刀剪激光加工现状及发展趋势
2022-10-09魏小红肖梦智张瑞华
魏小红,路 超,肖梦智,尹 燕,张瑞华,
1.阳江市五金刀剪产业技术研究院,广东 阳江 529533
2.广东海洋大学阳江校区 材料科学与工程学院,广东 阳江 529500
3.兰州理工大学 材料科学与工程,甘肃 兰州 730050
0 前言
国际上主要的五金刀剪产业分布在德国、日本、美国、韩国等国,这些国家生产刀剪的材料和技术较为先进,由知名钢厂(如瑞典SANDVIK,日本爱知,美国Carpenter等)生产刀剪专用材料,再销售到各大刀剪制备公司[1-3]。中低端刀剪用的材料为碳钢或者Cr13系不锈钢,高端刀剪用的材料是高碳高铬材料,热处理后洛氏硬度高达HRC60[3-4]。由于国外先进冶炼技术和刀剪制备技术对中国处于封锁状态,因此中国刀剪行业的发展较为缓慢。中国的刀剪产业用钢量较少且钢种较多,因此国内一些钢厂不愿意更新生产线,生产专用的板材供刀剪企业使用,目前中低端市场占据主流,主要使用材料为Cr13系马氏体不锈钢[5-9]。由于优质的高碳高铬马氏体不锈钢依赖进口,价格昂贵,中高端刀剪市场的开发受到严重制约。虽然我国刀剪产业集群(如广东阳江)一些企业自行研发了高碳高铬马氏体不锈钢,但是由于元素含量及夹杂物的控制不严格,其综合性能与进口板材相比差距较大[7-9]。
近些年,激光加工技术发展十分迅速,由于激光加工具有效率高、热影响区小、非接触加工、绿色无污染、易实现自动化等优点,因此激光加工已应用到如汽车、航空航天、医疗、海洋工程等多个领域[4-5]。然而,激光加工技术在刀剪领域的应用十分少见,如制备高性能刀刃涂层,为此本文详细阐述了刀剪传统制备方法和现有的激光制备技术,并分析未来国内刀剪领域的趋势,以期为高端刀剪行业的快速发展和激光加工技术的产业化提供参考。
1 刀剪材料发展现状
1.1 国外刀剪材料发展现状
国际上五金刀剪产业集群主要集中在德国、日本、瑞士、美国、中国、印度、韩国等国家。其中,高档刀剪市场基本被德国、日本、瑞士等国垄断,中、低档刀剪产品以韩国为主,我国刀剪产品出口总体上处于中、低档水平[1-3]。
在材料选择方面,依据产品档次选择不同的刀剪材料。低端产品一般选择普通的低、中碳不锈钢以及420系列Cr13型不锈钢[4];中、高端刀剪产品一般使用铬含量15%~18%,碳含量0.5%~1.2%,并添加少量Mo、Ti、V、W等合金元素的优质不锈钢或复合钢材料,其特点是刀剪硬度、耐腐蚀性、耐磨性和韧性均有所提高[5],如 440B(8Cr17、9Cr18MoV)、440C(9Cr18、9Cr18Mo、11Cr17)等常用不锈钢,此类产品经合适的热处理工艺后硬度达约60 HRC。此外,德国、日本、瑞士等国刀具生产具有机械化程度高、效率高、分工体系完善等特点,能够生产适合制作刀具的不锈钢板材,刀具锋利度和持久度均较高[2,6]。
1.2 国内刀剪材料发展现状
我国的五金刀剪产业主要包含四个集群,分别是重庆大足、浙江永康、山东临沂和广东阳江[1,7],常用的刀具材料有2Cr13、3Cr13、4Cr13等普通马氏体不锈钢。近年来,国内刀剪企业张小泉和阳江十八子在Cr13马氏体不锈钢的基础上,拓展采用高碳高铬马氏体不锈钢生产中、高端刀剪,如5Cr15、5Cr15MoV、9Cr18MoV等。其他马氏体不锈钢材料如7Cr13、8Cr13、9Cr13也被用于生产不锈钢厨用刀剪[1,7]。大部分高碳高铬的高端刀剪用材料已经国产化,打破了国外垄断,但是与进口材料仍有差距,主要体现在材料纯度、夹杂物含量、组织均匀性、元素含量的精确控制、碳化物含量及尺寸等方面[7]。
2 国内刀剪加工存在的瓶颈
2.1 原材料的控制
发达国家拥有先进的钢铁冶炼和轧制技术,不锈钢的化学成分控制比较严格、组织较均匀、晶粒细小、碳化物尺寸和形貌均匀、硫磷等有害成份含量较低,热处理淬火时便于工艺参数的选择和控制,处理后硬度均匀、韧性好[7-8]。由于我国冶金技术在炼钢的脱氧、脱氮、脱硫等方面与世界先进企业有一定差距,导致中、高端马氏体不锈钢内部夹杂物的控制达不到世界先进刀剪生产企业的水平[1],而夹杂物级别偏高会导致最终的刀剪产品耐蚀性能下降、抛光表面易产生缺陷、刀剪综合力学性能达不到指标等一系列问题。
2.2 热处理工艺及设备
在保证优质不锈钢刀剪材料的同时,热处理技术也是决定刀剪质量的关键工序。与发达国家相比,我国刀剪热处理技术水平仍然较为落后[1]。且我国大多数企业缺乏研发中心,厂家只关注刀剪产品的硬度、耐蚀性等宏观性能,对于热处理如何影响刀剪性能缺乏深入和系统的研究,多数热处理厂家和人员依靠经验来处理常见材料,对于新材料缺乏应对能力[8-9]。目前国内一些企业在热处理时只要求达到工艺规定的硬度即可,对于金相组织、碳化物含量、碳化物尺寸等缺乏关注[1,12]。
2.3 高端不锈钢材料制备困难
美、日等刀剪强国拥有完善的刀剪专用原材料生产工艺和厂家,而我国刀剪用的原材料种类偏多,规模偏小,考虑到更换生产线和研发时的投入较多,国内至今没有企业规模化生产刀剪专用原材料。这种情况下,作为一种生产小规模、多品种的特殊钢制备流程(感应炉冶炼工艺)就被中小型刀剪生产企业所采用[1,11]。
以享有“刀剪之都”的广东省阳江市为例,所有五金刀剪企业每年钢材消耗量不足5万吨,且刀剪品种包含菜刀、剪刀、小刀等多个类型,钢材型号也各不相同。对于中低端刀剪产品,大多数企业采用的是低碳含量的Cr13马氏体不锈钢,热处理后硬度值在50~55 HRC之间。而部分大型企业在生产高端产品时为了降低高碳或者高氮马氏体不锈钢的成本,采用自给自足的模式来生产板材,消耗量较小[1]。由于阳江市的大中小五金刀剪企业对钢材品种需求多样化,但数量相对较少的特点,国内大型钢材生产厂家很难满足其用钢需求。因此,具有生产灵活、针对性强的小型企业在阳江应运而生[1-2]。但是,高碳高铬马氏体不锈钢是生产高端刀剪产品的原材料,碳和铬元素的含量均高于4Cr13,典型牌号有5Cr15MoV、6Cr13Mo、7Cr17Mo、8Cr13MoV等。高端刀剪用的高碳高铬马氏体不锈钢的生产工艺复杂,对技术和装备要求严格,阳江钢铁冶炼企业尚不具备生产高端高碳高铬不锈钢的技术和装备。
2.4 技术创新不足
我国的五金刀剪行业还存在创新不足的问题。首先是科研投入较少,加工技术相对落后,全国五金刀剪产业中,很多企业仍然使用20世纪80、90年代的生产设备和制作工艺。其次是缺乏核心技术,例如在产品专利方面,大多是涉及产品外观的专利,缺少材料生产、强化机理等核心技术的相关专利。第三,企业难以承担大型科研项目,数量巨大的中小型企业多是小作坊模式,受到资金、人才和技术等因素的限制,不具备承担大型科研项目的条件。而少量的大型刀剪企业又出于对资金和一次性投入的考虑,不愿意进行技术的创新。第四,刀剪企业所在城市支撑机构不足。五金刀剪技术的创新很大程度上依赖于高层次人才,但是在我国刀剪产业主要集群所在地的高等院校和科研机构相对较少,企业和高校之间的合作更少[2,11]。近年来,我国部分刀剪企业已开始与钢厂及科研机构合作,研制一些适合刀剪用的新材料。如重庆大足刀剪企业与重庆大学合作,开发了性价比较高的高硅马氏体不锈钢,阳江十八子等刀剪企业与北京科技大学合作,共同研发了具有少量一次碳化物、大量细小的二次碳化物的高碳马氏体不锈钢[12]。
3 激光加工技术助力刀剪智能制造
3.1 激光切割加工刀剪
激光切割是利用高功率密度激光束照射工件表面,被照射的工件迅速熔化、汽化、烧蚀,同时借助与激光束同轴的高速气流吹除熔融物质,从而实现将金属工件分开[13-14]。激光切割具有切割速度快、效率高、质量好、非接触切割等特点,同时还可以切割多种材料,包括金属、非金属、金属基和非金属基复合材料等[15-16]。
激光切割装备是一款集光、机、电于一体的自动化切割下料装备,能适应形状复杂、锐角变化突出的零件及其他产品的切割下料,激光切割薄板不锈钢具有效率高、无挂渣、切割面光滑平整无氧化、切割面质量良好,适用于切割具有尖角、圆孔等特殊形状的刀剪。激光切割原理和切割样品实物如图1所示。阳江东华激光智能科技有限公司在国内首先开展激光切割加工刀剪坯料,将激光技术引入刀剪制备领域,提高坯料的侧边质量和下料效率。
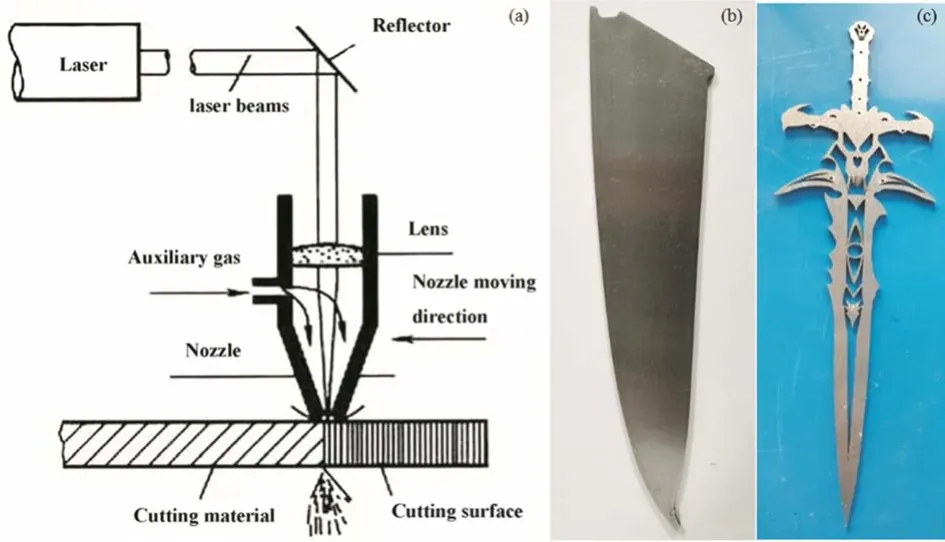
图1 激光切割原理及切割刀剪实物Fig.1 Laser cutting principle and cutting knife and scissors
3.2 激光熔覆加工刀剪
激光熔覆技术是指采用预制法或者送粉法在被涂覆基体表面上放置涂层材料,经高能密度的激光辐照后与基体表面薄层同时熔化,并快速制备高性能涂层,该涂层既满足基体表面耐磨、耐蚀、耐热、抗氧化等性能要求,又可节约大量贵重金属元素,目前激光熔覆技术在新材料制备、金属零部件快速制造、失效零部件修复和再制造领域有着广泛的应用[17-18]。
“好钢用在刀刃上”,将性能优异的合金粉末通过激光熔覆技术沉积到刀刃部位,可以显著提高刀刃的硬度、耐腐蚀、锋利度和耐用度等综合性能,在节约贵重金属、减少合金消耗的同时,明显提高了刀剪产品的综合性能。阳江市五金刀剪产业技术研究院与兰州理工大学展开合作,首先将激光熔覆技术引入刀剪切削刃部综合性能的提升,实现了中国高端刀剪智能化制造,引领中国刀剪制备进入激光时代。经过近10年的研发与摸索,开创了颗粒增强的复合刀刃,如Ni/WC、316L/TiC、NiCrBSi/WC,制备刀剪涂层硬度值在850~1 200 HV之间波动,刃部的耐腐蚀等其他性能也达到相关标准的要求,完全超过了国内外传统的高碳高铬复合钢材制刀的性能。随后又开发了高强度铁基粉末涂层,如Fe-Cr合金、Fe-Cr-C系合金,刀刃涂层显微硬度值达到800~1 000 HV,符合相关标准,远远超过国内外同行刀剪的性能。为了节约成本,阳江市五金刀剪产业技术研究院又开发了一系列等离子熔覆刀剪切削刃新技术。激光熔覆制备刀剪切削刃涂层的新技术的相关成果已产业化,在阳江进行大批量生产。激光熔覆原理及熔覆刀剪产品如图2所示。
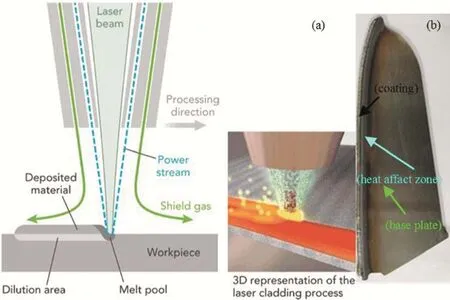
图2 激光熔覆原理及熔覆刀剪实物Fig.2 Principle of laser cladding and the real object of cladding cutter
图3为激光熔覆刀与国外知名品牌生产的高端刀剪产品性能的对比。可以看出,激光熔覆刀的初始锋利度和耐用度约是日本大马士革刀的2倍。
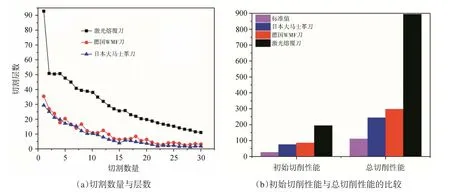
图3 激光熔覆刀与国外知名品牌刀具性能的对比Fig.3 Comparison of the performance of laser cladding knives and knives of well-known foreign brands
3.3 激光焊接异种金属加工刀剪
异种金属激光焊接刀剪是将高强度、高硬度、耐腐蚀的优质钢材加工成特定形状的条带状(金属A)作为刀剪的刃部材料,将较为廉价的不锈钢加工成刀剪的主体(金属B),利用高能量密度的激光连接刀条和主体,实现异种材料的高效连接[19-20],其原理如图4所示。所制备的刀剪既避免了使用较多昂贵的刀条金属造成的成本过高问题,还大大提高了刀剪刃部的性能,刀剪成本低、效率高、刀剪质量好,已成为目前高端刀剪制备方法的主流技术之一。
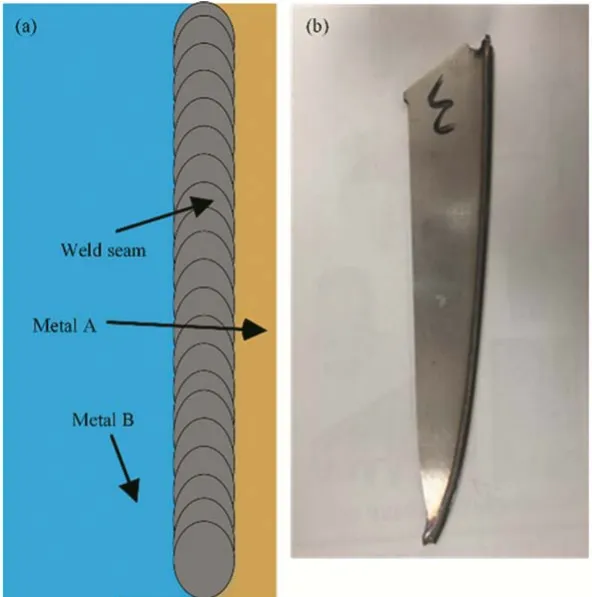
图4 刀刃金属A和刀身金属B异种材料激光焊接示意Fig.4 Schematic diagram of laser welding of dissimilar materials of blade metalAand blade metal B
3.4 激光3D打印直接生产刀剪
激光3D打印技术是利用高能量密度的激光束选择性地熔化预先铺好的一薄层粉末,按照零件三维模型数据规划进行扫描,层层制造零件二维截面,最终成形出零件实体的过程。该技术具有材料利用率高、制备零件精度高、无需模具、能够制造形状复杂零件,已在航空航天、医疗、模具、汽车、义齿等领域得到大量的应用[21-23]。利用该技术可制备出由多种粉末材料组成的复合材料刀剪,如千层钢、多层钢等,能实现多种粉末的任意组合。在刀刃部位使用高强度、耐腐蚀粉末,在刀身主体部位采用普通不锈钢材,可以实现高端刀剪的制备;另外,该技术对零件复杂程度无限制,因此可以根据客户对性能、手型、力度等的需求,进行高端刀剪的定制化。激光选区熔化原理及多材料制备如图5所示。
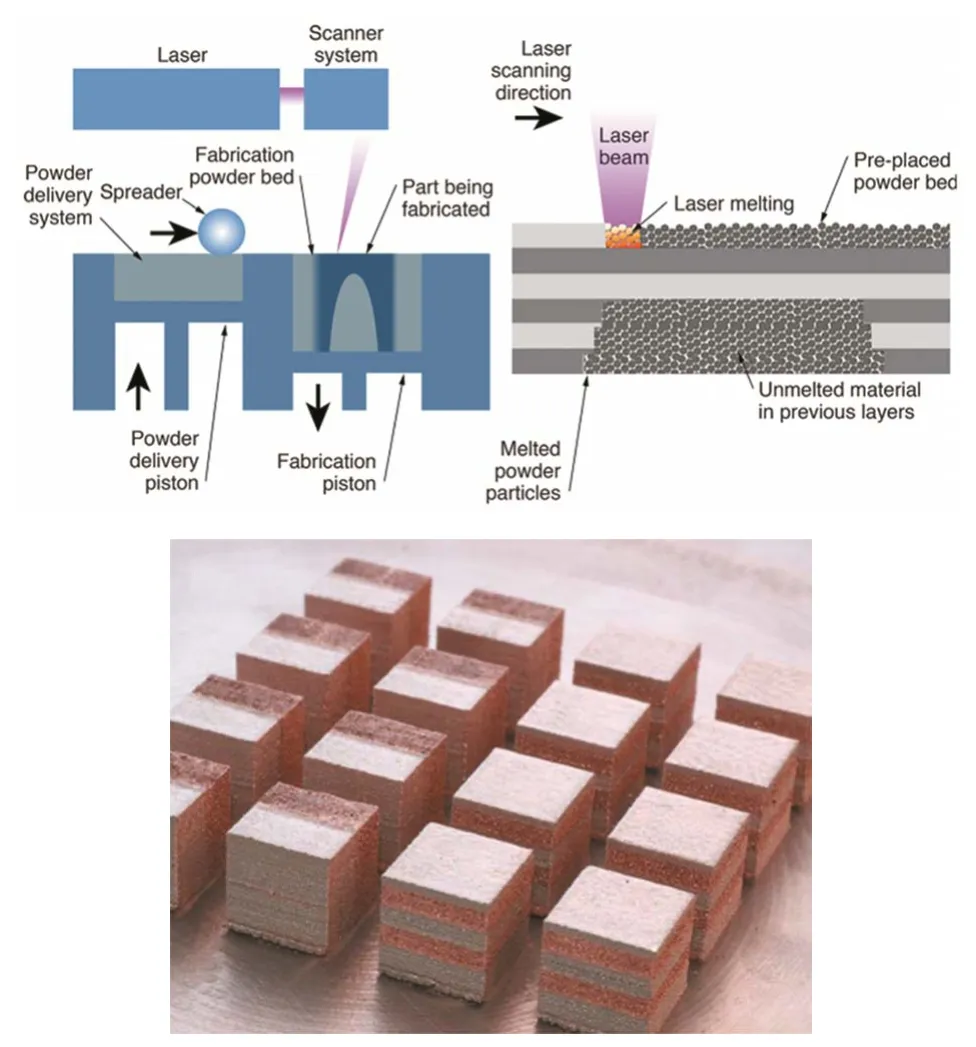
图5 激光3D打印技术原理和成形多材料零件Fig.5 Principle of laser 3D printing technology and forming multi-material parts
4 未来发展趋势
4.1 智能化生产线的建立
建立五金刀剪智能制造应用生产线,实现五金刀剪产业制造智能化、个性化、网络化生产;建设五金刀剪智能制造工厂,提高产品的制造质量和效率,降低人工劳动强度,提高管理水平及人员专业化程度。其中智能装备主要包括:五金刀剪激光切割下料装备、高端刀剪激光熔覆增材制造装备、刀柄机器人焊接装备系统、刀坯自动打磨及在线自动补偿系统、刀剪整体抛光装备、刀剪产品激光打标装备、自动传送与包装装备等。生产线采用先进的激光加工技术代替传统生产技术,实现刀剪产业自动化生产,将高新技术、产业应用和智力资源三者结合,实现厨刀生产先进化生产工艺流程,促进传统五金刀剪产业转型升级。基于工业4.0网络协同制造,集成刀剪制造激光切割、焊接、熔覆及打磨等离散环节,开发五金刀剪智能制造生产技术,实现刀剪产业制造智能化、个性化、网络化生产,建设五金刀剪智能制造工厂。
4.2 高端人才的培养
人力资源的匮乏是长期困扰我国刀剪产业发展的关键因素,也是行业核心竞争力缺位的主要原因。研究适合五金刀剪产业特征的人才培养模式,打造一支扎根本土、适应产业转型升级所需的高素质人才队伍,是我国各个产业集群迫切需要解决的问题。建立五金刀剪行业的职业标准体系化;建立具有创新性的人才培养模式。培养和引进粉末冶金、新材料制备、刀剪热处理、刀剪开刃及打磨等方面的专业型人才。
4.3 相关标准的完善
加强刀剪标准体系化的建立与完善,建立与国际接轨的技术标准、工作标准和管理标准等标准体系,引导企业提高质量管理水平,对促进产业升级、提升产品质量具有重大意义。
针对激光熔覆刀剪产品开发新的检测方法,建立新型五金刀剪产品检测分析中心,制定行业检测技术标准和规范,提高五金刀剪产品整体质量,推动高品质刀具品牌建设。推动标准化工作的深入实施,确保刀剪企业有标准指导生产、消费者用标准保护权益、政府部门依照标准加强监管。
4.4 激光产业园的建设
激光产业已成为多地政府关注的重点,越来越多地方政府着力打造激光产业园,以激光应用带动区域经济。激光产业一方面推动着工业应用的进步,一方面也为各地就业、经济增长做出巨大贡献。可以预见,政府更多的关注将为激光产业的发展带来更多的机遇。推动建设激光产业园,围绕先进激光应用及配套产业技术的开发建设,带动上下游产业链集群发展,建立人才培养基地;推动传统产业转型升级,促进高新技术产业发展。激光产业园将大量集聚激光类高端项目,形成基础材料、核心部件、系统集成、光电装备、衍生应用等激光产业上、中、下游系列的完善健全和高端的产业链。
5 结论
激光熔覆表面改性技术具有其他技术无可比拟的优势,制备材料表面性能大幅度提升,因此将激光技术与刀剪刃部强化技术相结合,可以在刀剪切削刃部位加工出高性能的涂层,来实现刀剪切削刃综合性能的提升。然而,新技术、新产业的开发都需要前期的研究探索,因此需要结合企业实际需求,建立企业与高校或者科研院所的产学研合作模式,各自发挥优势,开发新材料,研究新技术,打破我国高端刀剪被国外垄断的局面,借助激光加工技术,实现“弯道超车”。同时,在激光加工技术产业化的同时,应注重智能化生产线的建立、专业高端人才的培养以及产业生产标准和质量标准的建立。
