循环氢压缩机干气密封泄漏分析及对策
2022-10-18王建锃张萌娄刚孟庆宇
王建锃 张萌 娄刚 孟庆宇
( 大庆炼化公司 炼油生产一部 黑龙江 大庆 163411)
引言
柴油加氢装置目前使用的循环氢压缩机为离心式型号为BCL408,驱动机为汽轮机型号为NG25/20,使用的干气密封为成都一通股份有限公司生产的“五孔制”螺旋槽式干气密封。
柴油加氢装置2014年开工,仅有一台反应器(R101),夏季执行精制方案、冬季执行分馏方案,循环氢压缩机K102干气密封泄漏量一直稳定在设计值8-9m³/h,2019年11月新增一台降凝反应器(R102)且投用后,生产方案由改造前的夏季精制方案、冬季分馏方案,调整为夏季精制方案、冬季降凝方案。在降凝方案投用后 ,由于降凝反应器催化剂活性较高,裂化反应深度大,循环氢系统组份变重,循环氢带液增多,循环氢机组一直处于低速、高负荷的运行状态,导致循环氢压缩机一级密封气泄漏量增大,影响机组的平稳运行[1]。
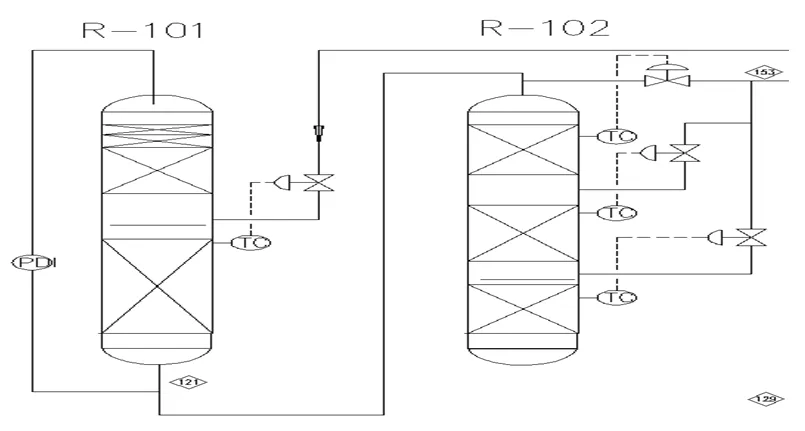
图1 两反应器流程
1 干气密封泄漏量增大原因
柴油加氢降凝反应器投用后,原料裂化反应加剧,导致循环氢中的烃、干气含量大,氢气纯度低,从循环氢压缩机出口引出的一级密封气存在带液的情况,一方面由于密封气带液及液体中携带的微量杂质,使压缩机干气密封动、静环表面的气膜质量及刚性形成的较差,使得摩擦副的表面发生不均匀的碰撞,气动螺旋槽表面产生不均匀的损伤,导致泄漏量增大,另一方面由于一级密封气携带的杂质和带液导致干气密封静环C型圈表面衍出一定的缺陷,导致干气密封泄漏量增大且不可逆。
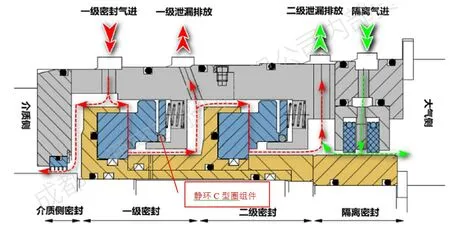
图2 干气密封结构图
2 干气密封泄漏量与介质温度、系统压力的关系
通过观察发现,干气密封泄漏量与循环氢温度存在一定关系。图3表现为循环氢介质温度与机组干气密封泄漏量成反比的规律,可以看出泄漏量随着入口介质温度的降低而逐渐增大,当入口温度在65-66度时,泄漏量在10-11m3/h,温度降至60度时,泄漏量逐步升至12-13 m3/h。初步分析,产生上述变化的原因为:介质温度较高时,增大了静环C型圈组件的膨胀量,提高了受损伤C型圈组件的密封性,泄漏量减小,另一方面介质温度较高时,循环氢气体粘度较大(循环氢粘度随着温度升高而增大),增加了泄漏阻力,从而降低了介质在受损螺旋槽端面的泄漏量[2-3]。
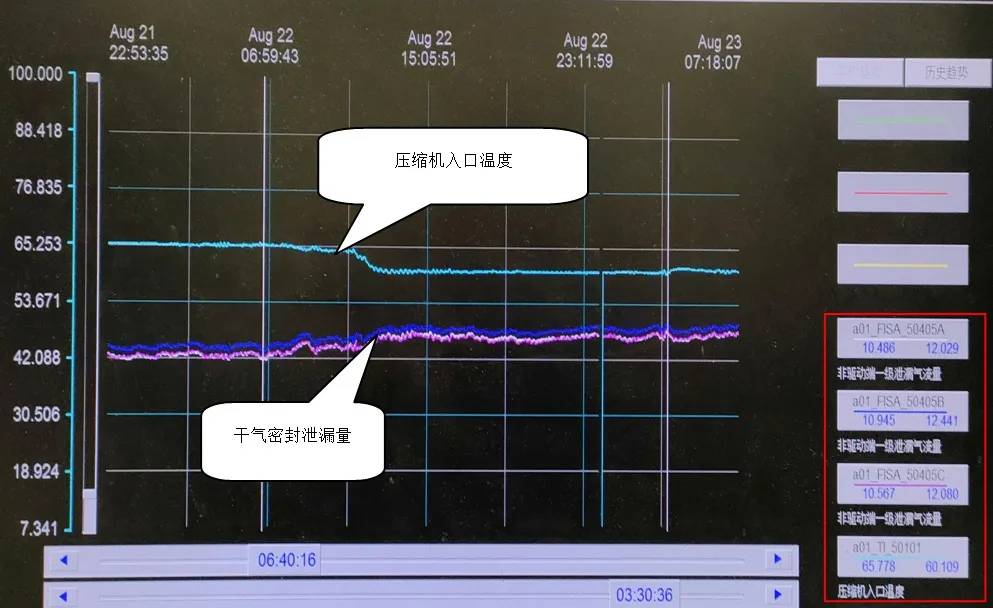
图3 干气密封泄漏量与循环氢介质温度的关系
通过观察发现,干气密封泄漏量与系统压力(等于入口压力)存在一定关系。图3表现为系统压力与机组干气密封泄漏量成反比的规律,可以看出泄漏量随着系统压力的降低而逐渐增大,当系统压力在6.527Mpa时,泄漏量在11.850m3/h,系统压力5.841度时,泄漏量逐步升至17.154 m3/h。初步分析,产生上述变化的原因为:系统压力较高时,出入口差压较大,轴位移有明显的向低压端移动的趋势,使得非驱动端干气密封气动螺旋槽端面的间隙减小,气膜刚性增强,介质从气动螺旋槽端面的泄漏量较小 。
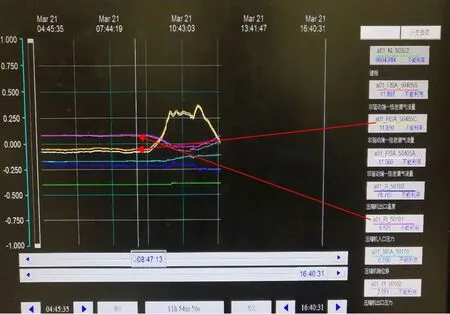
图4 干气密封泄漏量与压缩机入口压力的关系
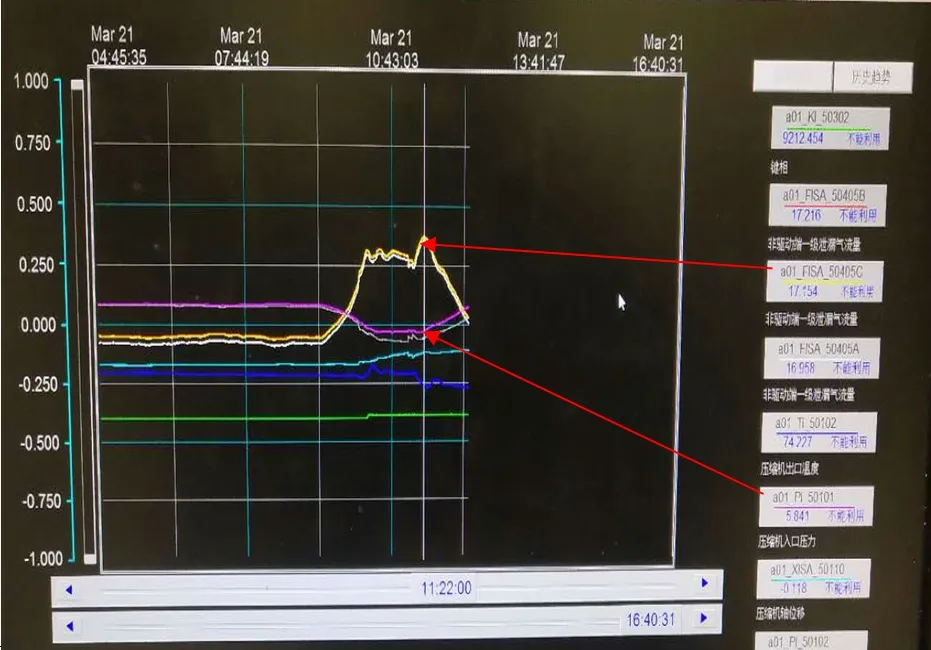
图5 干气密封泄漏量与压缩机入口压力的关系
3 控制干气密封泄漏量的有效方法
由于循氢机组为单台连续运行状态,不具备停机检修更换干气密封的条件,目前只能通过现象、趋势变化进行判断和调整,将泄漏量稳定在报警线之下。当前的主要工作是通过对入口温度等条件的精确控制和及时调整,保持的机组平稳运行。
柴油加氢装置通过采取以下措施来保证循环氢机组K102干气密封平稳运行:
1、在满足生产需要的情况下,摸索有利于干气密封的运行转速,确定机组转速在降凝工况下不低于8500rpm,在精制工况下不低于9000rpm。控制转速保证干气密封端面间气膜刚性,减少泄漏。
2、精准控制压缩机循环氢的入口温度,确定降凝工况下58-60℃之间,精制工况下 64-66℃之间,在满足生产需要的同时,尽量高控,循环氢介质温度越高,粘度越大,有利于降低端面间的泄漏量。温度越高,O型圈膨胀量越大,有利于降低泄漏量和机组运行风险。
3、系统压力波动对泄漏量也有一定的影响,控制冷高分压力在6.4-6.5Mpa之间,减小波动。
4、根据干气密封运行参数,适当在指标范围内下调一级密封气、二级密封气流量,从而降低泄漏量。
5、通过给一级密封气引出管线增加伴热和保温,降低由于密封气温度波动造成的密封气带液,减少了泄漏量波动。同时可以防止密封面气动螺旋槽进一步损伤,一定程度提高了干气密封的使用寿命。
6、大幅度调整一级密封气流量(一级密封气流量正常值260m³/h,调整操作时最低降至50m³/h,最高提至550m³/h)带走干气密封螺旋槽中的积液和杂质。
采取以上操作维护对策后,一级密封气泄漏量波动明显大幅减少,保持在报警值14.5m³/h以下平稳运行,使得降低循环氢温度成为可能,不仅降低了能耗、增加了液收,同时也减少了低分气带液对其他装置造成的影响。
4 效益分析
经过装置的研究分析和操作对策,避免了柴油加氢装置因循氢机干气密封泄漏停工,同时为离心式压缩机的干气密封损伤后,如何去操作调整提供了宝贵的经验,保证了装置安全运行,保守估计经济效益不小于50万元(换两套干气密封20万元,停工、开工、检修、共7天左右,产生的经济效益约30万)