器如图3 所示。从MCC118 获取数据,在条形图上显示数据,以及将数据记录到CSV 文件。操作人员可以自由设定参数化曲线来达到加工工艺的需求,并不需要编程人员去修改编程。图3 左半部分的Channel select 设置所要监测的通道数,Rate 设置采样率,Select Log File选择保存CSV 文件路径等;右半部分会自动显示在Channel select 设置所要监测的通道数数据。

图3 数据记录器Fig.3 Data logger
Web 服务器示例如图4 所示,允许用户配置采集选项并从浏览器窗口查看采集的数据。
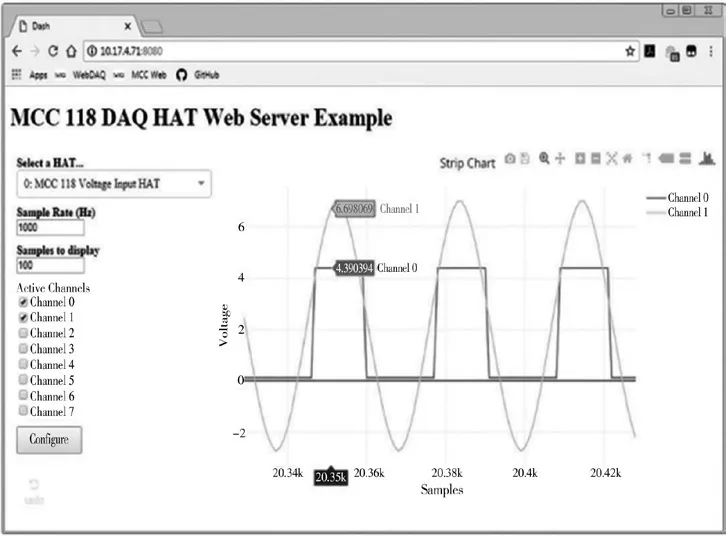
图4 Web 服务器Fig.4 Web server
2.3 数据库存储
依靠SQL Server 2008 数据库管理系统强大的数据保存和数据检索能力[5],可以根据CSV 文件中数据保存的内容自动将工业焊机设备状态的数据上传到数据库,可以方便操作人员进行离线数据分析或者实时观测每台工业焊机的工作状态情况。工作人员可以根据不同工艺参数得到的加工数据来追求焊接过程最大的加工效率,进行多次优化实验,比较多次的焊接性能,从而追求最优的工艺参数。
2.4 报警功能
工业焊机设备状态的不同决定了系统报警提示的不同种类,系统的报警种类主要有焊接电流的超阈值、焊接电压的超阈值、送丝速度的超阈值等,报警的方式主要有LED 二极管和蜂鸣器报警和数据记录器或者Web 服务器[6]显示报警的种类,能够对异常工业焊机设备状态的报警,并进行急停避免危险事故。
3 监控系统的运行
工业焊机设备状态监控系统运行流程如下:
(1)工业焊机设备设置焊接参数,主要包括焊接电流、焊接电压、送丝速度等;
(2)登录数据记录器或者Web 服务器设置焊机监控系统采集通道数,分配各个采集通道对应的采集数据,设置采样率和样本数,设置数据保存路径;
(3)工业焊机开机发送焊机工作信号给采集系统,采集系统接收工作信号开始工作,数据开始正常采集,采集到的数据自动保存在后台CSV 文件;
(4)工业焊机关机发送停机信号给采集系统,采集系统接收到停机信号就停止数据采集,CSV 文件上传到数据库存储。
4 结语
通过工业焊机设备状态智能监控的设计与测试运行,焊机与数据采集系统能够协同运行,实现了工业焊机设备状态的有效实时监控,可视化的数据曲线方便了操作人员对于整个焊接过程的监控,后台存储到本地的CSV 文件数据和数据库数据也为离线的工艺数据分析提供了大量的数据基础,为后期寻求最优焊接工艺参数设计提供了依据。
