鸡蛋分级包装系统的设计与实验
2022-10-17周二刚
周二刚
鸡蛋分级包装系统的设计与实验
周二刚
(山西职业技术学院,太原 030032)
为了提高我国鲜鸡蛋分机加工的效率和质量,需设计一台高效、稳定的鸡蛋分级包装生产线。根据鸡蛋分级加工包装的具体需求,基于凸轮齿轮等机械结构的传动原理,设计一台鸡蛋分级包装生产线,此鸡蛋分级包装生产线由一台1 000W的电动机驱动,通过链及齿轮等传动,实现鸡蛋的称量、分级、装托等工序。按设计加工完成后,安装样机并进行实验,得出此鸡蛋分级包装系统测量误差正确分级率为97%,对100枚鸡蛋重复20次实验仅有3枚破损,破损率较低。经测试,其生产率最高为35 000枚/h。此鸡蛋分级包装系统设计达到了设计要求,符合市场需求,为国内鸡蛋初加工提供了一种技术方案。
鸡蛋;分级包装;结构设计;实验
随着人们生活质量的提高,对食品的品质要求越来越高,鸡蛋作为日常餐桌上重要的组成,其品质越来越受到重视,人们越发注重它的品质和品牌,对鲜蛋进行分级、包装,形成品牌效应的需求越来越高[1-3]。鸡蛋分级包装是鸡蛋售前处理的一道重要工序,目前,发达国家对鸡蛋分级包装的效率较高,其分级包装生产线的生产效率最高能达到18万枚/h,而国内市场上一般的鸡蛋称量分级机生产效率普遍为20 000枚/h左右[4-6]。文中结合一般中小型企业对鸡蛋分级包装的实际需求,研究了一台生产效率为35 000枚/h的鸡蛋称量、分级包装生产线。
1 鸡蛋分级包装生产线的基本结构及工作原理
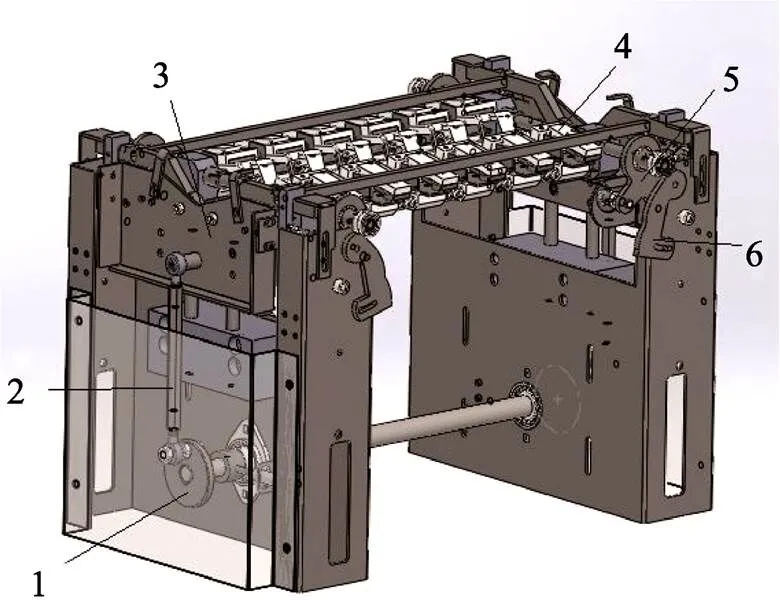
此鸡蛋分级包装生产线主要由称量部分、翻转分级装置、自动降托机、传送蛋盘部分、自动装托部分和机架等组成。
鸡蛋从图1中箭头位置进入生产线,沿6条输送线进入电子称量,电子称量采用的是零速称量[7],即在称量时鸡蛋是静止的;电子称量后,鸡蛋被拨板送入翻转分级装置,使鸡蛋的大头朝上,并将6条输送线上的鸡蛋并为单排;在鸡蛋称量完成时,上位机已经对每个鸡蛋做了定位和分级,通过PLC控制相应的卸料电磁阀,将每个等级的鸡蛋分入相应的蛋盘中,然后蛋盘会进入相应的装托机中,各个等级的降托机在上位机的控制下会自动将纸浆蛋盘降落,从而实现鸡蛋的称量分级包装。
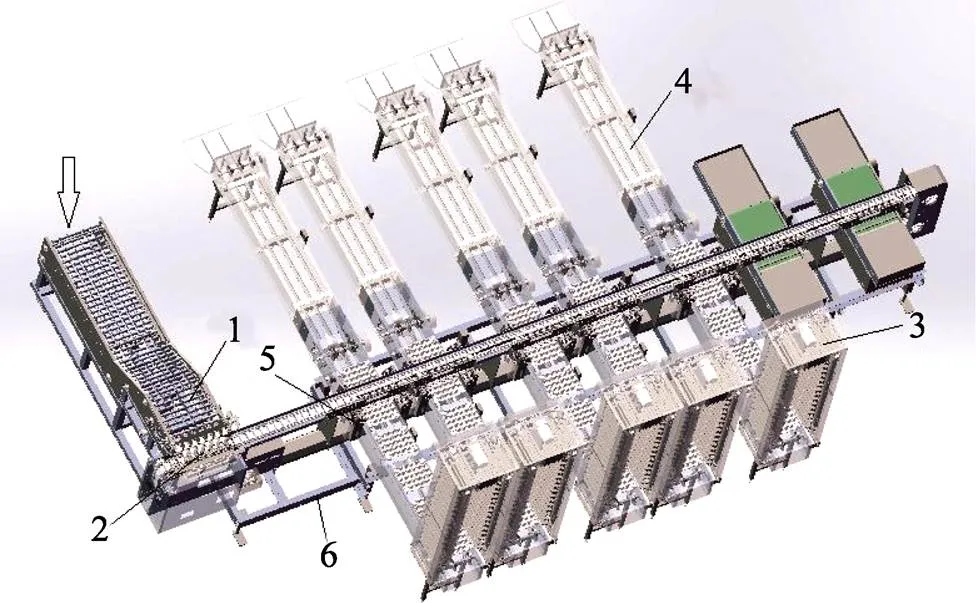
1.称量部分;2.翻转分级装置;3.自动降托机;4.传送蛋盘部分;5.自动装托部分;6.机架。
鸡蛋分级包装生产线的传动原理见图2,鸡蛋分级包装生产线由一台1 000 W的电动机驱动,电动机通过链传动将动力传输给传动轴,过渡链轮1、过渡链轮2、过渡链轮3均与传动轴固连,通过过渡链轮3将动力传送到称量装置,通过过渡链轮1将动力传送到翻转分级装置,称量部分和翻转分级部分的动力通过一个电机输出,其动作能够协调一致,从而降低鸡蛋的破损率。
称量链轮、称量张紧链轮、齿轮1、齿轮2及其他连接链轮组成称量部分的输送链,其中称量张紧链轮为张紧轮,齿轮1与齿轮2的材料为塑料,齿轮1与拨蛋板固连在一起,在称量输送链上,每4个链节装有一个托辊,送链上的链轮齿数均为16齿,链轮每转1周,处理4排鸡蛋,旋转拨蛋板也刚好转1周。输送线主动链轮、输送线张紧链轮、翻转链轮及其他连接链轮组成单排分级输送链,其动力通过过渡链轮1传输,其中输送线张紧链轮为张紧轮。翻转链轮、翻转偏心链轮和其他连接链轮组成翻转部分,其动力通过翻转链轮传输,翻转摆杆链轮是张紧轮,翻转摆杆链轮也起过渡的作用,翻转偏心链轮与翻转小链轮相连接,而翻转小链轮与6个执行单元相连。
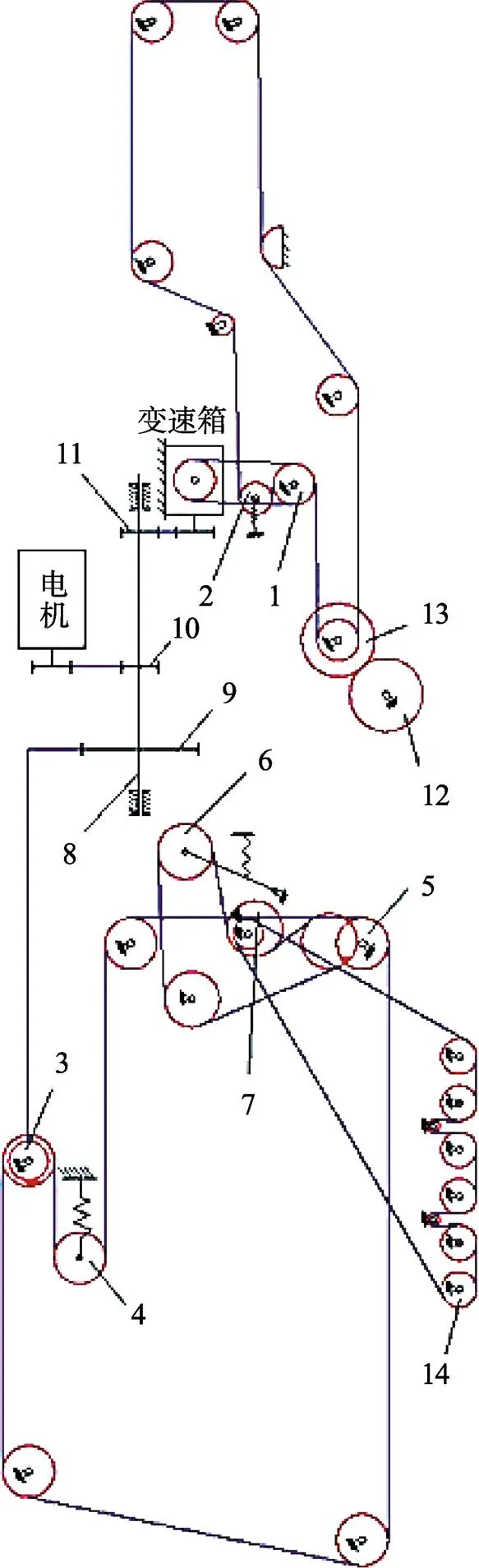
1.称量链轮;2.称量张紧链轮;3.输送线主动链轮; 4.输送线张紧链轮;5.翻转链轮;6.翻转摆杆链轮; 7.翻转偏心链轮;8.传动轴;9.过渡链轮1;10.过渡链轮2; 11.过渡链轮3;12.齿轮1;13.齿轮2;14.翻转小链轮。
2 关键部件结构设计
2.1 称量部分
此鸡蛋分级包装生产线上的6条输送线同时称量[8-9]。称量部分结构见图3,链轮每转1周,带动凸轮和拨蛋片转动1周,4片拨蛋片均匀布置在与凸轮链接的轴上,因此链轮每转动1周会拨蛋4次,总共24枚鸡蛋。凸轮圆周方向均匀分布4个叶片,因此,凸轮每转1周会使摇杆摇摆4次,当摇杆向上运动时,鸡蛋沿着拨蛋片的滑动到支架上,进行称量,同时摇杆向下运动,称量完成后,旋转过来的下一片拨蛋片将鸡蛋拨走,使鸡蛋沿着导蛋槽进入下一环节。导蛋槽的间隔板由橡胶制成,可有效减少鸡蛋的损伤。
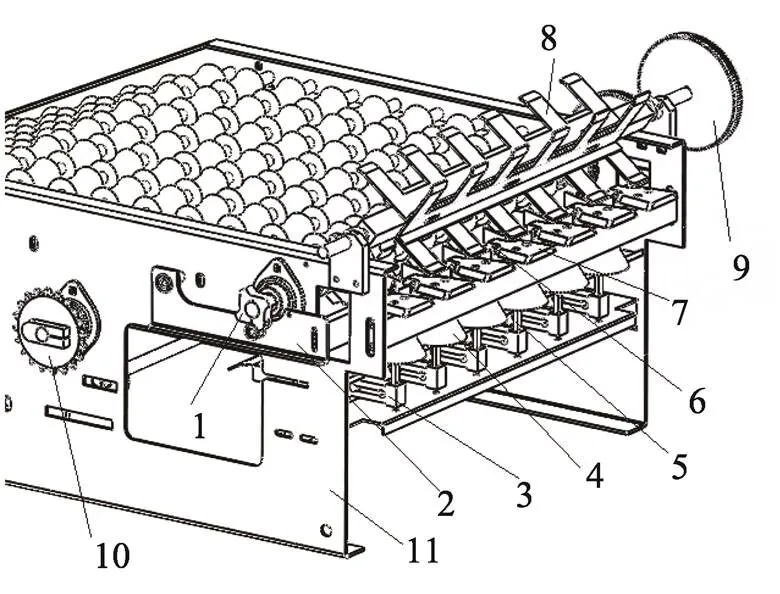
1.凸轮;2.摇杆;3.称量传感器;4.保护伞;5.支撑杆; 6.支架7.导蛋槽;8.拨蛋片;9.齿轮;10.链轮。
2.2 翻转部分
鸡蛋翻转分级部分为整个生产线的核心部分,其基本结构如图4所示,由动力部分、执行部分和机架组成。动力部分主要由曲柄链轮、摆杆链轮、偏心链轮及链条等组成[10-11]。其中摆杆链轮的一端通过1段链条和1个拉簧固定在机架上。执行部分与动力部分末端的6个链轮连接。执行部分由6个执行单元组成,并通过1根长导杆连接在一起,因此可以使6个执行单元的动作一致,从而降低破损率。

图4 翻转部分结构
执行单元的结构见图5。称量完成的鸡蛋沿导蛋槽进入蛋托2中,然后蛋夹3落下将鸡蛋固定在蛋托上,保证在翻转的过程中鸡蛋不脱落,同时保证鸡蛋不被夹破,这个力度的把握由夹蛋扭簧10决定[12-14]。执行单元在摆杆7的带动下逆时针旋转,在导杆1的作用下,蛋托顺时针旋转,当到达最低点时,蛋夹松开,鸡蛋实现翻转,蛋夹松开的位置由扇形板5决定,然后鸡蛋掉入分级通道中。动作完成后执行单元在复位扭簧9的作用下实现复位,重复上述动作。
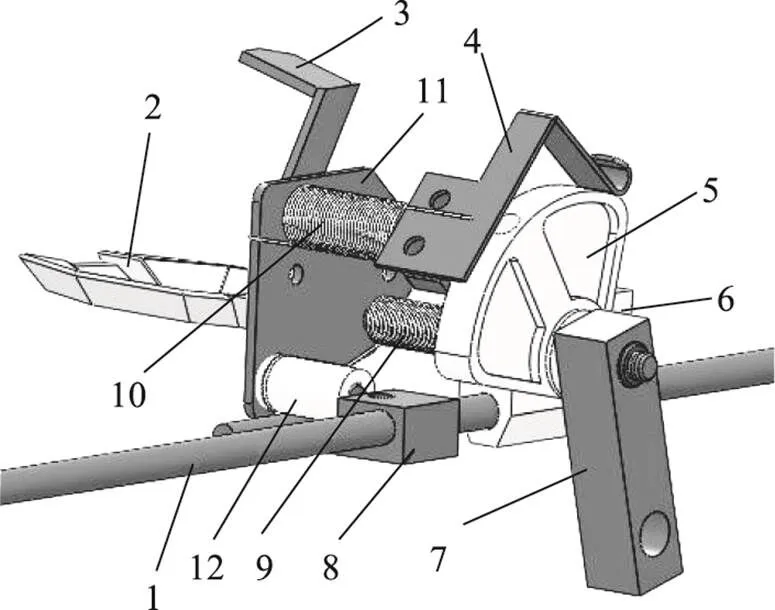
1.导杆;2.蛋托;3.蛋夹;4.弹片;5.扇形板;6.固定块;7.摆杆; 8.拨杆9.复位扭簧;10.夹蛋扭簧;11.安装板;12.轴套。
2.3 装托部分
装托部分的结构是一个曲柄滑块机构,装托单元组件在曲柄和导杆的作用下进行上下运动。其结构如图6所示,由于鸡蛋的外形差异较大,所以托盘的中心距差异较大。目前,市场上的鸡蛋托盘的中心距一般为47~53 mm,为了使装托机构适应不同中心距的托盘,设计有不同安装孔的调节板,通过调节调节板上条孔的安装位置来配合不同中心距的托盘。
1.曲柄;2.导杆;3.运动板;4.装托单元; 5.旋转块;6.调节板。
3 样机实验
鸡蛋分级包装系统的设计加工完成后的样机局部图见图7。
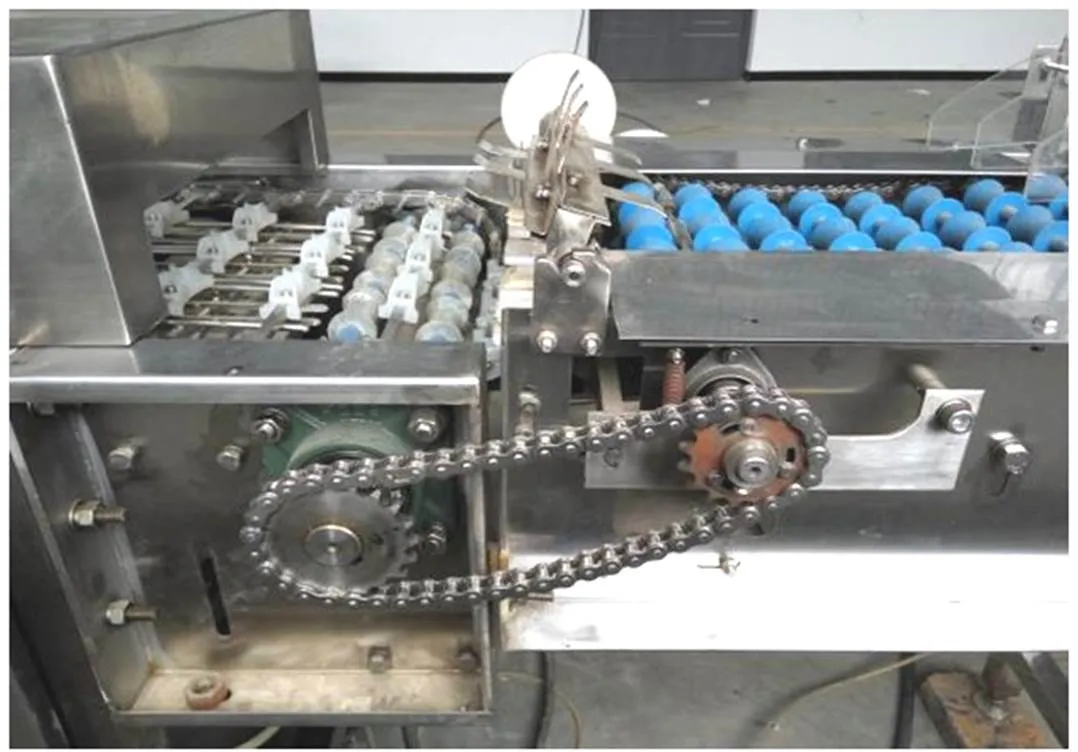
图7 样机局部图
在超市购买100枚完好的新鲜鸡蛋并将其编号,采用精度为0.01 g的电子称将每个鸡蛋称量并记录分级,分级标准:质量70~100 g为一级;质量63~70 g为二级;质量55~63 g为三级;质量50~55 g为四级;质量45~50 g为五级;然后将100枚鸡蛋放入分级样机中进行分级包装。
系统将每个鸡蛋的称量数据存储在PLC的寄存器中,读取寄存器数据,然后与电子秤称量的数据进行对比,统计分析后得到100枚鸡蛋的测量误差范围分布,见表1。
表1 误差范围分布
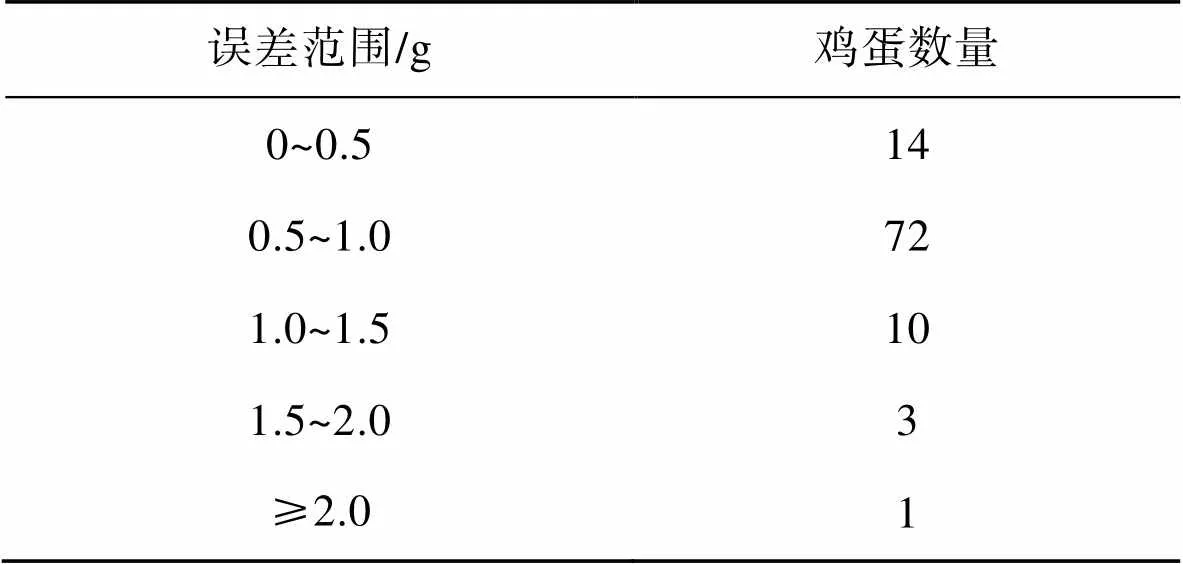
Tab.1 Range of error
由表1分析可得,测量误差在1 g以内的鸡蛋数量占86%,误差在1.5 g以内的鸡蛋数量占96%。
造成误差的主要原因:鸡蛋称量时静止时间太短,称量传感器不是很灵敏;生产线运行时的振动影响称量传感器精度;称量精度受到控制系统数据处理方法的影响[15]。
鸡蛋的等级分布见表2,实际查看后得到,1枚实际为三级的鸡蛋被分为二级,1枚实际为四级的鸡蛋被分为三级,1枚实际为五级的鸡蛋被分为四级,因此鸡蛋的正确分级率为97%。经分析,被分级错误的鸡蛋质量恰好接近于等级分界线,由于存在测量误差,使得此鸡蛋的等级被错分。
表2 等级分布
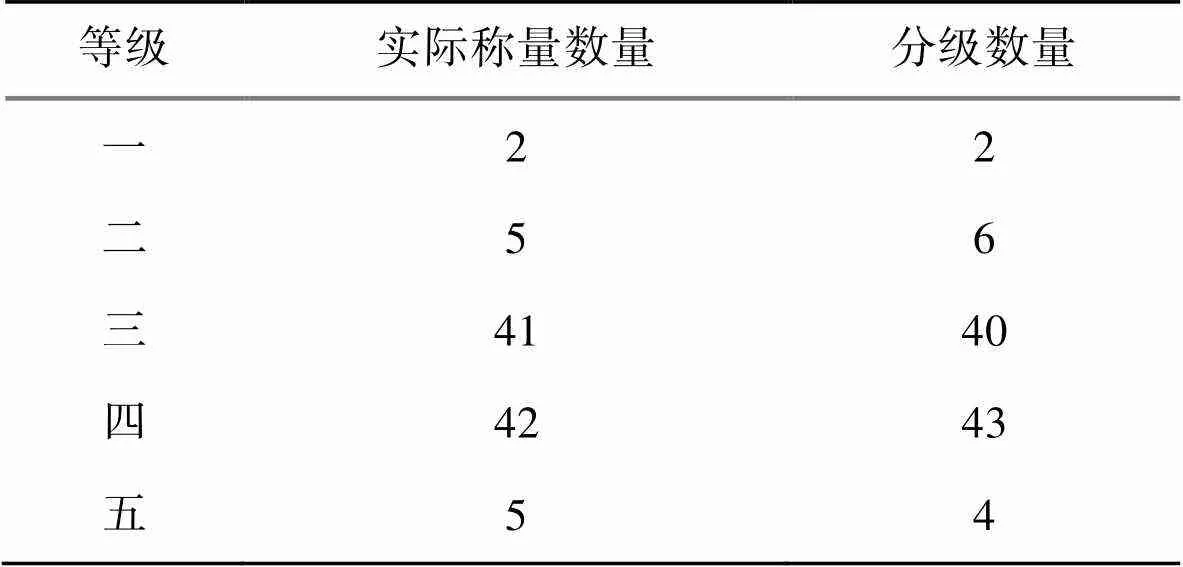
Tab.2 Distribution of level
另外,重复20次实验后,有3枚鸡蛋破损,全部出现在称量后拨蛋片拨走鸡蛋的过程中,分析原因可能是拨蛋片与导蛋槽之间存在一定挤压,后续可改进这部分结构。
经测试,此鸡蛋分级包装生产线的生产率最高为35 000枚/h,达到设计要求。
4 结语
文中针对国内鸡蛋初加工技术的短板设计了一台鸡蛋分级包装生产线,对其基本结构和工作原理进行了简要介绍,对其关键部分,即称量部分、翻转部分和装托部分的结构作了具体介绍。通过样机实验得到,该分级包装生产线的分级率为97%,具有较小的误差率和破损率,分级包装生产率为35 000枚/h,达到了设计要求,为国内鸡蛋初加工提供了一种技术方案。
[1] 马美湖, 邱宁, 黄茜, 等. 我国蛋品加工业发展情况及特点[J]. 农业工程技术, 2015(2): 26-31.
MA Mei-hu, QIU Ning, HUANG Qian, et al. Development and Characteristics of Egg Processing Industry in China[J]. Agricultural Engineering Technology, 2015(2): 26-31.
[2] 杨宁. 2014年我国蛋鸡产业状况及发展趋势[J]. 中国畜牧杂志, 2015(2): 32-37.
YANG Ning. Current Situation and Development Trends of Chinese Egg Industry in 2014[J]. Chinese Journal of Animal Science, 2015(2): 32-37.
[3] 钟钰, 刘合光, 秦富. 我国蛋品企业出口问题调查[J]. 农业技术与装备, 2010(23): 9-10.
ZHONG Yu, LIU He-guang, QIN Fu. Investigation on Export Problems of Egg Products Enterprises in China[J]. Agricultural Technology & Equipment, 2010(23): 9-10.
[4] 马美湖. 我国蛋品工业科技成就、差距及发展前景的探讨[J]. 中国家禽, 2002(19): 33-39.
MA Mei-hu. Discussion on Scientific and Technological Achievements, Gaps and Development Prospects of China's Egg Industry[J]. China Poultry, 2002(19): 33-39.
[5] LAWRENCE K C, YOON S C, JONES D R, et al. Modified Pressure System for Imaging Egg Cracks[J]. Transactions of the ASABE, 2009, 52(3): 983-990.
[6] 王树才. 我国蛋品加工装备制造业的发展之路[J]. 中国禽业导刊, 2009, 26(12): 11-13.
WANG Shu-cai. Development Road of Egg Processing Equipment Manufacturing Industry in China[J]. Guide to Chinese Poultry, 2009, 26(12): 11-13.
[7] 王树才, 夏高兵, 周雨程, 等. 禽蛋分级生产线零速电子称量装置: 中国, 203952126U[P]. 2014-11-26.
WANG Shu-cai, XIA Gao-bing, ZHOU Yu-cheng, et al. Zero-Speed Electronic Weighing Device on Egg Grading Production Line: China, 203952126U[P]. 2014-11-26.
[8] 薛少平, 阎勤劳, 朱琳, 等. 偏心链轮传动装置的运动特性分析[J]. 西北农林科技大学学报(自然科学版), 2001(5): 127-130.
XUE Shao-ping, YAN Qin-lao, ZHU Lin, et al. The Characteristic Analysis on Transmission of Cam Chain Wheel Gearing[J]. Journal of Northwest A & F University (Natural Science Edition), 2001(5): 127-130.
[9] QU Qing-wen, WANG Shao-qing, SUN Tian-ke, et al. Trajectory Comprehensive Analysis on Double Eccentric Wheel Drive System[C]// Digital Manufacturing and Automation (ICDMA), 2012 Third International Conference on IEEE, 2012: 998-1001.
[10] 杨莉, 马赛, 贺刚, 等. 往复式切割器偏心轮曲柄摆杆机构运动仿真[J]. 农业工程, 2015(1): 59-62.
YANG Li, MA Sai, HE Gang, et al. Movement Simulation of Eccentric Wheel Crank Swing Link Mechanism of Reciprocating Cutter[J]. Agricultural Engineering, 2015(1): 59-62.
[11] 肖蓉川, 杨柳嫦. 偏心链轮机构在颗粒包装机中的分析与设计[J]. 包装工程, 2008, 29(7): 50-52.
XIAO Rong-chuan, YANG Liu-chang. Analysis and Design of Eccentric Sprocket Mechanism for Particles Automatic Packaging Machine[J]. Packaging Engineering, 2008, 29(7): 50-52.
[12] 徐敏雅. 三通道禽蛋分级生产线总体设计及包装机的研究[D]. 杭州: 浙江大学, 2013: 25-26.
XU Min-ya. Overall Design of Three-Channel Egg Grading Production Line and Research on Packaging Machine[D]. Hangzhou: Zhejiang University, 2013: 25-26.
[13] 张晨. 基于单片机的禽蛋检测分级与包装控制系统研究[D]. 呼和浩特: 内蒙古农业大学, 2013: 38-40.
ZHANG Chen. Research on the Control System of Egg Detection, Grading and Packaging Based on Single Chip Microcomputer[D]. Hohhot: Inner Mongolia Agricultural University, 2013: 38-40.
[14] USUI Y, NAKANO K, SAITOU M. Studies on Nondestructive Detection of Abnormal Eggs[J]. Nogyo Shisetsu, 2001(2): 61-62.
[15] 杨春伟. 基于DSP的多通道禽蛋动态称量及分级控制研究与开发[D]. 杭州: 浙江大学, 2016: 43-46.
YANG Chun-wei. Research and Development of Dynamic Weighing and Grading Control of Multi-channel Egg Based on DSP[D]. Hangzhou: Zhejiang University, 2016: 43-46.
Design and Experiment of Egg Grading and Packaging System
ZHOU Er-gang
(Shanxi Polytechnic College, Taiyuan 030032, China)
The work aims to design an efficient and stable egg grading and packaging production line to improve the efficiency and quality of fresh egg processing by extension machine in China. According to the specific requirements of graded processing and packaging of eggs and based on the transmission principle of CAM gear and other mechanical structures, an egg grading and packaging production line was designed. The egg grading and packaging production line was actuated by a 1 000 W motor and was driven by chains and gears to realize the procedures of weighing, grading and loading of eggs. After processing according to the design, the prototype was installed and the experiment was carried out. It was found that the correct grading rate of the measurement error of the egg grading and packaging system was 97%, and 3 eggs were damaged after 20 repeated experiments on 100 eggs, with a low breakage rate. The highest productivity was 35 000 eggs per hour after testing. The egg grading and packaging system designed meets the design requirements, meets the market demand, and provides a technical solution for graded processing of eggs in China.
eggs; grading and packaging; structural design; experiment
TB486
A
1001-3563(2022)19-0268-05
10.19554/j.cnki.1001-3563.2022.19.032
2021–12–15
山西省教育科学“十三五”规划“1331工程”研究专项课题(ZX—18130)
周二刚(1981—),男,硕士,讲师,主要研究方向:从事电气控制,自动控制。
责任编辑:曾钰婵
