逆向穿索工艺在埃及鲁德·法拉杰轴心大桥施工中的应用*
2022-10-10张国强王晓山黎祖金
张国强,王晓山,黎祖金
(1.河北中交远洲工程试验检测有限公司,河北 石家庄 050000;2.柳州欧维姆工程有限公司,广西 柳州 545036)
0 引言
埃及鲁德·法拉杰轴心大桥(Rod EI-Farag Axis Bridge)位于开罗城北,靠近埃及首都中心,横跨尼罗河,为埃及第一座自主设计和施工的斜拉桥,耗时4年建成。独具匠心的双幅跨连续叠合梁混合结构、联体塔斜拉桥结构非常少见。其边跨为单箱五室钢筋混凝土梁,中跨为双工字钢组合梁结构,桥面宽度达67.3m,刷新此前加拿大一直保持的65.2m的纪录。该桥主塔为双H形混凝土塔柱,斜拉索为四索面结构,每个主塔设有10对拉索,全桥共160根斜拉索。斜拉索采用环氧涂层钢绞线外裹PE管,管内填充油脂;采用OVM250拉索锚具,最大规格为OVM250-127孔,安装111根斜拉索。
常规钢绞线斜拉索安装采用“循环牵引托板穿索施工工艺”,效率低,控制精度也不高,且易产生磨索、缠索、坠索等施工质量问题。“逆向穿索施工工艺”在挂索间歇时间段完成斜拉索下料、HDPE管焊接等准备工作;挂索时,通过塔顶牵引设备将斜拉索提升至塔端,利用钢绞线自重完成下穿,然后采用智能张拉完成拉索安装。对于施工过程中的关键步骤,如锚具安装、钢绞线下料、HDPE管焊接、穿索、张拉等进行了重点分析,给出了具体操作步骤和计算公式,保证了斜拉索安装质量和效率。
1 新、旧穿索工艺比较
常规钢绞线斜拉索安装采用“循环牵引托板穿索施工工艺”,即钢绞线斜拉索固定在牵引托板上,由桥面卷扬机通过钢丝绳牵引托板从HDPE管下管口向上移动至HDPE管上管口,然后塔外操作人员进行牵引转换,改由塔内牵引钢绞线并锚固,最后桥面卷扬机反向牵引空托板向下移动至HDPE管下管口完成1次循环(见图1)。新工艺则采用“逆向穿索施工工艺”,即通过塔顶的钢绞线穿索机将摆放在桥面的斜拉索自HDPE管外牵引至塔顶,然后转向下垂到HDPE管上管口作业平台处,塔外作业人员将钢绞线导入HDPE管内,利用钢绞线自重完成下穿。塔内牵引钢绞线并锚固后开始下一根钢绞线穿索(见图2)。

图1 循环牵引托板穿索施工工艺示意
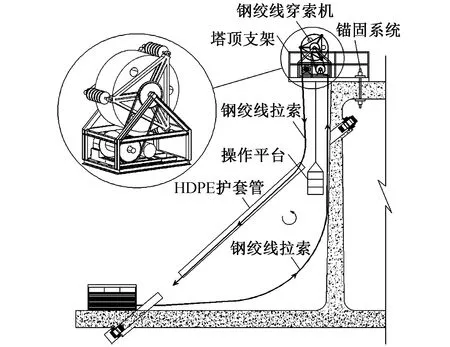
图2 逆向穿索施工工艺示意
“逆向穿索施工工艺”与“循环牵引托板穿索施工工艺”相比较,有着明显不同(见表1),其最大优势在于放弃使用循环绳及牵引托板,主要原因有以下2点。
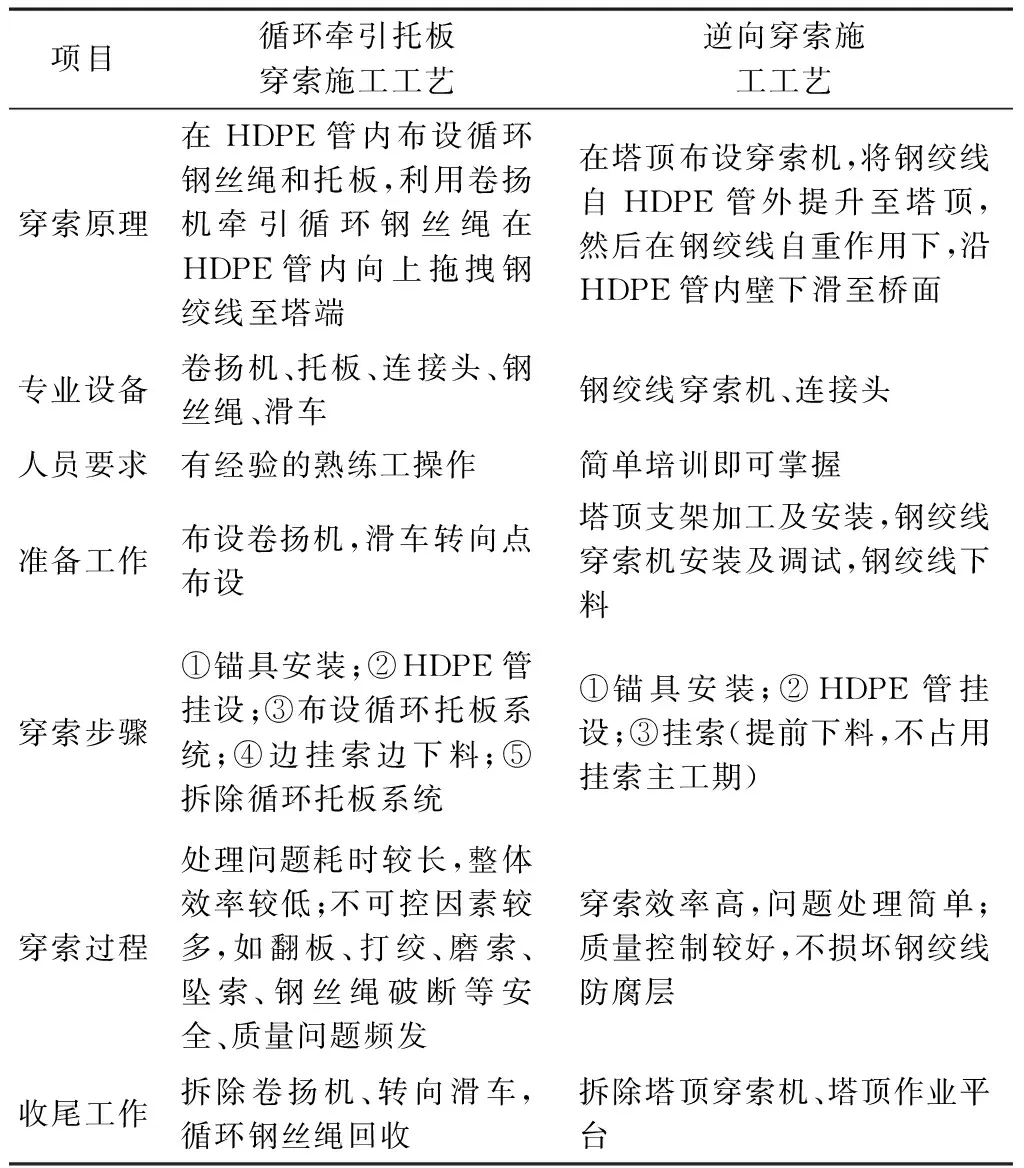
表1 新、旧穿索工艺比较
1)循环绳和牵引托板在HDPE管内运行过程中,因钢绞线存在自扭力,极易带动托板发生翻转,操作人员往往不能及时发现,从而引发一系列问题,如钢丝绳与钢绞线缠绕、牵引钢绞线与已安装钢绞线缠绕、牵引钢绞线坠落(见图3)、托板卡入已安装钢绞线缝隙等,且循环绳和托板在HDPE管内挤占穿索空间,托板运行时会摩擦钢绞线防腐层。稍有不慎就会造成钢绞线防腐层的大面积损伤(见图4),导致严重的质量后果。
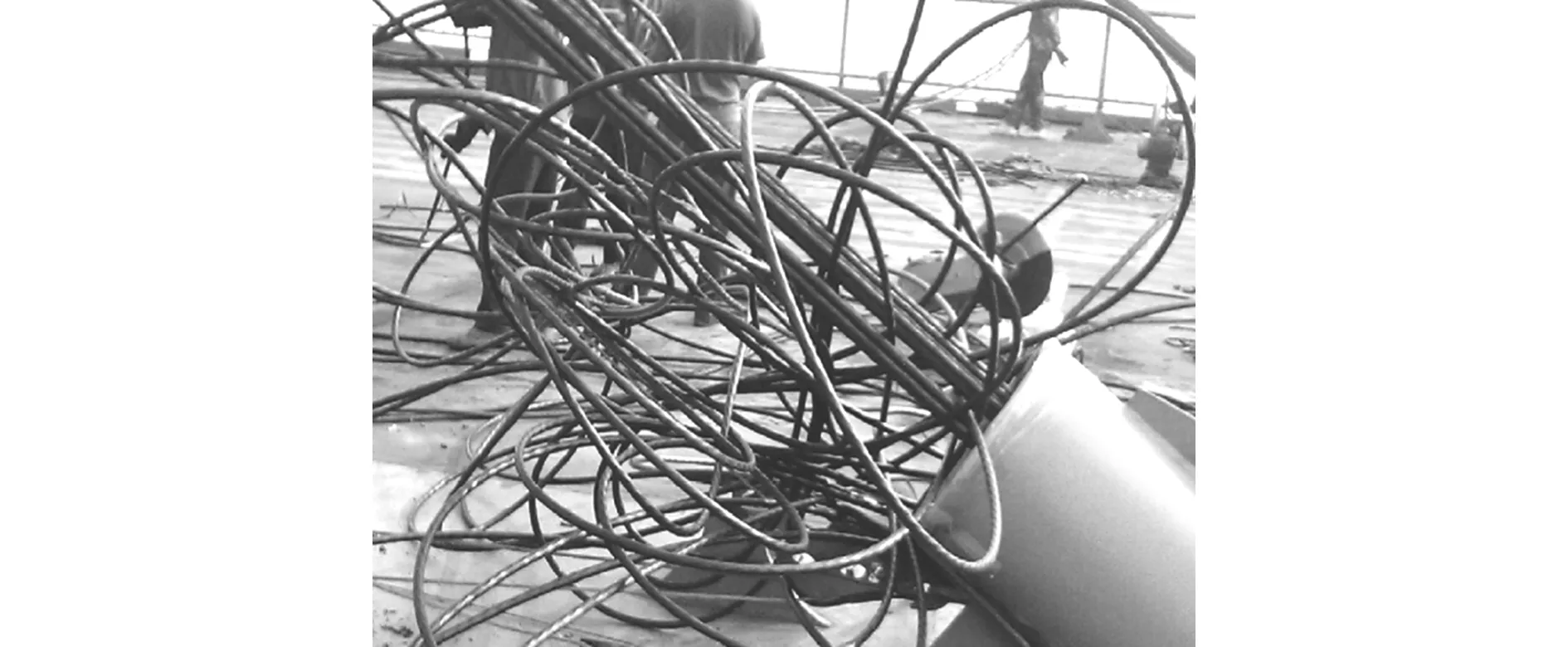
图3 牵引钢绞线坠落
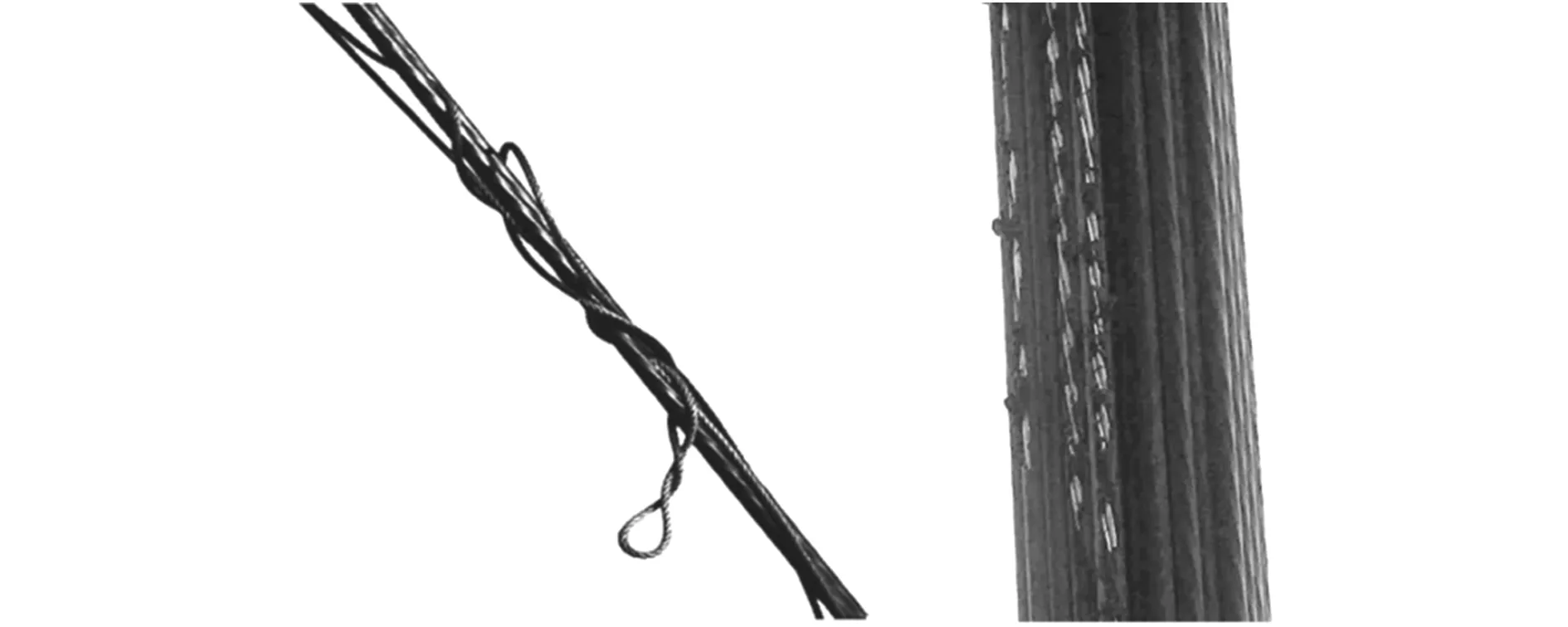
图4 钢丝绳缠索、磨索
逆向穿索施工工艺实施的基本原理是,利用钢绞线自重实现HDPE管内穿索,放弃使用循环钢丝绳和托板,且无须在HDPE管内设置其他辅助措施。钢绞线在HDPE管内下穿过程较顺利,因此能非常好地保护钢绞线防腐层。
2)循环钢丝绳和托板布置在HDPE管内,所以每根拉索都需重复布设1次循环系统,施工工序较多,且卷扬机钢丝绳在桥面需多次折返布置,挂索过程中形成多处危险区域,存在大量安全隐患。
逆向穿索施工工艺只需在挂索初期将穿索机布置在塔顶,后期挂索过程则无须再调整,也不存在循环钢丝绳拆除及重新布线等工作,减少施工工序的同时,也有利于安全管理。
2 逆向穿索施工工艺
逆向穿索施工工艺准备阶段需在塔顶搭设工作平台,并将钢绞线穿索机吊装至塔顶固定,钢绞线下料和HDPE管焊接均在桥面完成。穿索前应先正确安装张拉端和固定端锚具,然后将HDPE管与加长索同时起吊安装,通过张拉加长索使HDPE管尽量绷直。穿索时钢绞线自HDPE管外被牵引至塔顶,通过穿索机后下垂至索导管上管口位置,操作人员引导钢绞线进入HDPE管,沿管内壁下穿至桥面;塔外作业人员进行钢绞线牵引装置转换,由塔内牵引钢绞线至相应锚孔并临时锚固;梁端将钢绞线下穿至相应锚孔并永久锚固,塔内进行单根张拉,完成单根钢绞线穿索;重复穿索过程,直至所有钢绞线安装完成。
2.1 施工准备
塔顶施工平台用型钢搭设,悬臂长1.0~2.0m,型钢焊接在塔顶预埋件上,并用精轧螺纹钢锚固。平台设置安全围栏,钢绞线穿索机通过高强螺栓固定在施工平台上。穿索机安装调试完成后,用φ5镀锌钢丝绳作为先导绳,一端穿过穿索机,另一端从塔顶依次穿过导向装置到达桥面并与钢绞线连接。启动穿索机,钢丝绳牵引钢绞线从桥面到达塔顶穿索机,然后穿索机从出线口穿出,拆除先导绳,完成准备工作。
相对于循环牵引托板穿索施工工艺而言,逆向穿索施工工艺的准备工作量要大一些,主要是需搭设一个稳固的塔顶施工平台和安装塔顶穿索机。此项工作发生在挂索前,并不占用挂索主工期,且挂索过程中无须重复作业,减少了挂索步骤,反而有利于工期控制。
2.2 锚具安装
锚具安装前要检查清理索导管、锚具及锚垫板,调整张拉端锚具螺母端面至支撑筒1/2处,封堵未使用的锚孔,做好指向标记。安装时锚具中心应与预埋管中心一致,严格按标记指向安装,防止上、下锚孔错位。同时,应特别注意固定端锚具垫板的排水槽和锚具注浆孔必须处于安装位置最低点,确保索导管内不存在积水,以及张拉结束后锚具注浆的饱满度达到设计和工艺要求。
2.3 钢绞线下料
将钢绞线自由端固定在牵引小车上,通过卷扬机带动钢绞线前行,钢绞线在牵引过程中沿导架斜面下滑,整齐分层码放,尾端用切割机断料。采用专用钢绞线剥线器剥除相应长度的钢绞线PE管,划刀下刀深度应严格控制,避免损伤环氧涂层。剥皮后清除钢丝油脂,并取10~15cm中心丝进行墩头处理。
钢绞线下料长度L计算:
(1)
式中:L0为上、下锚点间距;LWS为张拉端工作长度,取1.4~1.6m;LWD为固定端工作长度,取0.2~0.3m;E1为张拉端锚板厚度;F1为张拉端支撑筒长度;E2为固定端锚板厚度;S为固定端垫板厚度。
循环牵引托板穿索施工工艺通常在穿索过程中断料,即斜拉索塔端锚固后,再根据梁端索导管的长度断料、剥除PE管、清理油脂。为了避免废索产生,现场技术人员往往要求工人“宁长勿短”,对拉索总长度控制并不严格,这也导致PE管剥除长度无法精准测定,斜拉索损耗率较高。穿索过程中断料占用挂索主工期,影响挂索效率。
逆向穿索施工工艺中,钢绞线则是提前下料,在挂索间隔时间段内完成,不占用挂索主工期,同时通过精确的公式计算和现场严格把控,大大提高了下料长度的准确性,既降低了损耗率又确保PE管剥除段可进入锚具密封筒内得到良好的防腐保护,延长拉索使用寿命。
2.4 HDPE管焊接、吊装
焊接长度LK计算:
(2)
式中:L0为上、下锚板间距;LTDG为塔端预埋管长度;LLDG为梁端预埋管长度;LCZ为操作空间,一般取2.4~3.0m;LLJG为连接管长度;A为梁端防水罩高度;Δ为温度修正值;Δt为计算温度差,Δt=计算温度-标准温度;c为线膨胀系数,HDPE管取c=1.8×10-4/℃。
开罗夏季最热月平均温度约35℃,在阳光暴晒下HDPE管表面温度可达50℃;冬季最冷月平均温度约9℃,偶尔也会出现0℃的低温天气。因此,在HDPE管长度计算时,取中间值25℃作为基准温度,并通过以下公式检验极限温度下LK的取值是否满足要求。
1)当温度降低,HDPE管缩短(Δ<0),当达到极限低温时,要保证HDPE管与连接管的重叠部分≥500mm,因此有:
L0-LTDG-LLDG-A-(LLJG-0.5)≤
LK⟹LLJG-0.5≥LCZ-Δ
(3)
2)当温度升高,HDPE管伸长(Δ>0),当达到极限高温时,要保证HDPE管不被挤压,因此有:
L0-LTDG-LLDG-A≥LK⟹
LCZ-Δ≥0
(4)
HDPE管现场焊接参考TSG D2002—2006《燃气用聚乙烯管道焊接技术规则》,采用热熔对焊工艺。除满足规范要求外,还应注意HDPE管外螺纹线应连续。
HDPE管吊装前预先在管内穿过1根加长的钢绞线拉索临时固定,然后在上管口处安装索夹,连接管临时固定在索夹上(见图5)。垂直起吊HDPE管到塔外索导管处临时固定,塔内牵引加长索进入对应锚孔并临时锚固,梁端用卷扬机拖拽加长索直至梁端锚固,然后塔端用前卡式千斤顶张拉加长索直至将HDPE管撑起。

图5 HDPE管吊装示意
2.5 钢绞线穿索、锚固
塔顶穿索机类似于1台大滚筒卷扬机,钢绞线在滚轮上缠绕3~5圈提供足够的牵引力后穿出。斜拉索穿索时,桥面工作人员将已下好料的钢绞线通过特制的防转连接器连接,钢绞线在穿索机的牵引作用下提升至塔顶,绕过穿索机后下垂至塔外作业平台处。操作人员将钢绞线导入HDPE管,在穿索机不断牵引和钢绞线自重作用下,钢绞线沿HDPE管内壁下滑至桥面(当斜拉索长度增加、角度减小,钢绞线下穿难度有所增加时,可在固定端钢绞线的中心丝墩头上悬挂子弹头形状的配重块辅助下穿)。当2根钢绞线的连接处到达塔外作业平台后,临时固定钢绞线并解除连接,塔内从对应的锚具孔内放出牵引绳将已完成下穿的钢绞线牵引至塔内锚固。同样,梁底从对应的锚具孔内放出牵引绳将钢绞线固定端牵引至梁底锚固。最后,用千斤顶对张拉端进行预紧及张拉,完成单根钢绞线穿索。
逆向穿索施工工艺所用穿索机速度通过变频可调,最高可达20m/min,与循环牵引托板牵引速度相近。虽然循环牵引托板每次可牵引2根拉索,但由于逆向穿索工艺穿索施工时钢绞线已提前完成下料,操作步骤减少,且没有缠索、坠索等问题出现,也无须每节段斜拉索拆除和重新布设循环系统,因此总体穿索效率要高于循环牵引托板穿索工艺,平均穿索周期可缩短1d。
逆向穿索施工工艺放弃使用循环钢丝绳和托板,且无须在HDPE管内设置其他复杂的辅助措施,即便使用配重块也并不会损伤钢绞线PE管。通过工业内窥镜对HDPE管上、下管口3m范围内的斜拉索PE管抽检发现,斜拉索防腐层得到很好的保护,施工质量明显提升。
2.6 钢绞线张拉
钢绞线斜拉索张拉采取先逐根预紧后整体张拉方式。逐根预紧钢绞线的目的是使得各根钢绞线的受力状态尽可能达到一致,从而使累计索力能达到初次张拉的要求索力值且满足均匀性2%的规范要求。
首排第1,2根钢绞线主要起到对 HDPE套管的支承作用,因此第1,2根钢绞线的张拉力值根据HDPE管的垂度及自重进行确定。通常将第3根钢绞线作为单根张拉的基准索,其张拉力按以下公式进行计算:
(5)
式中:N为斜拉索设计张拉索力;N12为第1,2根钢绞线的张拉力之和;n为整束斜拉索中钢绞线根数;δ为安装斜拉索时由于主塔和主梁变位引起的斜拉索索长变化量;l为斜拉索的计算索长;A为钢绞线的截面面积;Ec为钢绞线弹性模量。
后续钢绞线控制索力计算参考式(5),由于挂索时间较长,受温度、日照、桥面荷载变化等各种因素的影响,控制索力也不断发生变化,因此无法用计算值进行控制,只能作为参考。单根钢绞线张拉力控制的普遍做法为:将第3根钢绞线作为基准索,准确张拉并安装测力传感器。然后在对后续第i根钢绞线进行张拉时,基准索索力会随之减小,当索力Ni与基准索索力N3相等时,即可停止张拉并进行锚固完成张拉。为了保证所有钢绞线索力尽可能均匀,当钢绞线安装张拉完毕后,还需对第1,2根索进行补张拉。
旧工艺采用千斤顶进行单根张拉操作,依靠理论计算力值及人工测量钢绞线的伸长值监控张拉力。人工操控油泵,依靠肉眼观测油表控制力值,很难使每根钢绞线应力均匀一致。本项目通过计算机与传感器组成索力控制系统进行张拉,实现更精准的索力控制。通过计算机发出信号控制油泵张拉,当钢绞线索力与基准索传感器示值相等时,计算机发出信号控制油泵保压,同时启动顶压器顶压夹片,实现锚夹具自动锚固,完成张拉。采用智能控制的“等值张拉”法施工,可以保证每束拉索内各根钢绞线的拉力偏差控制在±2%,满足规范要求。
3 结语
埃及鲁德·法拉杰轴心大桥建造过程备受关注,由中国企业供货的斜拉索其产品质量和施工质量更是项目关注的重点。中国工程师团队在斜拉索施工过程中根据开罗的气候特点及施工现场的实际情况不断优化施工工艺,严控下料长度、安装准确度及张拉精准度,放弃使用常规的循环托板挂索工艺,采取逆向穿索和智能张拉的方法进行施工,弥补了原有施工工艺的不足之处,极大地提高了施工质量和工作效率,取得了非常好的效果。