钛钢复合板TA2 钛复层表面洁净处理工艺
2022-10-09厉文墨蒋健博刘芳芳
厉文墨, 蒋健博,2, 刘芳芳,2, 江 坤
(1. 鞍钢集团 北京研究院有限公司, 北京102209;2. 海洋装备用金属材料及其应用国家重点实验室, 辽宁 鞍山114009)
钛钢复合板是一种以普碳钢为基层、纯钛或钛合金为复层的先进层状金属复合材料,在具有钛材强耐腐蚀性能的同时,还兼具普通钢的塑性与强度,而价格只有纯钛的四分之一,被广泛应用在石油化工、真空制盐、海洋工程等领域[1-3].轧制法制备钛钢复合板的工艺流程包含表面处理、组坯封焊、加热轧制、切割分板等[4].组坯前,钛板与钢板需要进行表面处理来去除坯料表面气体、灰尘、油脂、氧化膜等污垢.表面处理作为制备钛钢复合板的首要工序,是保证复合界面纯净的重要前提,而高洁净度的复合界面是影响后续轧制复合质量的关键因素[5].
近年来,关于钛钢复合板的表面处理多集中于对钢基层的修磨工艺报道,而对钛复层表面处理工艺却鲜有报道.受到钛复层特有物理化学性质的影响,钛在200 ℃吸氢、400 ℃吸氧、600 ℃吸氮[6],当表面处理工艺选择不当时,钛复层在修磨过程中表面极易产生氧化物等脆性相,致使材料表面洁净度降低且硬度显著升高,影响后续钛与钢的复合质量[7-9].目前主要采用机械处理法、化学处理法、激光处理法等手段,来去除钛及钛合金的表面油脂及氧化膜,以获得高洁净度的钛复层表面[10].机械处理法主要采用机床、磨床、喷砂等方式,虽能有效去除表面氧化物,但加工费时,且处理面积较大、厚度较薄的钛复层难度较高.化学处理法包含酸洗、碱洗、化学镀层等方式,适用于薄件清理,但会留下由腐蚀后液体及气体构成的吸附层[11].激光处理常作为金属钛材的表面改性手段,清洗程度受其功率参数等因素影响,目前尚未投入大规模工业生产,还需实验进行进一步验证[12].因此,针对上述关键性问题,十分有必要对钛钢复合板中的钛复层表面洁净处理工艺进行深入研究.本文中通过探究喷砂、酸洗、激光清洗三种工艺对TA2 工业纯钛表面洁净度的影响,结合表面微观组织及显微硬度,给出合理的钛复层表面处理工艺,对轧制法钛钢复合板工业生产具有重要的指导意义.
1 实验材料及方法
本文中采用TA2 工业纯钛作为实验材料,实测成分如表1 所列.
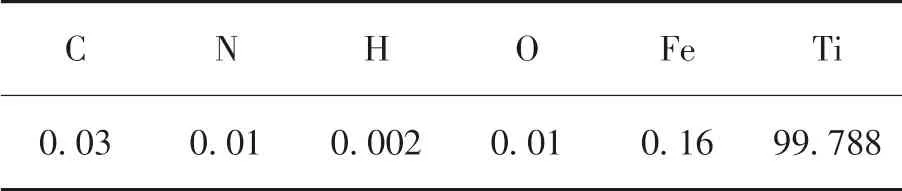
表1 TA2 工业纯钛的化学成分(质量分数)Table 1 Chemical composition of the experiment materials (mass fraction) %
采用喷砂、酸洗、激光清洗三种工艺分别对TA2 工业纯钛进行表面处理,处理后TA2 表面宏观形貌如图1 所示.其中喷砂处理时砂粒采用粒径为38 μm 的石英砂;酸洗处理采用混酸液(3 ml HF+37 ml HNO3+60 ml H2O);激光清洗采用HST-100 型激光清洗机,中心波长为1 064 nm,最大输出功率为100 W,最大激光脉冲频率为200 kHz.采用线切割将三种不同表面处理后的TA2 纯工业钛板切割成尺寸为10 mm×10 mm×10 mm的试样.采用金相显微镜(OM)、扫描电子显微镜(SEM)对不同表面处理工艺下的试样表面及纵截面进行形貌观察,采用EDS 对表面成分进行能谱分析.采用Qness 60 型维氏硬度计分析TA2 基体及不同表面处理后试样的表面显微硬度.
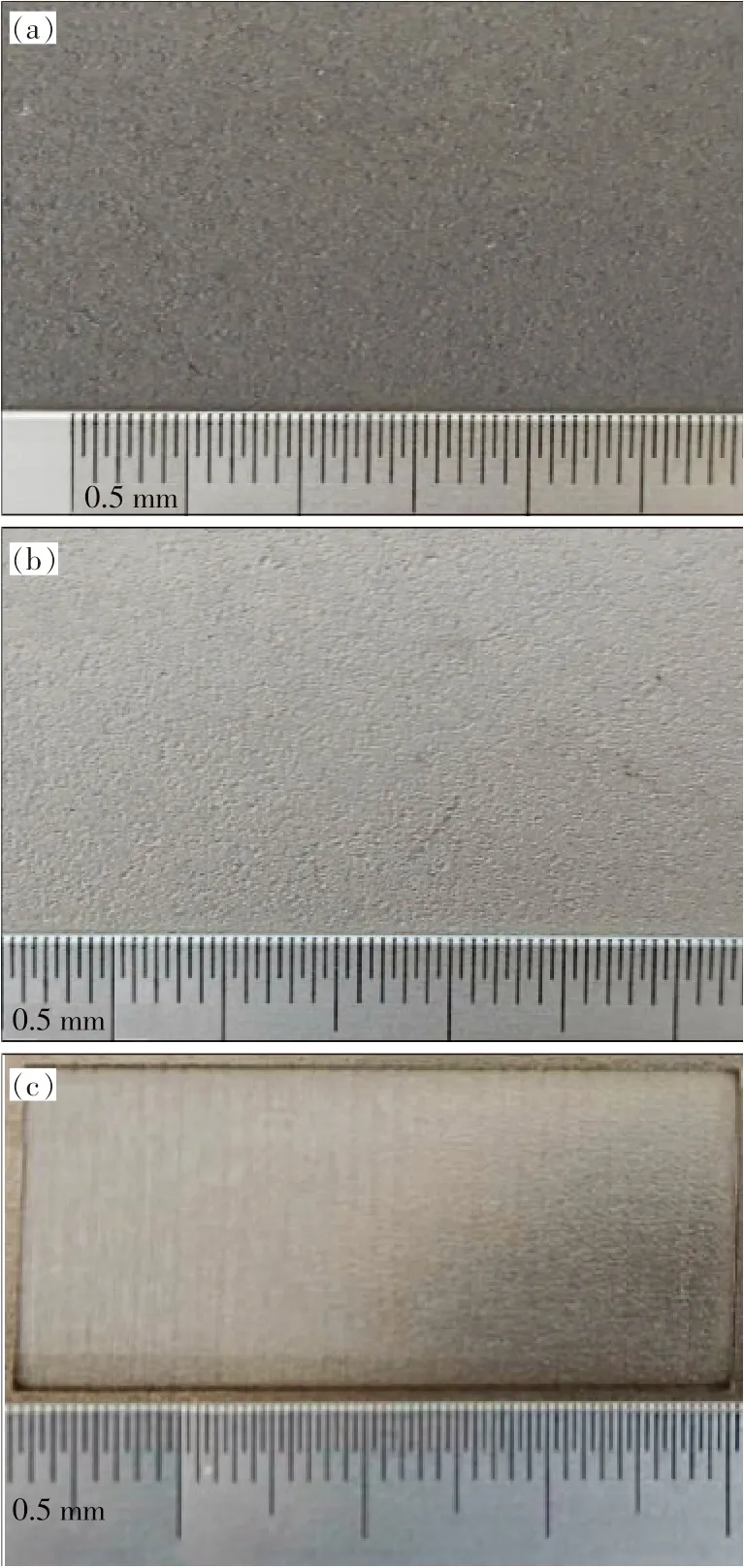
图1 不同表面处理后TA2 的表面宏观形貌Fig.1 Surface morphology of TA2 after different surface treatments(a)—喷砂;(b)—酸洗;(c)—激光清洗.
2 结果与讨论
2.1 喷砂处理
喷砂处理后TA2 工业纯钛的表面形貌如图2(a)(b)所示.为确定氧化层厚度,对垂直于试样表面的纵截面进行形貌观察,如图2(c)所示.对图中不同位置处进行EDS 能谱分析,如表2 所列.结合图1(a)宏观形貌分析,发现喷砂处理后TA2 表面凹凸不平,无明显金属光泽并呈暗灰色.经SEM 形貌观察发现,喷砂处理后TA2 表面呈沟壑状,基体中嵌入了不规则颗粒,粒径小于30 μm.对表面中的1~4 位置处进行EDS 分析后发现,喷砂处理后TA2 表面存在明显的O 和Si,且w(O)=6%~10%,w(Si)<7%.其中O 为表面氧化皮残留,Si 表明了基体中嵌入的不规则颗粒为喷砂中的石英砂所致[13].结合图2(c)及5 位置处能谱分析可以发现:试样表面存在一层分布均匀且富含Ti 和Si 的致密氧化层,厚度约为2 μm,呈亮白色(红色箭头处所示,下同);而6 位置处无明显O 和Si,与TA2 基体成分相一致.该现象表明采用喷砂处理后TA2 表面洁净度较低,存在氧化皮及石英砂残留,不利于后续钛复层与钢基层的轧制复合.
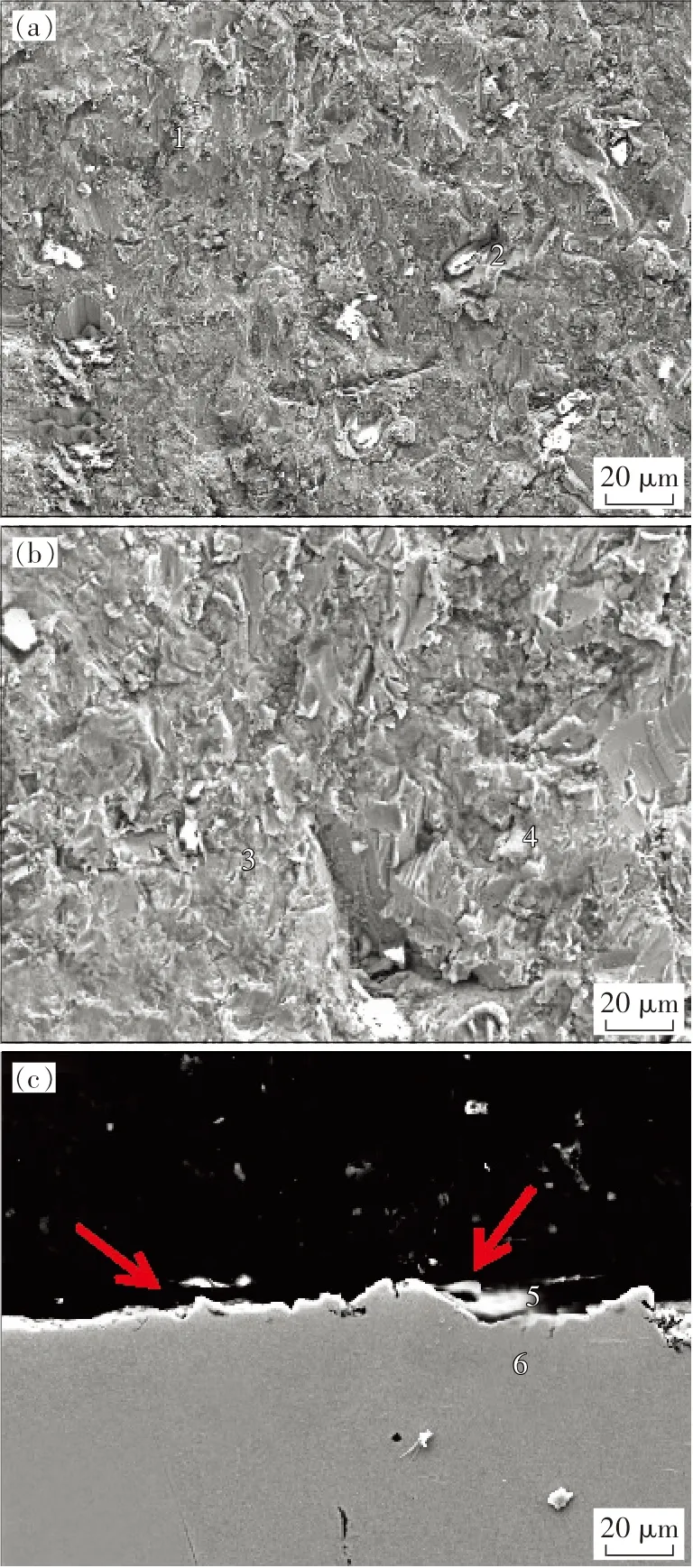
图2 喷砂处理后TA2 表面及截面形貌Fig.2 Surface and section morphology of TA2 after grit blasting treatment
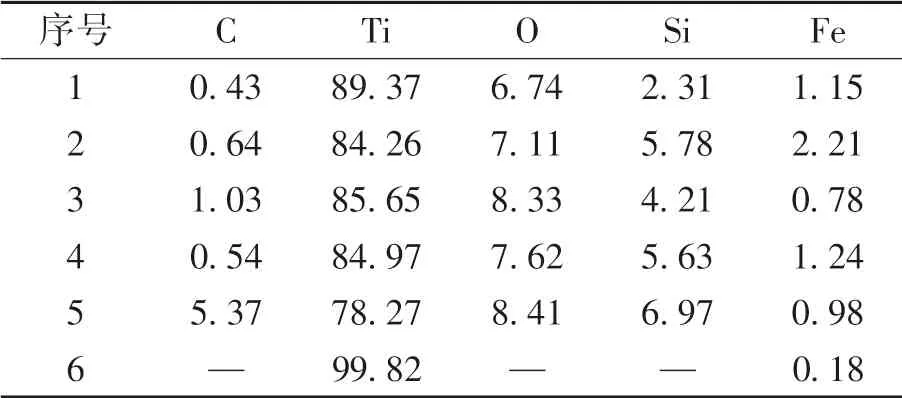
表2 图2 中各点成分(质量分数)Table 2 Composition of each point in Figure 2 (mass fraction) %
2.2 酸洗处理
酸洗处理后TA2 工业纯钛的表面及截面形貌如图3 所示,对图中不同位置处进行的EDS 能谱分析见表3.
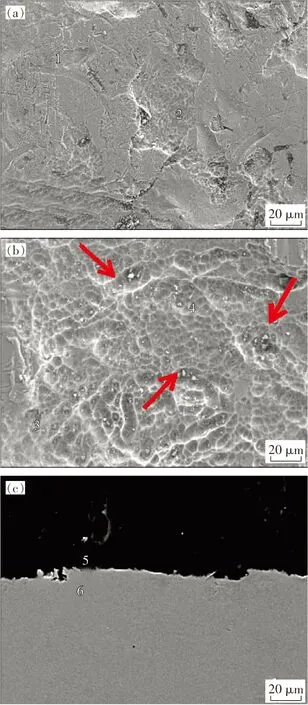
图3 酸洗处理后TA2 表面及截面形貌Fig.3 Surface and section morphology of TA2 after dipping treatment
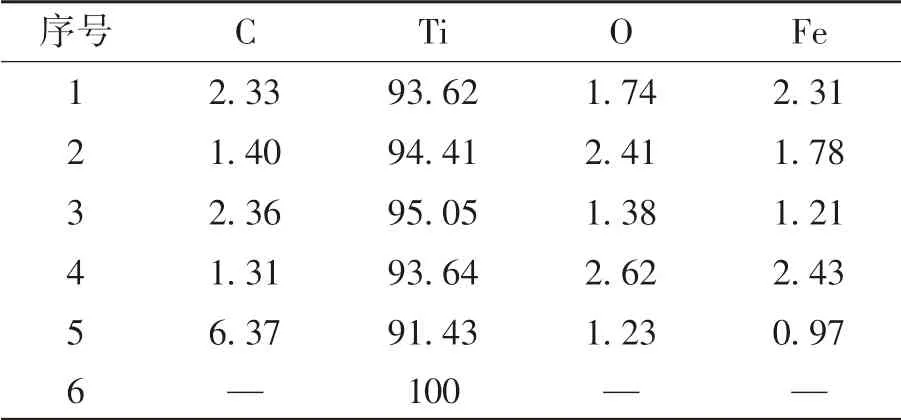
表3 图3 中各点成分(质量分数)Table 3 Composition of each point in Figure 3(mass fraction) %
结果表明,酸洗处理后TA2 表面洁净度较喷砂处理得到明显改善,表面氧化皮几乎被完全去除,w(O)<3%.图3(c)中试样的截面形貌与喷砂处理后试样的截面形貌形成鲜明对比,酸洗后TA2 表面并无明显氧化层存在.然而酸洗处理后TA2 与混酸液发生强烈反应,导致试样表面产生不规则分布的腐蚀凹坑.对图3(b)凹坑处进行放大倍数观察发现,腐蚀凹坑内吸附了大量细碎的不明夹杂颗粒,这会是后续钛与钢轧制复合的隐患.为解决这一问题,对钛复层进行酸洗处理后,必须采用丙酮或无水乙醇等清洗液对钛材表面进行洁净处理,清洗前后TA2 的表面形貌如图4 所示.结果表明,丙酮等有机溶剂可以有效去除酸洗腐蚀凹坑内吸附的细碎夹杂物,采用酸洗处理作为钛钢复合板钛复层表面处理工艺较为合理.
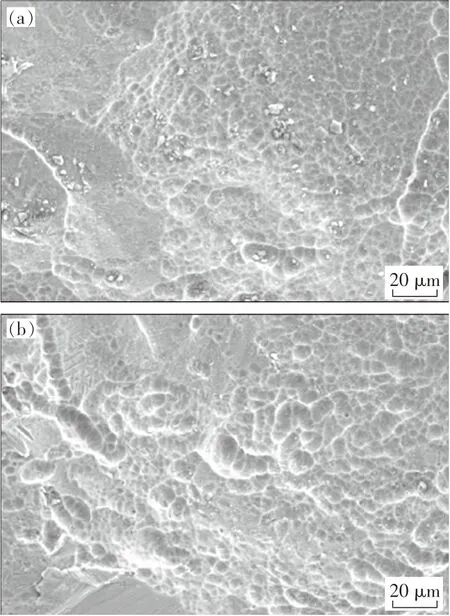
图4 清洗前后酸洗态TA2 表面形貌Fig.4 Surface morphology of pickling TA2 before and after cleaning
2.3 激光清洗处理
为探究激光清洗工艺对钛复层表面处理的可行性,先通过实验得出清洗TA2 工业纯钛的优异工艺参数:输出功率为100 W,激光脉冲频率为100 kHz,激光清洗速度为35 mm/s,之后得到图1(c)中尺寸为40 mm×20 mm 的TA2 激光清洗试样.可以发现,激光清洗处理后试样表面相对明亮,露出新鲜金属光泽,但四周边缘位置处由于激光能量聚集而产生明显的过热现象,呈黑束状.对试样表面及截面进行OM 形貌观察,如图5 所示.
图5 激光清洗处理后TA2 表面及截面形貌Fig.5 Surface and section morphology of TA2 after laser cleaning treatment
结果表明,激光清洗后TA2 表面呈规则的环状排列,同时还产生了一层致密分布的重熔层,厚度约为20 μm.有分析认为[14-15],规则环状组织的产生主要分为以下三个阶段:激光表面相变、激光表面熔化、激光表面汽化.第一阶段:TA2 表面温度升高,当温度超过相变点但低于熔点时,组织单一的α 相转变为α-马氏体相;第二阶段:试样表面温度继续升高,当温度超过钛材熔点但低于汽化点时,TA2 发生熔化并形成熔池;第三阶段:由于激光能量密度大,钛材表面温度达到汽化点并产生TA2 金属蒸气,在激光热能的作用下,TA2金属蒸气在反冲压力下重新熔覆在基体表面,最终形成一个个规则排列的环状组织.另一方面,由于激光清洗处理的瞬时温度较高,处理结束后被清洗区域会快速凝固,最终导致TA2 表面产生一层均匀分布的重熔层.重熔层厚度与激光功率及作用时间有关,且激光功率越大、作用时间越长,重熔层越厚.为进一步探究激光清洗处理效果以及激光清洗对TA2 基体的影响,对试样表面中心及边缘位置处进行SEM 形貌观察,如图6 所示;对表面不同位置处进行EDS 能谱分析,具体见表4.
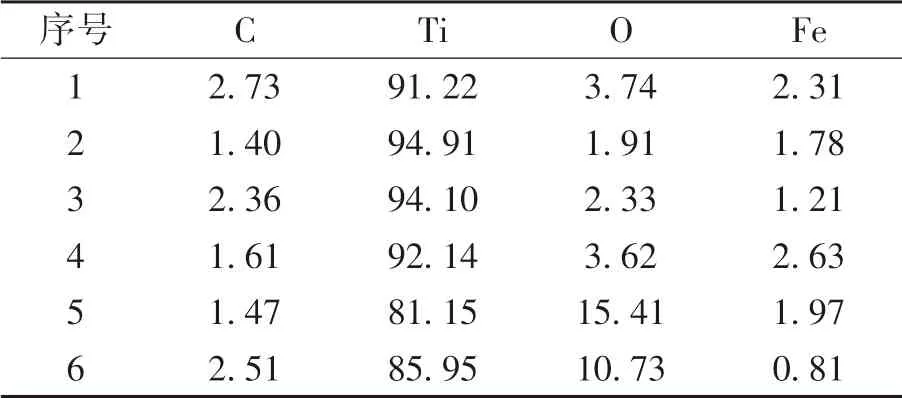
表4 图6 中各点成分(质量分数)Table 4 Composition of each point in Figure 6(mass fraction) %
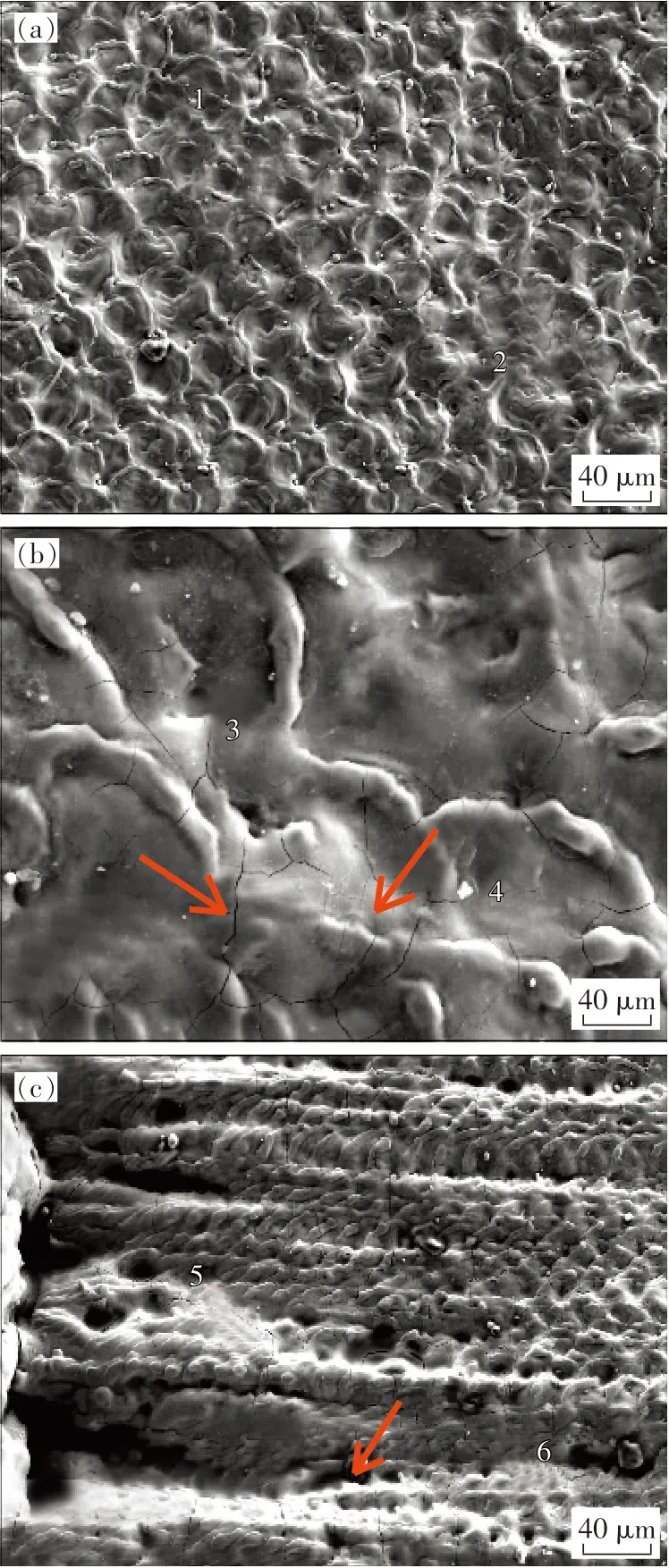
图6 激光清洗处理后试样表面中心及边缘位置处形貌Fig.6 The morphology of the center and edge of the laser cleaned sample surface after treatment
结果表明,激光清洗处理可以有效去除TA2表面氧化皮,且并无其他夹杂物产生,w(O)<5%.然而通过图6(b)可以明显发现,激光清洗处理导致TA2 表面产生明显的脆裂现象.分析认为,在激光清洗处理第一阶段TA2 表面已发生马氏体相变,致使材料硬度上升;在激光清洗处理结束后,由于过冷度极大,材料表面历经快速加热及冷却,导致熔覆层金属产生成分偏析,引发局部应力集中,最终产生脆裂[16].结合图1(c)及图6(c)可以发现,激光清洗处理后试样表面边缘位置处能量密度集中且瞬时温度较高,导致表面重新产生氧化层,在电镜下呈亮白色,氧的质量分数由中心处的3%上升至10%以上.上述分析说明激光清洗处理虽然可有效去除TA2 表面氧化层,但金属表面由于激光热能作用易产生脆裂现象,且表面边缘处易重新生成氧化物,故该工艺尚不完全适用于钛钢复合板的钛复层表面处理,还需对激光清洗的工艺参数进行优化.
2.4 表面显微硬度分析
为进一步验证上述结论,并更直观地反映不同表面处理工艺下TA2 表面脆化程度,采用维氏硬度计对试样表面不同位置处进行显微硬度测试,压头载荷为0.1 N,每种工艺选取位置点数为10 个, 结果如图7 所示.实验结果表明:TA2 基体的显微硬度(HV)约为200;激光清洗处理后TA2瞬时温度较高,表面产生脆裂,导致显微硬度显著升高,约为385;喷砂处理后TA2 由于表面氧化层及石英砂硬脆物的存在,显微硬度同样较高,约为290;酸洗处理后TA2 表面洁净度最高,无明显氧化现象,显微硬度与基体接近,约为220.因此,为得到高洁净度且无硬脆化合物的TA2 工业纯钛表面,应采用酸洗处理作为钛钢复合板中钛复层的表面处理工艺.
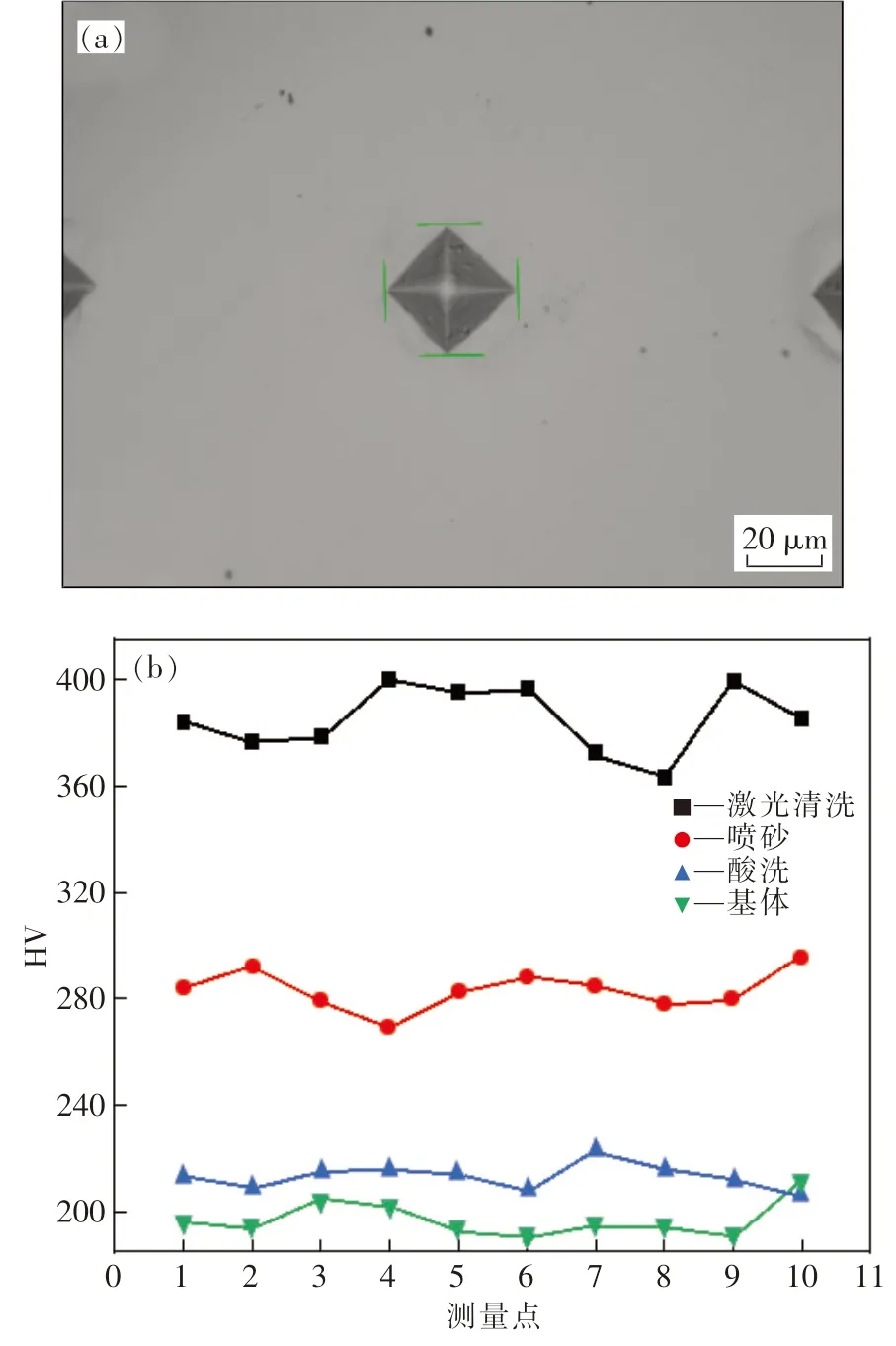
图7 TA2 基体及不同表面处理工艺下试样表面的显微硬度Fig.7 Surface microhardness of samples under TA2 matrix and different surface treatments
3 结 论
(1)喷砂处理后TA2 表面呈沟壑状,存在氧化物及石英砂残留,w(O)=6%~10%,氧化层厚度约为2 μm,表面显微硬度(HV)约为290.
(2)酸洗处理后TA2 表面氧化皮被完全去除,局部腐蚀凹坑内吸附细碎夹杂物,需采用丙酮再次清洗;表面显微硬度(HV)与TA2 基体相接近,约为220,是较为合理的钛复层表面处理工艺.
(3)激光清洗处理后TA2 表面呈规则的环状排列,产生一层约20 μm 厚的重熔层,虽能有效去除TA2 表面氧化层,但由于瞬时温度较高,表面产生脆裂,显微硬度(HV)显著升高至385.
