放射性污染金属再循环、再利用处理工艺研究
2022-10-14张根周进李利何立宁王占龙连国玺
张根,周进,李利,何立宁,王占龙,连国玺
1.中核第四研究设计工程有限公司,河北石家庄,050021;2.生态环境部核与辐射安全中心,北京,100082
0 引言
我国核设施数量众多,在运行和退役过程中,产生和积累了大量的放射性污染废金属。针对污染废金属的处理,2017年,国家核安全局等联合发布了《核安全与放射性污染防治“十三五”规划及2025年远景目标》,将“统筹推进,加快早期核设施及放射性废物处理处置”列为重点任务,同年,《关于推进资源循环利用基地建设的指导意见》出台,要求对废钢铁、废有色金属等废弃物提高综合利用水平。放射性污染废金属的再循环、再利用工作,国际上流行处理方法为对放射性废金属进行熔炼去污处理,熔炼后符合清洁度要求的钢锭制成产品返回核系统继续使用;我国也制定和出台了相关政策和指导标准,在铀矿冶领域等人工核素污染废金属去污工作上已积累了丰富经验,人工核素污染废金属去污工作也已启动。本文将根据国内废金属的产生情况,对适合我国废金属再循环、再利用的工艺路线进行研究,提出一套同时满足天然、人工核素污染废金属的去污工艺路线。
1 放射性污染废金属产生情况
1.1 主要案例介绍
本文以核电厂、后处理厂、科研单位为例,对各单位的放射性污染废金属产生来源、金属类型、产生量等情况进行介绍。

表1 放射性废金属产生情况统计表
1.2 源项分析
(1)后处理厂废金属源项分析。821厂,主要从事核设施退役、三废治理等工作。2016-2018年,对其反应堆退役产生的废金属进行处理,主要为不锈钢、碳钢等。涉及的污染核素有:55Fe、60Co、63Ni、65Zn、90Sr、106Ru、137Cs、152Eμ等。根据《放射性废物分类》(2017年65号),因无各核素具体活度浓度,根据总体比活度水平,初步判断其所产生的放射性废物基本都属于低水平放射性废金属。废金属污染活度与总量比例关系如表2所示。

表2 废金属比活度情况分析表
(2)核电厂废金属源项分析。秦山核电站为目前全国核电机组数量最多、堆型品种最丰富、装机容量最大核电基地。对该基地的部分废金属污染水平进行分析,发现其主要放射性污染核素为60Co、54Mn、110mAg,污染类型为表层污染。因不同来源废金属其表面污染核素存在差异,表面污染水平与剂量率间并不存在完全的比例关系。污染活度情况详见表3。

表3 秦山核电站部分废金属污染活度情况表
2 放射性污染金属分类
核设施在运行、维护及退役过程中,会产生大量放射性污染废金属。从金属材质分类,绝大部分为碳钢、不锈钢,以及占比较少的铜、镍、铝等。本文根据废金属的放射性特点,对其分类进行研讨。
2.1 按照污染程度分类
根据中国核能行业协会的《核电厂放射性废金属熔炼再循环再利用资料汇编》,按照污染的最初水平和所需的去污工作,将核电厂放射性废金属分成4类。其分类情况如表4所示。
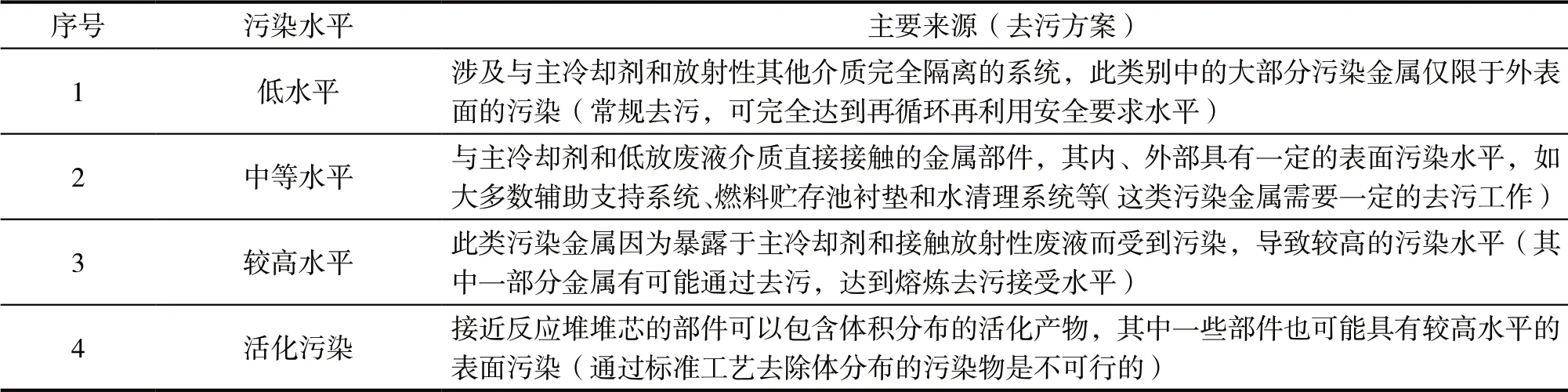
表4 放射性废金属污染程度分类表
2.2 根据污染类型分类
根据放射性废金属的产生部位及污染深度差异,可将污染废金属分为中子活化材料、表面污染材料。该种分类往往适合于核电厂以及含有研究堆的科研单位。核燃料循环内其他领域则主要是产生表面污染废金属。其分类情况如表5所示。
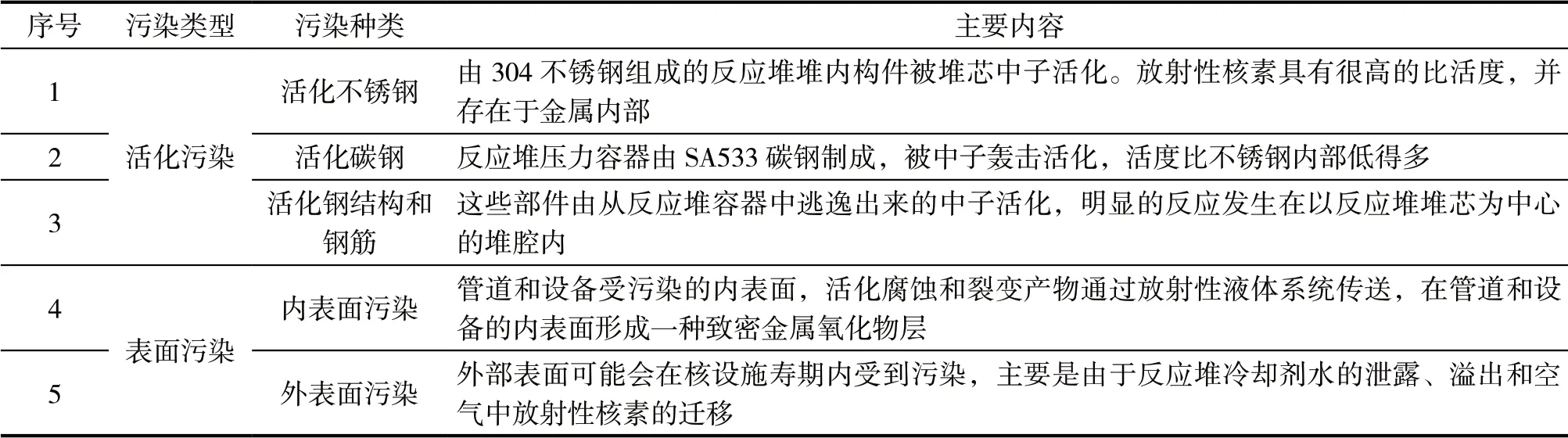
表5 放射性废金属污染类型分类表
2.3 根据污染核素种类分类
放射性污染金属中的放射性核素种类与受污染的工艺相关。目前,我国核燃料循环前端核设施产生的废金属属于天然放射性核素污染。快堆、研究堆等,因功率较小,运行时间较短,以铀核素污染为主。核电站在运行、退役阶段会产生大量的含裂变核素、活化核素污染的放射性废金属。后处理厂主要产生含137Cs、60Co、90Sr核素污染废金属。根据核素产生特点,其分类情况如表6所示。

表6 放射性废金属核素种类分类表
3 常见去污技术及应用分析
目前,针对废金属去污有不同的分类方法。在核设施与辐射设施退役工作方面,去污方法可分为机械-物理法、化学法、电化学法、熔炼法等[1];从表面污染清除角度考虑,去污方法分为物理去污、化学去污[2]。去污分类方法比较多,但所涵盖的技术基本相同。目前核废金属常用去污方法见表7。
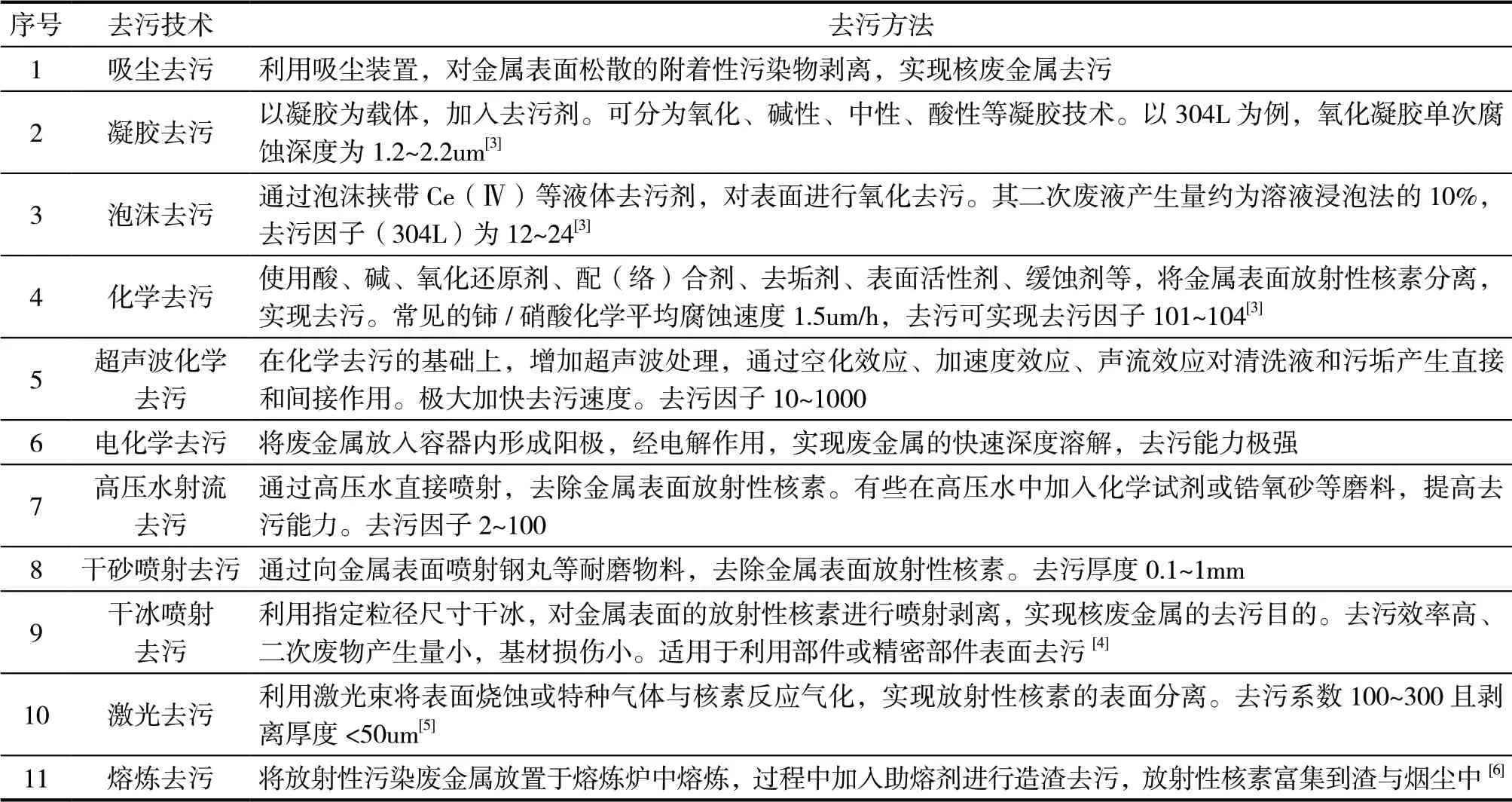
表7 常见放射性废金属去污技术
从放射性污染废金属再循环、再利用工作出发,本文将上述去污技术分为:表面去污、体去污(熔炼去污)。表面去污技术划分为:弱附着性污染去污,如吸尘去污等;弱固定污染去污,如凝胶去污、泡沫去污等;强固定污染去污,如化学去污、喷射去污、激光去污等。去污过程中,会产生一定量的二次废物,应综合各方面特点选择相应去污方法。熔炼去污已形成工程应用规模,如710厂在2004年设立了中核铀矿冶放射性污染金属熔炼处理中心(简称“熔炼处理中心”),为目前国内唯一一家可对外接收核废金属熔炼去污处理企业。表面去污技术种类较多,但多数还停留在科研单位试验阶段。
4 工艺路线研究及建议
废金属分类建议:根据《核设施的钢铁、铝、镍和铜再循环、再利用的清洁解控水平》(GB/T 17567),废金属按照钢铁、铝、镍和铜四种材质分别提出了清洁解控水平要求。实际接收材料显示,主要以钢铁为主,钢铁可分拣出碳钢、不锈钢。建议再循环、再利用工艺按照碳钢、不锈钢、铝、镍、铜五种分类,既便于熔炼时产品调值,也便于产品解控有据可依。
主要产品流向:一是铸造成破碎机衬板、挖掘机铲斗等产品,用于硬岩铀矿山的开采;二是制备成屏蔽棒材、块材和板材等部件;三是制备成放射性物料的存储容器或包装容器。虽然,国家对达到清洁解控标准要求的金属,可以无限制再利用,但因放射性等敏感问题,去污后的废金属基本都是在核工业行业范围内再循环。另外,核工业系统以外铸造、冶炼厂家均因金属放射性原因,即使去污后金属完全满足无限制循环再利用条件,但大都不愿接收该金属;而国内熔炼中心产能有限,配备各种铸造、冶炼设备是不经济的,如冷轧、热轧设备,熔炼中心金属量远达不到最低产能要求。因此主要产品类型限制在以上三种。目前因铀矿山改革转型,绝大部分硬岩铀矿企业已处理关停或退役状态,对解控后再利用的金属量严重受限。去污后金属目前主要用于钢桶、桶箱等容器类产品生产,后续可在屏蔽材料等方面加大应用。
去污工艺思路:前期,放射性污染废金属的再循环、再利用基本是采用熔炼去污,通过研发各种助熔剂配方,使大部分的放射性核素进入废渣中,特别是铀、钍等天然放射性核素去除率达到99%。随着工业的发展,核设施单位除了产生天然核素污染废金属外,在核电、后处理、科研院所等产生了大量的含人工核素污染的废金属,特别是60CO、63Ni等近铁核素难以通过熔炼去除,但该核素一般存在于表面污染的废金属,属于表面松散性或半固定型污染,通过真空吸尘、凝胶等去污方法,可得到很好的去除效果。对于活化污染废金属,放射性核素往往在金属表层不同厚度中出现不同占比,详见表8,其中10um厚度内核素占比达98%以上。该部分放射性核素往往需要较强的物理或化学去污方法,将表面一定厚度直接剥离。
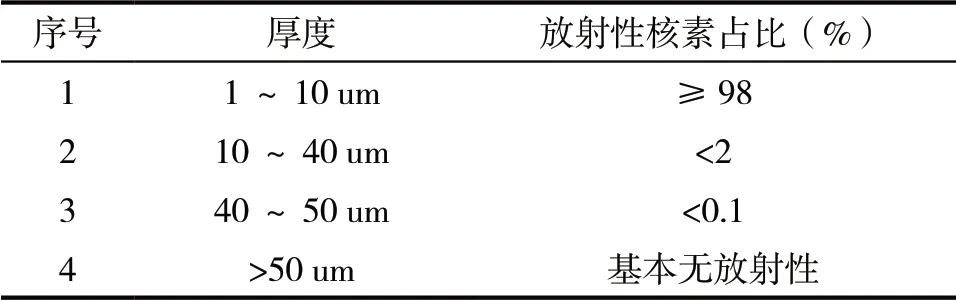
表8 活化污染废金属放射性核素分布
去污工艺流程及后续建议:为同时满足天然核素与人工核素放射性污染废金属去污要求,单一熔炼去污往往无法达到预期效果,建议采用预去污+熔炼去污的协同去污方式。尽量选择二次废物量少、尽量不产生废水的去污技术;对于小尺寸管道类或孔隙类,优先选择去污效果明显的超声波化学去污技术,该技术去污能力强、物料包容性广。本次建议工艺流程详见图1。将去污分为预去污(表面去污)和熔炼去污(体去污)两环节。预去污根据不同情况,分别推荐使用真空吸尘、凝胶剥离、喷砂去污、超声波化学去污。生产单位可根据自身情况和偏好,采用其他同类去污技术进行替代。在实际去污过程中,结合实际去污经验和数据总结,通过生产管理手段,总结不同材料去污特点,可缩短部分材料的去污环节。如对于凝胶剥离去污后无法直接熔炼去污的废金属,后期可以直接节省凝胶剥离环节,通过喷砂去污一次达到熔炼去污接收要求。

图1 放射性废金属再循环、再利用处理工艺流程
接收限值:湖南核工业宏华机械有限公司(710厂),是当前国内唯一一家对外接收放射性污染废金属的熔炼处理中心,对人工核素污染废弃金属熔炼接收暂定了以下要求:1)β表面污染水平限值不高于30Bq/cm2;2)表面接触剂量不高于15uSv/h;3)含有多种核素时,其γ核素总活度小于106Bq/kg;4)各放射性活度浓度限值见表9。

表9 放射性污染废金属熔炼去污核素活度浓度接收限值
采用本协同去污工艺,在熔炼去污前,通过预去污手段,可提前去除核废金属中98%以上的放射性核素,有望将去污核素浓度接收限值提高1~2个数量级,使更多废弃金属具备再循环再利用条件。
5 结论
(1)核设施单位在日常运行、维护以及核设施的关停退役等工作中,产生并已积累了大量低水平放射性污染废金属,其直接整备填埋无疑会增加处置成本,浪费资源。经去污后,再循环再利用可变废为宝,符合循环经济发展要求,具有重大的社会效益;
(2)按照核素污染程度,核废金属分可为低水平、中水平、较高水平、活化污染;按照污染类型,可分为活化污染、表面污染废金属;按照核素种类,可分为天然核素、人工核素污染废金属。去污再循环、再利用单位,应结合废金属核素污染特点、产品种类等因素,提出便于去污工作开展的分类方式;
(3)鉴于放射性污染金属来源复杂性,单纯的熔炼去污方式无法满足全部废金属的去污要求。人工放射核素往往附着于金属表面,或是集中于金属一定厚度的表层内,通过物理、化学等预去污方法去除放射性核素,既可弥补熔炼去污对特定核素的去污能力缺陷,同时也可减轻熔炼阶段的去污负荷。“预去污+熔炼去污”的协同去污方式是未来放射性污染废金属再循环、再利用工艺的必然发展趋势。
