HACCP在婴幼儿米粉生产中的应用
2022-10-20许洁纯
1 研究对象
本文以婴幼儿米粉生产工厂为研究对象,对婴幼儿米粉生产过程中的原料、成品、半成品以及婴幼儿米粉生产操作环境、设备、容器等流程进行分析,控制可能影响婴幼儿米粉质量的危险因素,制定针对性HACCP方案,同时成立质管小组,确保HACCP开展与实施[1-2]。
2 研究方法
2.1 HACCP方法
HACCP体系共由7部分组成,分别是危害分析(HA)、确认关键点(CCP)、确定关键限值、确定监控措施、建立纠偏措施、建立审核措施和建立记录保存措施。依据HACCP原理与方法,在婴幼儿米粉生产流程中,全面且系统分析影响婴幼儿米粉食品安全的危害因素,确定CCP(具有预防、减轻或消除危害的加工环节),根据CCP控制危害因素,同时密切监测控制效果。及时纠正偏差,随时校正和补充控制方法。
2.2 统计学方法
研究数据录进Excel工作表,并计算合格率,用Statistics 22.0软件分析数据,χ2检验,P<0.05表明数据有差异。
2.3 HACCP体系应用
对婴幼儿米粉生产流程进行危害分析,并确立关键控制点。经危害分析,确定4个关键控制点(CCP),即原料(CCP1)、工作台(CCP2)、车间空气(CCP3)以及操作人员的手(CCP4)。
根据《食品安全国家标准 食品经营过程卫生规范》(GB 31621—2014),对以上关键控制点制定改进措施。
3 婴幼儿米粉生产工艺流程
①原料验收:定点收购,检验原料理化性质,保证质量。②熏蒸:大米先熏蒸,去除米虫。③清洗、浸泡:每100 kg大米加水60~80 kg,翻洗后,水放掉,重复3次,再加水足量,浸泡30 min。④磨浆:使用牙板磨对浸泡后的大米进行磨浆。⑤调浆:根据米浆质量分数计算加水量,制作米浆。⑥加酶:淀粉酶加水稀释,边搅拌边加入米浆。⑦预热:使用射流加热器,加热至50~80 ℃。⑧酶解:酶解保温5~15 min。⑨钝化:射流加热器,加热米浆(瞬间)至90~100 ℃,保温3~6 min。⑩调配:按照配方,称取各种辅料,逐一加入,制作浆料。⑪ 磁铁栅栏拦截:拦截金属碎屑。⑫滚筒干燥:压力0.3~0.6 MPa,电机频率20~50 Hz。 ⑬打片:辊筒上刮下来的产品,打成小碎片。 ⑭粉体泵输送:经粉体泵,将打片好的米粉送至储存桶。 ⑮暂存桶混合:预混热敏性物料,干混搅拌打片后的米粉,制成最终产品。⑯称量包装:检查、消毒后,定量包装。 ⑰金属检测:金属探测器。 ⑱装箱入库:装箱、入库,合格后,放置合格证,清晰标注。
4 危害分析及关键控制点确定
由于婴幼儿米粉生产流程较复杂,基于原料质量、设备配置等因素影响,极易导致发生微生物感染,影响婴幼儿米粉质量。对此,以婴幼儿米粉生产企业为对象,系统性追踪婴幼儿米粉生产中多个环节的微生物危害情况,确定关键控制点,为婴幼儿米粉产品质量的提高提供有效指导。婴幼儿米粉的危害分析及HACCP方案见表1。
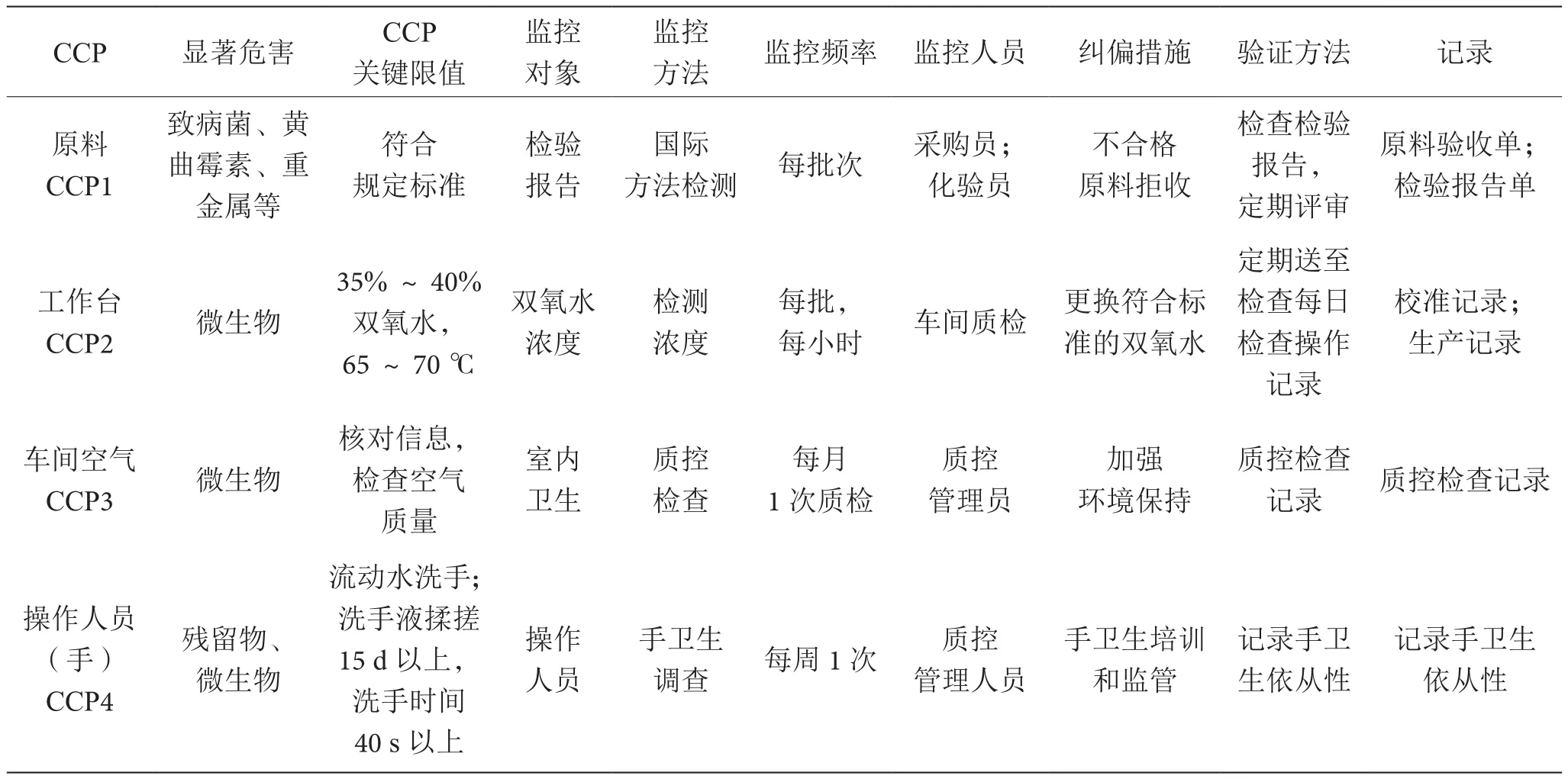
表1 婴幼儿米粉的危害分析及HACCP方案表
5 HACCP控制措施
5.1 原料的控制
原料的控制主要是原料微生物控制,以及大米重金属(铅、镉)、真菌毒素(黄曲霉毒素B1)的控制。当前,很多奶粉加工厂均是直接购买原料进行加工。这就要求购买符合质量标准的原料,同时需要避免运输包装破损而产生污染,以及贮存过程中虫害的影响。由此可见,为保证原料质量,需保持环境整洁干净,包装袋完好[3]。积极做好源头工作,积极控制婴幼儿米粉加工过程质量,提高食品安全信用管理,做好原料、生产等工作,不断提高产品质量,保证产品安全性[4]。
GB 2762—2017第1号修改单“食品中镉限量指标”中增加婴幼儿谷类辅助食品,镉限量要求为0.06 mg·kg-1。在《婴幼儿辅助食品生产许可审查细则》(2017版)中,也明确规定婴幼儿谷类辅助食品的大米应每批次进行铅、镉项目检验。为更好地控制产品中铅、镉、真菌毒素的含量,可以提高主要原料大米的批次检验标准,定为铅≤ 0.1 mg·kg-1,镉≤ 0.04 mg·kg-1、黄曲霉毒素 B1≤ 0.3 µg·kg-1。
5.2 工作台的微生物控制
保持操作间环境整洁、干净,及时清洗工作台,维持工作台洁净度,清洗的同时还需做好消毒工作。工作台与原料接触面,应选择光滑、无裂缝、无凹陷的平面,不仅能降低清洁难度,还可以提高清洁效果,避免污垢、食品碎屑、有机物蓄积[5]。
5.3 操作人员的卫生管理
操作人员是婴幼儿米粉生产流程中重要组成部分,做好其卫生管理对保证食品安全质量有明确价值。对于此,应加强操作人员健康管理,定期开展健康体检,0.5~1年体检1次,未获得健康证者不可参与工作。患有伤寒、痢疾、甲肝等消化道传染病及渗出性皮肤病等影响食品安全的人员,抑或是伤口未愈合的人员,均不得参与婴儿米粉生产工作。企业应根据工厂具体情况,对其工作进行合理调整,以保证食品安全。此外,还需严格管理和控制操作人员的个人卫生,建立健全完善的更衣、洗手等操作规范流程,做好岗前培训及考核。制定工作服清洗保洁制度,操作人员的工作服、工作帽等,均应在每日工作完成后进行清洗和消毒。
5.4 车间空气中微生物的控制
完善车间管理,车间内布置通风设施,自然通风、人工通风均可,达到控制异味,降低污染的效果,进而提高婴幼儿米粉的食品安全和婴幼儿米粉的产品特性。生产婴幼儿米粉时,还应在清洁作业区设置温湿度控制装置,合理控制空气温湿度。清洁作业区还宜安置空气调节设施,保持空气清新,避免蒸汽凝结。一般作业区则宜安置通风设施,保持空气流通性,促进污浊空气和潮湿空气及时排出。厂房内对空气质量要求较高,故在调节空气、排气、使用风扇时,应严格把控空气流通途径,空气从高清洁度区域流入低清洁度区域,避免交叉污染。实施过滤净化处理清洁食品接触面或设备的压缩空气或其他气体,积极预防和减少间接污染的发生。清洁作业区,其空气菌落总数宜控制<30 CFU/皿,准清洁作业区空气菌落总数<50 CFU/皿。每班生产前,对空气进行消毒,使用紫外线灯或电子灭菌灯照射,照射10~15 min,每周进行一次车间内的臭氧消毒工作。
6 HACCP工作成效分析
HACCP实施后,各环节微生物数量明显减少。HACCP控制前后,菌落总数存在明显差异(P<0.05)。
7 结论与讨论
近年来,随研究深入以及人们健康意识提升,婴幼儿食品安全愈发得到临床重视。为保证婴幼儿食品安全,满足婴幼儿营养需求,保证营养均衡,促进婴幼儿健康发育,本文对婴幼儿米粉生产过程开展HACCP分析,结果显示原料、工作台和车间空气以及操作人员手卫生是婴幼儿米粉生产质量的关键控制点。此外,镉是一种存在于环境中的污染物。食物中的镉通常不会造成急性中毒,但长期大量摄入可能会造成潜在的慢性损害。此外,农副产品较易感染产黄曲霉毒素的霉菌,如发霉变质的花生、玉米、小麦和变质的大米等,这是对人类健康危害极为突出的一类霉菌毒素。大米作为婴幼儿米粉的主要原料,需严格控制镉、铅、黄曲霉毒素B1的含量,格外关注婴幼儿食品安全性。为保证婴幼儿米粉产品质量,本文以婴幼儿米粉企业为研究对象,对其应用HACCP管理体系,明确管理内容,提高管理能力,保证婴幼儿米粉食品安全。同时,引导相关企业提高工作人员的食品安全意识,完善质量管理体系,明确生产责任,保证食品安全卫生质量。
综上所述,通过HACCP分析,了解保证婴幼儿米粉质量合格的根本措施为原料质检、工作台和车间空气的消毒、保持操作人员手卫生和提高操作人员专业素质等。
