PTA换热装置用国产化钛焊管关键性能分析
2022-10-20鲁蓉蓉李军兆孙清洁曾宪山
鲁蓉蓉,李 强,李军兆,孙清洁,曾宪山
(湖南湘投金天新材料有限公司,湖南 益阳 413000)
精对苯二甲酸(以下均简称PTA)是一种重要的大宗有机化工原料之一,其原材料是对二甲苯(PX),追溯到源头是石油,下游主要与乙二醇(EG)生产聚对苯二甲酸乙二醇酯纤维(PET),还可以与1,4-乙二醇等反应生产相应的酯,主要用于生产聚酯。其中PET合成纤维占世界合成纤维总产量将近80%,是合成纤维最主要的品种。PET还用于电影胶片、涂料、油漆及工程塑料的生产。PTA还可用生产附加值更高的聚对苯二甲酸丙二醇酯纤维(PTT)、聚对苯二甲酸丁二醇酯纤维(PBT)。从产业链上看,PTA上承对二甲苯和石油,下接聚酯类产品,是石化和聚酯产业链的分水岭,具有承前启后的作用。此外,聚酯还用于生产非纤维产品。
据《中国化工信息》报道,全球超过80%的精对苯二甲酸产能集中在亚洲,我国已经成为全球最大的PTA生产国,在全球PTA产能占比中占49%;近年来PTA行业受到下游聚酯市场的鼓舞,涌现出大连恒力、浙江逸盛、嘉兴桐昆等一大批优秀民营企业投身PTA行业建设,2019~2022年将成为PTA产能增长的又一个高峰,未来将有至少3000万吨新增产能处于在建或拟建状态,PTA换热装置用钛管量市场潜力巨大[1]。
目前,国内PTA换热装置用钛管大多依赖进口钛焊管或采用钛无缝管,进口钛焊管价格居高不下,并且交货周期长,而无缝管采用轧制拉拔工艺生产制造,加工工序多、生产周期长、效率低,工艺过程涉及酸洗等环节,会造成一定的环境污染。而钛焊管生产效率高、成材率高,无环境污染,具有比钛无缝管更多的生产优势。故基于现在国产钛带、钛焊管生产技术的高成熟度,以及在环保、成本、交货期、性能等各方面的优势,PTA用高性能耐腐蚀钛焊管国产化急需推进,努力打破国际垄断,解决“卡脖子”关键技术,改变我国长期依赖进口的局面,替代进口钛焊管,并进一步用国产钛焊管逐步替换钛无缝管,保护绿水青山。让钛焊管尤其是国产钛焊管能够成为国内用钛管的主流,成为重要的行业使命,实现PTA用高性能耐腐蚀钛焊管的规模化国产应用,带动钛产业链自主化、国产化制备等一系列关键技术发展,促进产品产业迈向中高端。
1 PTA换热装置工况特点
1.1 使用场所
从目前的生产工艺来看,主体PTA装置由氧化和加氢精制两个重要单元组成,其中氧化单元是整个PTA装置中腐蚀环境最为苛刻的地方,包括氧化反应器和氧化反应器顶部的各级冷凝器。氧化反应器,温度高、压力高,温度高达191℃,压力一般有1.25MPa。温度最低处,即最后一级冷凝器的管程出口温度也有126℃。所以在这里所有与工艺介质接触的地方均采用了高性能钛材,其中多级冷凝器应用了钛管。结晶单元主要由结晶器和其顶部冷凝器组成,其腐蚀介质与氧化单元相仿,只是温度和压力稍低。脱水塔再沸器和溶剂汽提塔再沸器换热管的温度为120℃的管程以及第一、二进料预热器管程均使用钛管[2,3]。
1.2 工况特点
PTA装置工艺介质主要为对二甲苯、醋酸、氮气、氧气,主要腐蚀介质是含氧及含溴离子的醋酸,且温度和压力较高。常用的耐腐蚀管材双相不锈钢、316L、304L、317L等不锈钢换热管在PTA装置中也无法胜任,使用寿命较短,有些甚至投运只有半年即出现严重的腐蚀泄露。主要原因是不锈钢表面的氧化膜,在含有溴离子的醋酸溶液中被破坏,溴离子吸附在换热管表面,与其他部位存在电位差,产生点蚀,醋酸在溴离子的环境下,加上温度的影响,强烈加速对换热管的均匀溶解腐蚀。而钛管对含有溴离子的醋酸溶液具有很好的耐腐蚀性,所以PTA装置所有与工艺介质接触的管程推荐采用高性能钛管[2-5]。文章对常规的钛焊管生产工艺基础上改良工艺流程,并加强焊缝质量控制技术生产的高性能耐蚀钛焊管进行大数据性能分析,结果表明不仅满足PTA换热装置用钛焊管高品质的要求且产品力学性能、焊缝宏观形貌、工艺性能等产品质量稳定性较好,达到国内领先水平及国际水平。高性能耐蚀钛焊管在继核电热交换器用钛换热管国产化后的另一进程——实现PTA化工领域国产化。
2 性能分析
2.1 铁离子控制
工业纯钛中的杂质含量对钛的力学性能影响很大,杂质含量增多,可以提高其强度而减低其塑性,其中氢对钛的力学性能的影响主要体现在氢脆上,在250℃开始吸氢,出现氢脆现象;铁对钛材的耐蚀性非常有害,含量较高时,更易发生点蚀,加速钛焊缝选择性腐蚀,为氢扩散到钛内部提供通道进而形成氢脆[2,6,7]。在引进国外诸如英威达工艺之时,国外均采用低Fe低H成分的GR2牌号钛焊管作为氧化反应器和结晶器的冷凝器、脱水塔再沸器和溶剂汽提塔再沸器以及第一、二进料预热器等换热管主要选材对象。随机取样检测公司生产的PTA换热装置用高性能钛焊管化学成分如表1所示。

表1 钛焊管化学成分
另一方面,铁离子对PTA的氧化反应有强烈的抑制作用,且铁离子浓度越高,抑制作用越强;同时产品灰份变大,外观变差,反应副产物增加,降低PTA的生产经济效益[6]。针对PTA装置的特点,除了控制原材料的铁含量,还需控制钛焊管在生产过程中表面的铁污染。因为当钛带表面被铁污染,经焊接后,在焊缝及热影响区会形成硬而脆的TiFe相,使焊缝区的力学性能与抗腐蚀性能大大降低;若钛带表面与钢制工具接触,避免不了有铁微粒嵌入钛带表面,破坏了表面的钝化膜,在腐蚀介质的作用下,钛作为阴极,铁粒作为阳极,遭到侵蚀,形成点蚀,逐渐诱发该蚀坑下钛的腐蚀;在高温腐蚀介质中,被铁污染破坏了的钛表面,还会被氢离子乘虚而入,加快吸氢,导致氢脆[7]。针对以上钛被铁污染后的种种危害,公司主要采取的措施有:1、避免钛焊管在生产全过程与钢制工具的接触;2、对生产线进行了洁净改造,建立一个实时监控的正压洁净空间,避免生产环境中的铁离子污染带材表面,增加焊缝处铁离子含量,影响焊接质量。同时,定期对洁净室进行菲啰啉实验,保证洁净度。3、严格控制原材料钛带的表面质量及产品的表面质量,每炉钛带取一个试样作铁离子污染检测。4、每成品箱钛焊管数量的5%进行铁离子污染检测,每根管材取样不少于3点。5、铁离子污染检测采用蓝点实验法,即用试剂擦拭后表面不得出现蓝色或绿色[6-8]。
2.2 力学性能
良好的力学性能是钛焊管产品优良的基本保障。公司具备丰富的钛焊管焊接工艺技术和热处理工艺,每批产品均按国家标准和客户要求取样进行拉伸试验(室温)、压扁试验、扩口卷边试验、反向展平、硬度等试验,产品力学性能可以较好的控制在一定的区间内,保证产品的良好品质。
为了评估PTA换热装置用高性能耐腐蚀钛焊管力学性能的生产过程能力,利用质量管理统计分析软件Minitab统计分析了2178个试样的室温力学性能:抗拉强度(Rm/Mpa)、规定非比例延伸强度(Rp0.2/Mpa)、断后伸长率(A50/%)以及焊缝、母材、热影响区维氏硬度以及硬度差的过程能力。具体方法为,Minitab软件的统计→质量工具→过程能力分析,执行正态能力分析:图1为2178个试样抗拉强度(Rm/Mpa)、规定非比例延伸强度(Rp0.2/Mpa)、断后伸长率(A50/%)的过程能力分析图,图2为2178个试样母材、焊缝、热影响区维氏硬度以及硬度差的过程能力分析图。
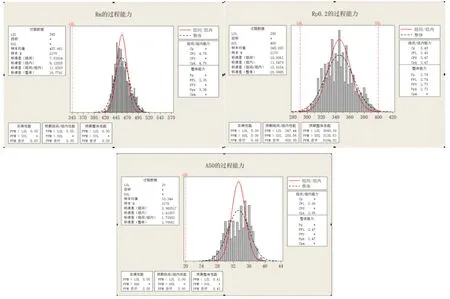
图1 室温力学性能过程能力分析
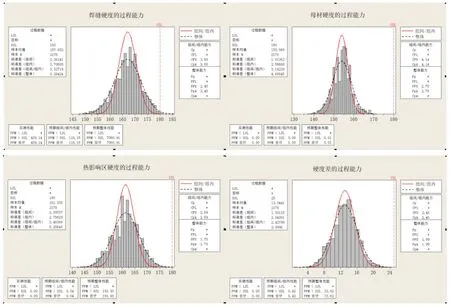
图2 硬度的过程能力分析
通过Minitab软件的过程能力分析,采用Cpk和Ppk基于过程的位置和展开来分别评估国产高性能耐蚀钛焊管抗拉强度(Rm/Mpa)、规定非比例延伸强度(Rp0.2/Mpa)、断后伸长率(A50/%)、焊缝、母材、热影响区维氏硬度以及硬度差的组间/组内能力以及其整体能力,从过程能力分析图表可以清晰看出Rm、Rp0.2、A50、焊缝、母材、热影响区维氏硬度以及硬度差的组间/组内能力Cpk分别为4.76、3.47、3.86、3.68、4.14、2.69、2.46,整体能力Ppk分别为3.36、2.73、2.47、2.45、2.78、1.78、1.99,均大于1.33,1.33是大部分行业评估产品生产过程能力的基准值,即表示产品力学性能的过程能力满足,符合产品质量要求,产品采用抽样检查即可。且能力指标Cpk和Ppk均大于1.67,还说明国产高性能耐蚀钛焊管,力学性能的生产过程能力充分,稳定性较好,满足PTA换热装置用换热管严苛的工况对钛焊管力学性能的高标准要求。具体可见,表2国产高性能耐蚀钛焊管力学性能过程能力稳定性分析评价表。
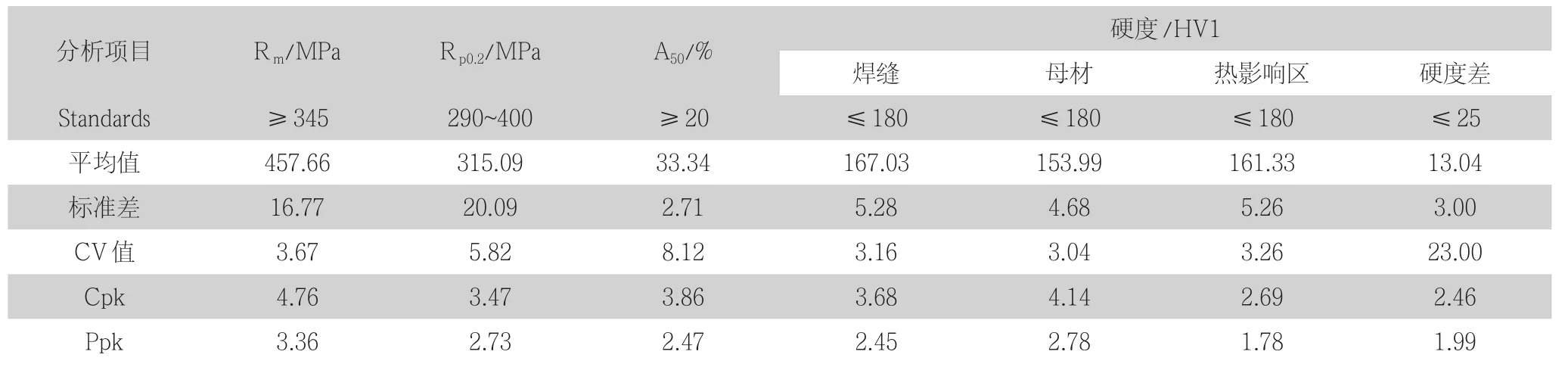
表2 力学性能稳定性评价
2.3 焊缝宏观形貌
焊缝质量是钛焊管的生命线,是决定产品服役安全性的关键保障,公司通过实际生产,积累了丰富的经验,一直致力于研究焊接工艺与控制焊缝质量之间的联系,掌握了焊接核心工艺参数,有效控制焊缝宏观形貌,母材、焊缝、热影响区以及硬度差,大大提高焊接稳定性和可靠性,实现高性能耐蚀钛焊管批量、高效、连续、稳定的生产。
焊缝宏观形貌在放大20至50倍下检验:焊缝接头无咬边、夹渣、裂纹等缺陷;焊缝与母材之间应平滑过渡,焊缝表面应光滑;焊缝厚度T应不小于母材厚度t0,焊缝外侧应与母材平齐,焊缝最厚度与母材厚度之差≤0.15mm,熔合线壁厚不低于母材壁厚的90%。随机取样3个钛焊管的焊缝宏观相貌图如下:
从图3和表3数据分析可知,焊缝宏观形貌在放大50倍下,焊缝接头无咬边、夹渣、裂纹等缺陷;焊缝与母材之间应平滑过渡,焊缝表面应光滑;焊缝厚度T大于母材厚度t0;焊缝外侧与母材平齐,即外焊缝余高为0;内焊缝余高分别为0.075mm、0.074mm、0.064mm小于标准值0.12mm;焊缝最厚度与母材厚度之差分别为0.135mm、0.108mm、0.027mm均小于标准值0.15mm;左右熔合线厚度均不小于母材壁厚的90%。均符合标准和客户要求。
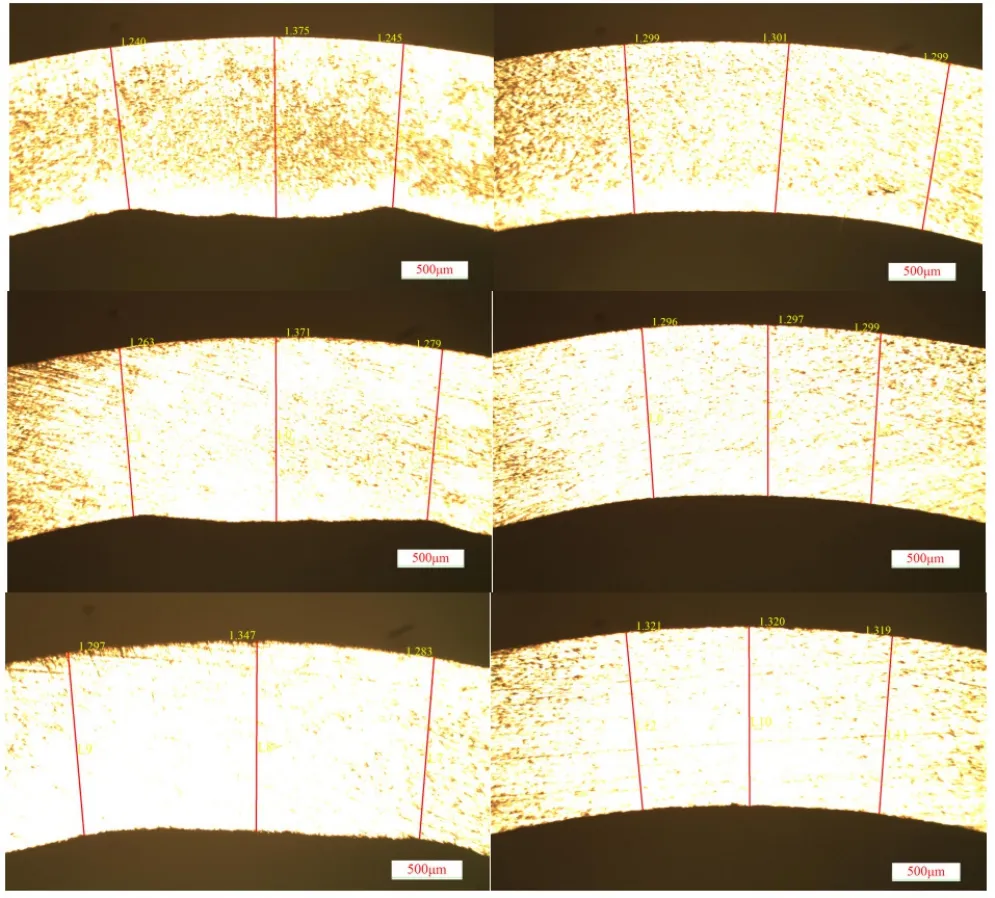
图3 焊缝宏观形貌

表3 焊缝宏观形貌
2.4 工艺性能
工艺性能也是反映焊缝质量品质的重要指标,实际生产中,对每批钛焊管取样进行压扁试验、扩口卷边试验、反向展平试验等工艺性能检测,保证产品质量。
3 结语
(1)公司生产的钛焊管抗拉强度(Rm/Mpa)、规定非比例延伸强度(Rp0.2/Mpa)、断后伸长率(A50/%)、焊缝、母材、热影响区维氏硬度以及硬度差的能力指标Cpk和Ppk均大于1.33且大于1.67,产品的能力满足且能力充分,稳定性较好,满足PTA换热装置对钛焊管力学性能的高要求。
(2)通过对钛焊管其他关键性能,焊缝宏观形貌、工艺性能等的随机取样分析,公司生产的钛焊管均满足PTA换热装置特殊工况对换热管的要求。
(3)2019年,PTA用高性能耐腐蚀钛焊管研制与国产化成果通过了中国纺织工业联合会科技发展部鉴定的科技成果;2020年,PTA用高性能耐腐蚀国产化钛焊管,批量开车生产;2021年已应用在恒力石化PTA项目;目前,项目已在安装调试中,预计2022年年底前将正式投产运行。
