聚碳酸酯(PC)熔融指数测量系统的MSA分析
2022-10-29张琼张根山
张琼 张根山
沧州大化股份有限公司技术中心 河北 沧州 061000
引言
聚碳酸酯(英语:Polycarbonate,PC,以下简称PC)是一种透明材料,有很好的力学性能、阻燃性能和耐高温性。作为五大工程塑料之一,PC被应用于建筑业板材、汽车零部件、医疗器械、航空航天、电子电器、光学透镜等许多领域,市场前景广阔。PC性能主要包括热性能、流变性能、电性能、力学性能及其他物理性能,如密度、黏数、吸水率等。其性能指标的测量,对PC生产企业质量控制尤其重要。测量系统分析是指通过统计分析的手段,对构成测量系统的各个影响因子进行统计变差分析和研究,以得到测量系统是否准确可靠的结论。测量设备运行状况、人员操作、检验方法、环境等这些要素都对测量系统本身的精度与可靠性具有重大影响,随着时间推移,测量系统精度也会退化。
熔融指数是指在一定温度和压力下,熔体在十分钟内通过标准毛细管的重量值,以(g/10min)来表示。熔融指数是聚合物加工中表征材料可加工性的一个重要指标,在工业上常采用它来表示熔体黏度的相对值:流动性大,熔融指数大;流动性差,熔融指数小。熔融指数是一项反映熔体流动特性及分子量大小的指标[1]。工业上常用该值以区分不同牌号的PC产品,亦用该值来估价丙烯酸类、ABS、聚苯乙烯、聚酰胺等树脂。一般来说,熔融指数越低,产品的分子量越高。
鉴于聚碳酸酯是热塑性树脂,是在熔融状态下加工成制品的,所以熔融指数是影响其加工性能的重要指标,是选择塑料加工材料和牌号的一个重要参考依据,也是PC产品质量最主要指标之一。选择合适的熔融指数的树脂,能使选用的原材料更好地适应加工工艺的要求,使成品在成型的可靠性和质量方面有所提高,因此熔融指数检测准确性的提高,一方面能给产品生产企业提供数据参考,另一方面对下游客户的生产加工有着重要的指导意义。
在测定熔融指数过程中,测试条件对测定结果的影响很大。根据现有的熔体流动速率测定标准如GB/T3682和ISO1133、ASTM D1238等,参照熔融指数仪的工作原理,测试的基本要素为温度、砝码重量、切割时间、口模出料口直径、环境、人员操作等。因此,使用MSA的分析方法定期对熔融指数测量系统进行分析,保证测量系统准确和稳定,对PC产品的生产及加工都非常重要。
1 MSA实施方案设计
用系列标准样品(PC -W18、 PC-W09、 PC -W05)测定聚碳酸酯(PC)材料熔体流动速率。由三名熟练的操作人员进行测量,采用Zwick/Roell熔融指数测量仪测量聚碳酸酯熔体体积流动速率( MVR)。
1.1 样品
本次标准样品 MVR试验样品为聚碳酸酯(PC)颗粒,分别用真空热封袋包装,每组10袋(净含量5 g /袋),共3种30袋,其中: ①第一种(组),待定值标准样品 PC -W18,绿色袋,10袋(净含量5 g /袋);②第二种(组),待定值标准样品 PC -H09,黄色袋,10袋(净含量5g/袋); ③第三种(组),待定值标准样品 PC -W05,绿色袋,10袋(净含量5g/袋)。
每组样品10袋,其中6袋分别用于6次平行定值试验(每次试验用一袋),另外4袋用于预试验、料筒清理或备用。袋上编号为待定值标准样品的计数编号,试验时随机使用。
1.2 测量
1.2.1 检查实验室符合 GB / T 2918—2019《塑料试样状态调节和试验的标准环境》的要求。室温应控制在23℃±2℃,相对湿度应控制在50%±10%。
1.2.2 试验按ISO 1133-1:2011《塑料热塑性塑料熔体质量流动速率(MFR)和熔体体积流动速率(MVR)的测定第2部分:对时间-温度历程和(或)湿度敏感性材料的试验方法》规定进行,试验温度300℃/负荷1.2kg。
1.2.3 标准样品试验操作步骤。
1.2.3.1 标准试验前按照ISO 1133-1:2011的规定对待定值PC 标准样品进行预处理,方法如下:
将一组10个真空包装袋的待定值样品,随机取出6袋(进行编号1~6)分别放于六个玻璃皿中,再放入烘箱或真空干燥箱中进行干燥,料层厚度约5~7mm(每袋样品约5g)。烘箱的烘干温度为(120±3)℃,烘干时间5h;如使用真空干燥箱,烘干温度为(120±3)℃,真空度0.02MPa,干燥时间4h。将干燥好的样品取出,立即置于干燥器内,冷却1h左右至室温后用于定值试验[2]。①样品的预处理过程中,应尽量阻止和减少样品对水分的吸收。实验人员须带干净的称量手套操作,以防止试样通过与皮肤的接触吸潮,且应尽量避免试样暴露在空气中,防止其从大气中吸潮。②烘干后的样品,如放置在装有干燥剂的干燥器内,可用于当日4~6h(推荐的)最长24h内完成定值试验,但每组的6次试验应由3名分析人员连续完成(即不可分为两天分别进行试验):如放置在未加干燥剂的普通防潮密闭容器内的,则需4h内完成要求的6次试验。
1.2.3.2 仪器调至水平。开机,按要求进行试验条件的设定。
1.2.3.3 仪器升温至试验温度300℃,将活塞、料简及口模清理干净,口模放入料筒底部,料筒和活塞恒温至少15min 。注意根据仪器计量检定或校准证书,设定仪器温度时可能需要进行温度修正。连续测试时,每次加样前,都应将口模取出并清理干净。
1.2.3.4 随机取烘干后的标准样品 PC-W18约5g,在20s内加入料筒,用装料杆压实后,立即将活塞插入料筒内,不加负荷,不加口模塞,开始计时,进行预热和 MVR 测定。
1.2.3.5 预热5min 时,将试验负荷1.2kg对应的砝码加到活塞上或进行其他加载操作,让活塞在重力作用下下降。
1.2.3.6 当活塞杆的下参照标线到达料筒上边缘时,开始自动测量。活塞每位移5mm计为一段,记录活塞每下降一段(即位移5mm )所需的时间,连续记录6段的时间(即6个5mm的时间),精确至仪器能够达到的计时精度,至少为0.1s[3]。
1.2.3.7 记录活塞下降位移第一个5mm至第六个5mm的各段位移经历的时间,精确至仪器能够达到的计时精度,至少为0.1s:记录或计算上述各段位移的MVR值,务必保留4位有效数字。试验结果及情况填入试验结果报告单(MVR试验记录表,见附表1)。
1.2.3.8 重复步骤1.2.3.4-1.2.3.7,由3名熟练操作的人员分别对3种PC标准样品(PC-W18、PC-W09、PC-W05)每种进行6次平行(每人进行两组)试验,试验应连续完成(即不可分为两天分别进行试验)。
1.2.3.9 所有试验结果及情况填入试验结果报告单(MVR试验记录表)。
1.3 测量要求
由3名熟练的操作工进行数据测量。通过Minitab进行测量顺序的设计,对测量结果进行收集汇总,对试验过程中环境、样品等出现的异常情况下的数据进行剔除或修正,然后用Minitab质量工具进行统计分析,并对结果可接受性进行判定。
2 熔融指数测量结果
2.1 PC材料熔体流动速率(MVR)的试验结果见表1。
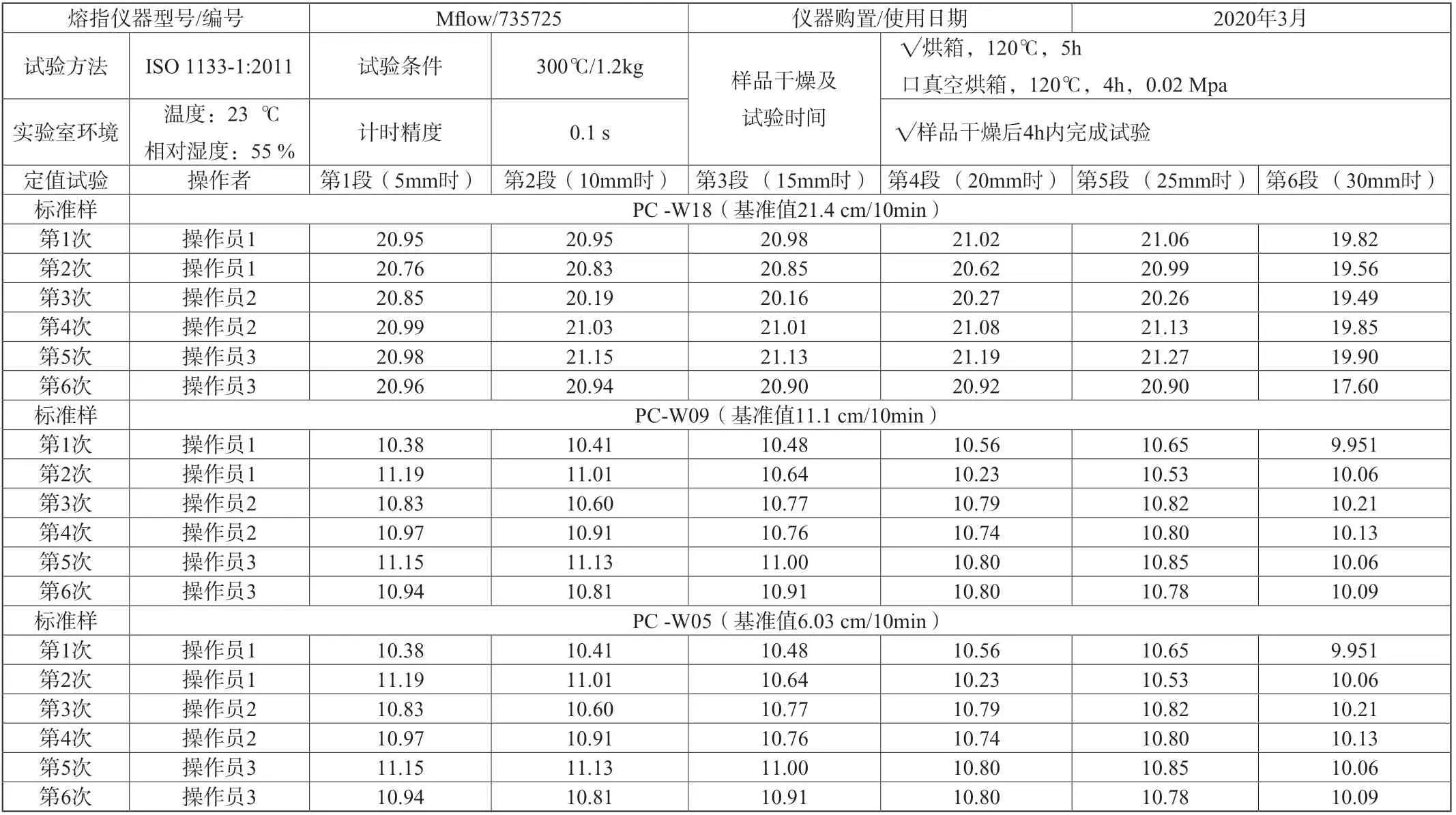
表1 测量标准样品的MVR 试验结果
2.2 数据判别与删减
第6段数据偏差较大,寻找其特别的原因。发现因为每袋标准样品为5g,在取第6段数据时样品量不足使测量条件不稳定,所以在统计分析中删减全部的第6段数据。对第1段~第5段测量结果取平均值作为每次的最终测量数值。见表2。

表2 标准样品(PC-W18、PC-W09、PC-W05)测量数据汇总表
2.3 质量分析
试验数据利用 Minitab软件的质量工具进行分析, 采用量具 R&R 研究(交叉)和量具线性和偏倚研究获得标准偏差、过程变异、线性及偏倚结果。从而判定熔融指数测量过程是否可以接受。
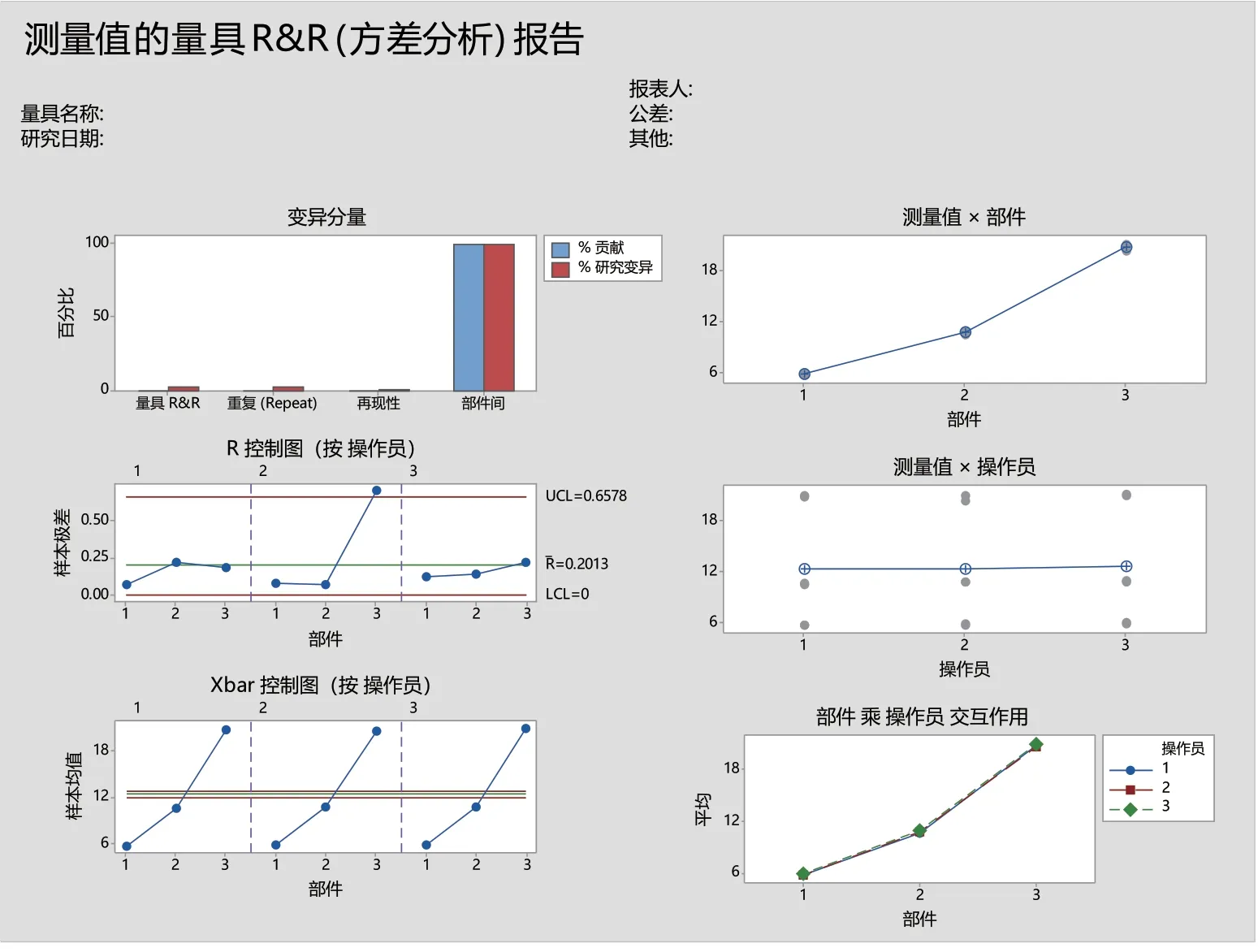
图1 PC熔融指数测量方差分析
2.3.1 量具R&R-方差分析法。熔融指数仪的标准偏差为0.20,过程变异2.64%<10%,说明仪器精密度可以接受。

图2 熔融指数仪的线性和偏倚
2.3.2 量具线性和偏倚。因为0线落在上述偏倚的95%置信区间之外,所以偏倚等于0的假设在α=5%的水平上不可以接受。偏倚值均为负值,说明仪器存在系统的负偏差,应予以调校[4]。
线性百分率(斜率×100 的绝对值)是 2.2,表示测量设备线性占整个过程变异的 2.2%。
参考值的偏倚百分率是12.9,表示测量设备偏倚占整个过程变异的比率小于12.9%。
3 结束语
用MSA系统设计分别对3组基准物质的聚碳酸酯(PC)材料(PC -W18、 PC-W09、 PC -W05)进行试验,从结果可以看出:仪器的过程变异2.64%<10%,其中量具偏倚占整个过程变异的比率小于 12.9%。说明采用Zwick/Roell仪器测量精度可以接受。
