水溶性聚酯与甘油对淀粉/PBAT复合材料增容效果研究
2022-10-26李金汤夏发明王晓广王洪龙王紫霜
李金汤,夏发明,王晓广,王洪龙,王紫霜
(1.武汉纺织大学,纺织科学与工程学院,武汉 430200;2.湖北顶新环保新材料有限公司,湖北 黄石 435200)
传统石油基塑料难以降解且对环境造成严重影响,产生白色垃圾,与国家可持续发展的理念相违背。因此,新型环保生物可降解塑料的开发研究已成为塑料行业未来发展的重要方向之一。对苯二甲酸-己二酸丁二酯(PBAT)和淀粉均具有良好生物降解性能,其中淀粉完全可降解,PBAT在某种条件下也可完全降解,两者均为绿色可降解高分子材料,在微生物和自然环境等作用下,最终降解产物为二氧化碳和水,两者均为绿色环保的终产物,尽可能少地产生环境上的污染,对环境保护具有重要作用[1-5]。其中PBAT是一种生物降解塑料,因其分子链上含有脂肪链段和芳香链段,因此,它综合了脂肪族聚酯优良的降解性能和芳香族聚酯良好的力学性能,同时PBAT还具有良好的延伸性和耐热性能[6-9]。但由于PBAT芳香族链段上苯环的存在,使得降解相对较慢,同时由于其价格要比其它塑料高,故没有在市场上广泛应用[10-12]。而淀粉作为一种天然高分子材料,来源方便,可从植物中直接获取,但淀粉本身并不具备热塑性,因此无法直接得到热塑性淀粉塑料,但通过将淀粉改性,加入PBAT母粒至改性淀粉基体中,通过增容剂的添加以提高两者界面相容性,提高共混材料的实用性能,得到可降解热塑性淀粉塑料,以此降低生产成本并且拓宽淀粉的应用空间,同时还起到缓解环境污染的作用[13-15]。
笔者先将淀粉糊化处理,破坏其结晶结构,用乙醇沉降防止其“回生”,产生重结晶现象,制得消晶淀粉。再加入甘油使淀粉塑化,后加入水溶性聚酯(PVE)作为增容剂,与PBAT经过双螺杆高温剪切共混挤出切粒,而后注塑制得淀粉/PBAT共混材料,研究PVE、甘油的用量对淀粉/PBAT共混材料微观结构和相关性能的影响。实验中用到的PVE为自制可降解增容剂,其主要原料为PBAT与间苯二甲酸-5-磺酸钠,两者在催化剂、稳定剂等条件下可发生双元缩聚合成反应生成PVE。通过引入磺酸盐单体使其具有水溶性;通过PBAT的结构以调节其规整度,使其呈现非晶态,其分子量在6 000~12 000之间,玻璃化转变温度为45~65℃。
1 实验与测试
1.1 主要原材料
玉米淀粉:食品级,长春大成玉米有限公司;
PBAT:巴斯夫C1200,粒料,德国巴斯夫化工(中国)有限公司;
乙醇、甘油:分析纯,国药集团化学试剂有限公司;
PVE:粒料,湖北顶新环保新材料有限公司。
1.2 主要设备与仪器
恒温水浴锅:HH-4型,常州国字仪器制造有限公司;
高压反应釜:DHG-9240A型,上海精宏实验有限公司;
双螺杆挤出机:SHJ-20型,南京杰恩特机电有限公司;
微型注塑机:SZS-15型,武汉瑞鸣实验仪器有限公司;
扫描电子显微镜(SEM):JSM-5600LV型,日本电子光学公司;
X射线衍射(XRD)仪:Empyrean型,荷兰帕纳科公司;
热失重(TG)分析仪:TG209F1型,耐驰科学仪器商贸有限公司;
万能材料测试仪:YG028型,温州方圆仪器有限公司。
1.3 淀粉/PBAT/PVE/甘油共混材料的制备
将玉米淀粉在50℃中烘干12 h,而后将其置于适量的蒸馏水中超声震荡搅拌0.5 h,制成质量分数为10%的玉米淀粉乳,在高压反应釜中125℃密闭高压反应0.5 h,待结束后,用乙醇醇沉反应产物并离心,静置0.5 h后取下层沉淀物备用。
将四种原料按照表1所示的配方在高速搅拌机中混合均匀后,经过挤出机的熔融共混挤出作用,制得淀粉/PBAT/PVE/甘油切粒,其中Ⅰ区至Ⅵ区的熔融挤出温度分别为130,155,155,155,155,150℃。后将得到的切粒在标准注塑机上按照ISO527-2-2012标准制备得到哑铃样条,后将样条在25℃环境下调节48 h,用于各种性能测试与表征。
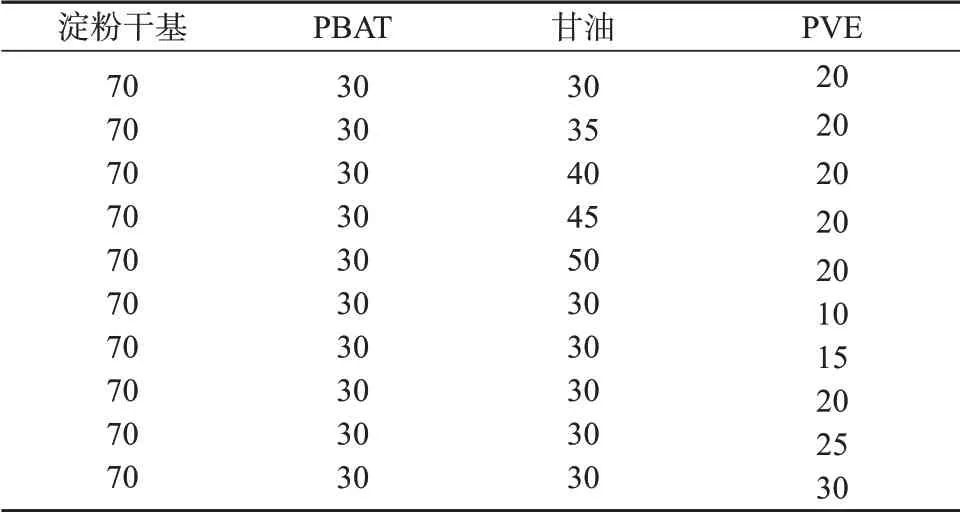
表1 淀粉/PBAT/PVE/甘油共混材料质量配比 %
1.4 性能测试
SEM测试:将所得样条于液氮中脆断,并对其断面喷金,观察样条的微观断面形貌,其中设定加速电压10 kV;放大倍数10 000倍。
XRD分析:采用XRD仪对样条的晶体结构进行测试表征,采用Cu靶(λ=1.541 8 nm),其中测试管压40 kV,管流40 mA。
TG测试:使用TG仪对淀粉/PBAT/PVE/甘油共混材料热稳定性进行测试。在氮气保护下,以10℃/min的速率从20℃升温到800℃;
力学性能测试:根据ISO 527-2-2012测试标准采用电子万能材料试验机对标准样条进行拉伸性能测试,设定拉伸隔距30 mm,张力20 N,各个样条测试20次后取平均。
2 结果与分析
2.1 甘油含量对淀粉/PBAT/PVE/甘油共混材料性能的影响
(1)甘油含量对共混材料结晶性能的影响。
图1为不同甘油含量共混材料的XRD图谱,表2为不同甘油含量共混材料的结晶性能参数。由图1及表2可知,随着甘油含量的增加,处于14.1°处的特征峰型弥散,说明小分子甘油充分进入到糊化淀粉分子内部以及糊化淀粉颗粒之间,削弱糊化淀粉氢键从而降低淀粉结晶度,同时甘油对PBAT具有一定的润滑作用,因此共混材料的结晶度产生下降,但下降趋势并不明显。
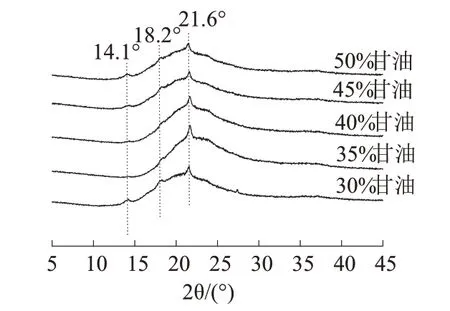
图1 不同甘油质量分数时共混材料XRD图谱
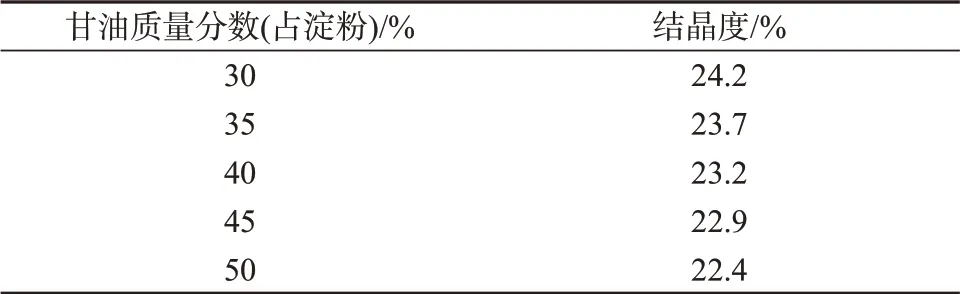
表2 不同甘油质量分数时共混材料结晶性能参数
(2)甘油含量对共混材料力学性能的影响。
表3为不同甘油含量共混材料的力学性能表征数据,从表中得知随甘油含量的增加,共混材料的拉伸强度先缓慢上升基本保持稳定而后下降,在甘油质量分数为40%时,达到最大为32.2 MPa。这是由于随甘油含量逐渐增多,糊化淀粉塑化程度越来越高,使得糊化淀粉颗粒在PBAT基体里排列更规整,一定程度上提高共混材料拉伸强度但幅度不大;当甘油的质量分数大于40%时,糊化淀粉过度塑化,大量甘油溢出,以游离的状态分布在淀粉与PBAT之间,使得分子间更易产生滑移,进而使得共混材料拉伸强度急剧下滑,断裂伸长率上升。综上分析,选择30%甘油作为淀粉/PBAT的增塑剂较为理想。
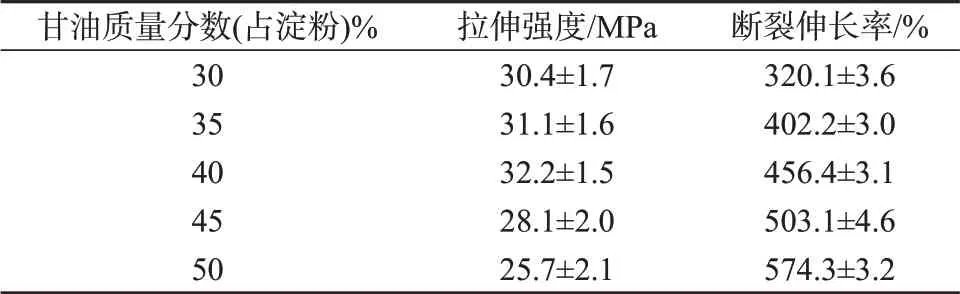
表3 不同甘油质量分数时共混材料力学性能
2.2 PVE含量对淀粉/PBAT/PVE/甘油共混材料性能的影响
(1)PVE含量对共混材料微观形貌的影响。
图2为不同含量PVE共混材料断面图,放大倍数为10 000倍。其中图2a没有加入PVE,图2b~图2e的PVE的质量分数分别为10%,15%,20%,25%。由图2可以看出,随PVE的加入,糊化淀粉与PBAT之间没有分界线,两相体系相容性变好。说明PVE可以增加糊化淀粉与PBAT之间的粘附力,能够使PBAT颗粒分散至糊化淀粉连续相中,不会因团聚现象的产生而出现界面和空隙空洞。但仍能观察到少部分PBAT颗粒未能分散至糊化淀粉连续相里,可能是由于PVE的含量不足。
图2b、图2c分别是PVE质量分数为10%,15%的共混材料SEM图,相较于图2a,观察到颗粒明显变少,PBAT颗粒相比分散更加均匀。图2d、图2e分别是PVE质量分数为20%,25%的共混材料SEM图,基本观察不到颗粒团聚现象,PBAT均匀分散在糊化淀粉连续相中。当PVE的质量分数较少时,即低于20%时,能够观察到少部分PBAT颗粒,说明PBAT颗粒分散不均匀,当PVE质量分数高于20%时,两者分界线逐渐消失,PBAT大颗粒均匀分散在糊化淀粉的基体中,此时不会产生明显的“分相”现象,两者充分相容,相容性得到显著提高。
(2)PVE含量对共混材料结晶性能的影响。
图3为淀粉/PBAT/PVE/甘油共混材料的XRD谱图,由图3可以看到,PBAT特征峰仍然存在,随PVE含量的增加,某些特定角度的特征峰型弥散、偏移,说明PVE使糊化淀粉均匀分散在PBAT中,糊化淀粉的存在阻碍了PBAT链段的运动,导致PBAT的某些特征峰削弱甚至消失。同时还能看到随PVE含量的增加,PBAT特征峰强度逐渐减弱。
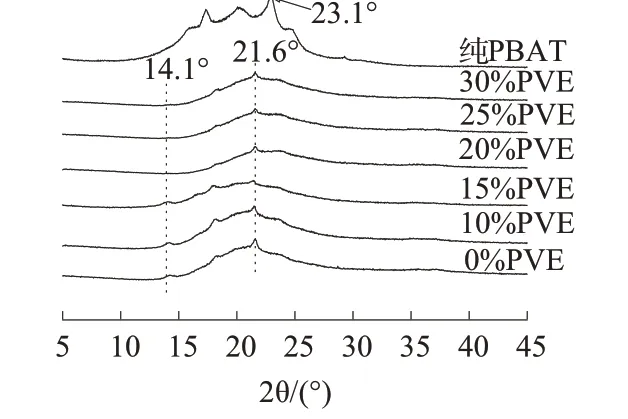
图3 不同PVE质量分数时共混材料XRD曲线
表4是参照徐斌[16]等所述的方法得到的不同PVE含量的共混材料的结晶度。从表4可以看出,共混材料的结晶度下降,由30.2%逐步下降至22.6%,这不仅是由于糊化淀粉颗粒阻碍PBAT链段的运动,还有糊化淀粉对PBAT的结晶过程中存在异相成核作用[17],使得结晶度下降。同时,14.2°处特征峰随PVE含量的增加而逐渐消失,说明PVE在增容的同时还有塑化的作用,使得糊化淀粉的结晶度也产生下降。(其中2θ=14.2°处为糊化淀粉的特征峰)。
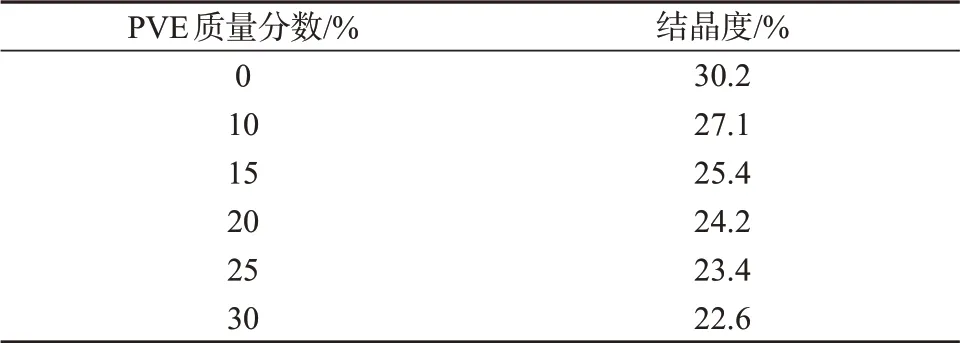
表4 不同PVE质量分数时共混材料的结晶性能参数
(3)PVE含量对共混材料热稳定性能的影响。
图4是不同PVE含量的共混材料TG和DTG曲线 图,其 中 图4a是TG曲 线图,图4b是DTG曲线图。表5是不同PVE含量的共混材料的热失重参数,从左到右依次为糊化淀粉开始分解(Td,1)以及最大分解速率温度(Tm,1)、PBAT开始分解(Td,2)以及最大分解速率温度(Tm,2)。从图4和表5中可以看到,在150℃之前为共混材料中部分水分的蒸发引起的质量下降,150~300℃左右为甘油的挥发引起的质量下降,300~400℃左右为淀粉的热分解引起的质量下降,400℃左右为PBAT的热分解从而引起质量的下降。随PVE含量的增加,共混材料的热分解温度与最大热分解速率温度均产生下降,可能由于PBAT大分子更加均匀分散在糊化淀粉颗粒中,很大程度上阻碍了分子链间的运动,从而抑制了PBAT的结晶能力,与上述XRD谱图中纯PBAT在23.1°,17.3°处的特征峰随增容剂PVE的加入逐渐向左偏移且峰强度逐渐减弱保持一致。即对应的衍射角度变小,层与层之间间距增加,表明有更多淀粉分子嵌入至PBAT分子之间,破坏其规整性,降低其结晶度,导致热稳定性下降。
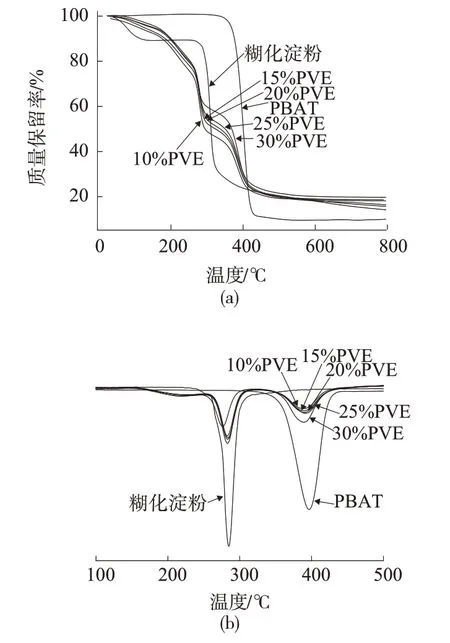
图4 不同PVE含量的共混材料的TG和DTG曲线
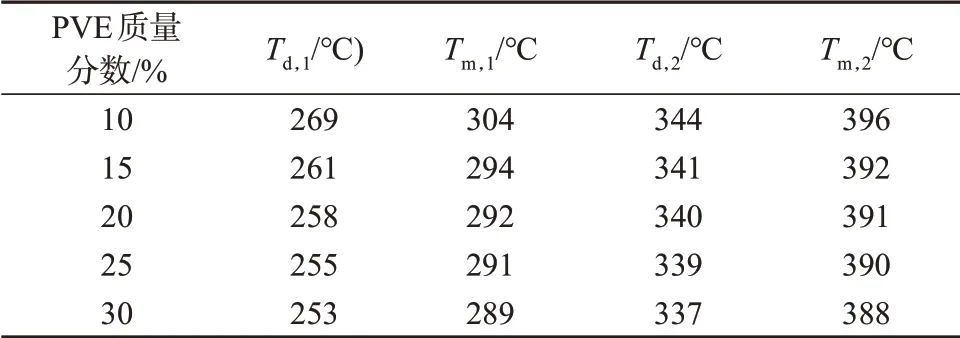
表5 不同PVE质量分数时共混材料的热失重参数
(4)PVE含量对共混材料力学性能的影响。
表6为不同PVE含量的淀粉/PBAT/PVE/甘油共混材料的力学性能数据。由表6可以看到,共混材料的拉伸强度随PVE含量的增加是先上升后下降,但断裂伸长率是一直上升。在PVE的质量分数从0到20%增长的过程中,共混材料的拉伸强度不断上升,这是由于随PVE含量的增加,PBAT颗粒在糊化淀粉连续相中分散更均匀,PBAT作为大分子颗粒填充物,在糊化淀粉连续相中起到颗粒增强的作用,从而有效提升共混材料的拉伸强度。且当PVE质量分数达到20%时,拉伸强度达到其峰值30.4 MPa。当PVE的含量继续增加,拉伸强度产生明显下降,可能由于PVE作为一种高分子增容剂,少量的PVE有利于促进PBAT大颗粒在糊化淀粉中的均匀分布,基于PBAT在糊化淀粉连续相中的颗粒增强作用,其强力有所提高。PVE质量分数高于20%时,多余的PVE无法有效增容淀粉与PBAT,反而会起到“分相”的作用,最少形成两种相态,而不同相态的相互作用不同,存在一定缺陷,使得共混材料的拉伸强度下降,此外多余的PVE在共混体系中可能起到润滑增塑的作用,使大分子链段产生滑移,从而引起拉伸强度的损失降低。
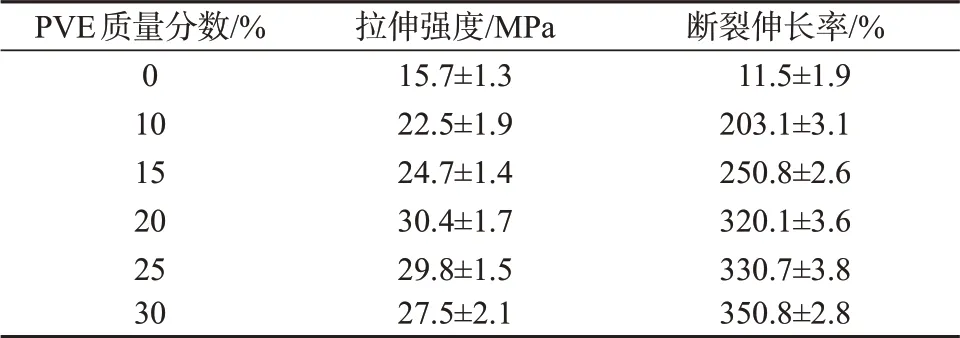
表6 不同PVE质量分数的共混材料的力学性能
3 结论
选用PVE作增容剂来提高糊化淀粉与PBAT之间的相容性,研究了PVE、甘油含量的变化对共混材料性能的影响,主要有以下结论:
(1)PVE的使用可以有效增容糊化淀粉与PBAT体系,且在一定范围内,PVE的用量增加,使得PBAT颗粒均匀分散在糊化淀粉基体中,两者之间相容性明显提高,共混材料的熔融温度下降。糊化淀粉和PBAT的特征峰强度减弱,说明共混材料的结晶度在下降,且共混材料热稳定性随着PVE的加入也产生一定下降,与结晶度下降相互印证。随着甘油含量的增加,其结晶度产生小幅度下降,说明小分子甘油充分进入到糊化淀粉分子内部以及糊化淀粉颗粒之间,削弱氢键作用从而降低其结晶度,且甘油对PBAT具有一定的润滑作用,使得共混材料结晶度下降。
(2)力学性能测试表明,随着PVE含量的增加,共混材料的拉伸强度不断上升,当PVE质量分数为20%时,达到峰值为30.4 MPa,PVE的含量继续增加,拉伸强度在下降,断裂伸长率一直增加。随着甘油含量的增加,共混材料的拉伸强度不断上升但幅度较小,当甘油质量分数超过40%时,拉伸强度迅速下降,断裂伸长率不断增加。综合考虑,使用20%PVE、30%甘油可使共混材料表现出较好的综合性能。